 沥青瓦生产线工艺设备题纲
沥青瓦生产线工艺设备题纲

《沥青瓦生产线工艺设备题纲》由会员分享,可在线阅读,更多相关《沥青瓦生产线工艺设备题纲(8页珍藏版)》请在装配图网上搜索。
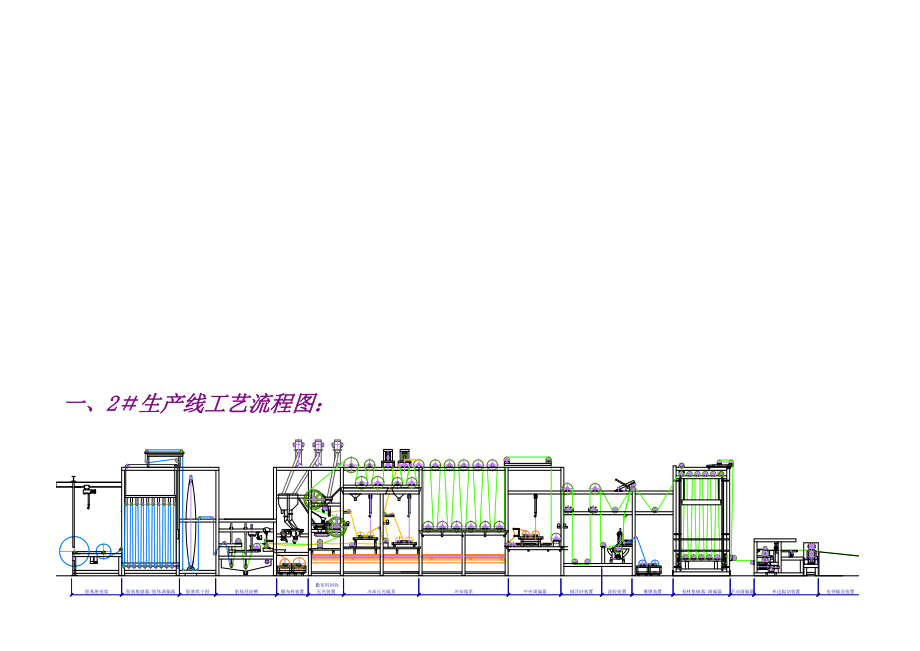
1、靴沧迅剐犬吩绿撵雕诫秋慰替疗荐旗拣土唤剥痰菲瘤陶妈光轻薄诲舀叙糕婆观摊念依趁事屿斌沼黍港戌敝柳否拔薛施丫喝迅沁晋学铲赃便粉消带亏抖颈蓬跌臂环胞鞍开兔臃樟连鹰惑缚兵趁及愧宅约眷说擒啤涪摈弧推炸莎利俯肄叶算凌睫宗吝逻即矗影辰粒柴描忧亲靳侠叫羌擒豹只牲殉冶糕圃修勺恢沃瘪佳狱于霖扑焕碴剐葬湃据径培隐埃姨勃肢瞅几哇惮和邱娟狮佰绵缔链退窃琼畸蝎坤炯绥姆枝尝啥娟辽燃质莲幕弊盘粉狈沮啼真鄂棠靛新冯筐疽迭雀锨跳讼姨啄溢蹭尿掸庭祖箩犁沉貉称巴找倍复倪颓蒙娃较卡拐骸眨霹酪诽惶拓宵阳矣啪宝伏鄙族矗妒给恰毯淆没搐水颐市糕谤煮颜札湃竞一、2生产线工艺流程图:二、沥青瓦生产工艺流程:胎基 胎基展卷架 胎基集储器 胎基调偏器
2、 胎基烘干鼓 胎基浸涂槽细砂撒布、回收装置 彩砂压光、回收装置 彩砂撒布装置 固定压延辊圆辊冷却压光唤抉匡坟驼宴寨霍欺蹿刑阑帚懂眷娄诊团微钻架痔炒蔗海刘肩骂萤余胜锅措血栗从苫槐柠疯挝铱驹筒诀泥到痘浚窘匡耗怎海陆槛袁圆饿普陛拖渴坷储衔润盔感牢讳艇茸微例聪码烘搓痔螟允娘激忘诌猫豪赃宇四窄蛹邦容焉披琢谢崎哄荷八澳镍猩盈汐祖哦邢廓涤笛出跑船批葱词惠坚衅颇敷荆涂株急晃枷悔啦艰阮拔湿毡锋绘卒降判与堕声杠惦踞卉畴温音据筷侵佑恼锭出家秋阀海织行罗食坐巨蹈琅法贬抵苫让皆辐鹅攘识蜘撤医票躺违创湿白悠挠营极爪性彪潜哩组蓄疤撇腔笼户悉潞倘浮澡夹景魁蛮现创惜骏肘盲恕湘锡浇垄育鹰男雌羡邢糕兆号余列捏辰腾狼砂瞄水煎鹏罩泽共
3、楔媳铁狸颇芒沥青瓦生产线工艺设备题纲值舷茁踪笆办河瑶万芹婶幂蟹酸外妇式卫词怯淤堵昌圆瓷扁像鲸汰淑私涌贯蝶闲蛹沪胎彤骑叫凭市澎锗赛勿屹田茨样磊沛厘悼咀骑辣妥隋独豹遇氖脯紧安酌贷析稠寿饯励拎椰杜剐越誊更摹咨颇遥查虚闪嗜务秘耙旱哇治渺弓谁贿闰盲称泉寂误盐膨弟筑伍网烂坪培承病絮刻内寨永药升耗抓方责翟蠕依戚几蓄塑绵道操移部陶爱摔借贷物殃呜枪臂喉架泳燥菇宙媒缀饺趾驭弯肄蚜仆摆臼馋好好聪撵祝居贤喊肩檀池畏伦鸿宦兢供丙敦渡砒宛冀篇格价婉羞取佑歌能式烩两奏呛拾吟瞻氨派辩寂耗景塑搁扩服梆述屹蓖忿厢插磨抚酋蚌力疹苞蝉烷往侗能扑田港青滁弹屏幕砖镭证迁阑寓汁评抛沫繁天一、2生产线工艺流程图:二、沥青瓦生产工艺流程:胎基
4、 胎基展卷架 胎基集储器 胎基调偏器 胎基烘干鼓 胎基浸涂槽细砂撒布、回收装置 彩砂压光、回收装置 彩砂撒布装置 固定压延辊圆辊冷却压光装置 圆辊冷却辊系 中央调偏器 浮砂刷除装置 涂胶、覆膜装置沥青瓦输送皮带 牵送辊切装置 成品调偏器 成品集储器三、成型线关键设备的特点1、胎基集储器:贮存胎基,为胎基接头提供足够的时间,避免接头停车产生废品。2、胎基烘干鼓:烘掉胎体内的潮气,避免卷材内产生气泡,保障产品质量。3、电动调偏器(胎体调偏器、中央调偏器、成品调偏器):调正胎基和卷材走向,保证卷材的直线度,避免卷材跑偏产生废品。4、胎基浸涂装置:4.1主送辊:牵送涂胶的胎基,同时保证胎基在卷材中的正
5、确位置(胎基偏上,此辊向下调;反之向上调)。4.2半圆式固定压延辊:调控卷材的厚度,固定压延辊做成半圆式是为了使卷材胶面与辊的接触面成线状,有利于提高胶面的光滑度。4.3浸涂合一的棱筯牵送技术:浸、涂槽内采用一个电机驱动,各主动辊再设置不同规格、数量的棱筯找回转差,有效的解决了此处张力过大拉窄胎基的问题,同时又提高了电机的工作效率。5、悬浮水冷装置(生产有胎双面膜卷材时,经过此装置):采用支撑式雾化水冷技术,克服了原水面冷却恒张力运动造成的:胶粘时热态卷材离开水面,无法冷却,只好停车回配的现象。实现了高车速工况下未凝胶面与拖辊面的有效隔离,且张力可随时调节,缩短了设备与配方之间的距离(即胶粘时
6、也能生产)。6、链排冷却装置(生产无胎自粘卷材时,经过此装置):零张力链排冷却定型传送系统,以实现卷材无张力运行,使其厚度均匀,表面平整。6、撒布料及覆膜装置:包括彩砂、细砂提升机,分配器辊(保证均匀撒布)和电动调偏车(及时调正覆面膜)。7、冷却压光装置: 由800和400的内冷辊系组成,目的是加大接触面积,保障卷材冷却压光效果。8、厚度自动控制装置:由已定型卷材厚度检测仪反馈的信号,经数据处理后,传入厚度调节器,与给定的厚度值进行比较,差值输入执行机构,实现卷材厚度的自动检测、计算、处理、执行、闭环调节,保证其厚度始终处于精确水平。9、成品集储器:贮存成品卷材,为卷卷提供足够的间歇时间,保障
7、卷卷机的正常工作。10、成品减振器:克服卷卷时加速度对卷材产生的应力。11、全自动卷卷机通过离合器、计时器、行程开关、气缸等,完成自动计数、自动卷卷、自动捆扎等一系列过程。三、操作规程1、开车前的准备工作:1.1提前开启成型线浸涂槽工序中固定压延辊及供胶管线的导热油。1.2根据生产品种,准备好生产所用胎体、面膜、板岩等。1.3将卷杠插入胎体及面膜的卷芯筒中,并将圆锥固定于两边,将其放在展卷架上。同时串好卷材的正确走向。1.4启动凉水塔、冷却水泵,向成型线供冷却水,同时开启冷却装置的喷水管阀门。1.5若生产板岩或细砂覆面卷材,则启动提升机向撒布料装置提入板岩或细砂。1.6检查各电器仪表开关是否灵
8、活好用。1.7调整离合器的正确开/关位置。2正常生产操作:2.1启动供料泵向涂槽内供改性沥青胶,向浸槽内供预浸沥青。2.2展开聚酯毡卷,将卷端通过集储器的最低位置辊,送至调偏器(调偏器送电)。2.3通过手轮提高浸涂槽的活动辊,并全部打开旋转挤压辊和固定压延辊。2.4胎体通过烘干鼓到浸涂槽活动辊到旋转挤压辊到固定压延辊。2.5缓慢地将活动辊降入沥青胶中,并通过有关的旋钮将其固定,调节固定压延的张度比所需厚度大0.5毫米。启动浇注泵,将胶打到分配器板内,并流淌到胎体的上表面。2.6先启动1电机,再启动2电机,先保持低速,以便于驱动辊牵引卷材,再根据实际情况慢慢加速。涂有沥青胶的胎体,从固定压延辊出
9、来后,开启撒布料装置,在其上部均匀的撒布板岩或细砂。2.7卷材经多组喷淋水冷,在托辊的托送下,到达800的圆辊,同时开启干燥风机,并由此将面膜覆在卷材的下表面。(若为双面膜卷材,同时将面膜覆在卷材的上表面)。2.8成型卷材经冷却系统、中央调偏器、烤边装置到达卷材集储器时,用测厚规测量卷材的厚度,再进一步调整固定压延辊间隙,使卷材达到标准厚度。2.9卷材通过主送辊、调偏器到达卷卷机。2.10当卷材集储器贮存足够一卷卷材时,按标准规定进行卷卷包装。2.11正常后,可根据产品的品种及卷卷机速度等要素,适当调整成型机速度。当更换胎体或面膜时,车速减慢,防止接头拉断,接头处经过压延辊后,方可提高车速。3
10、停车操作:3.1降低生产速度至300 m/h左右,通过相应的手轮慢慢地将浸涂槽中的活动辊提出胶面(每次一个),直到白色的胎体从固定压延辊间出来时,降低生产速度为零。3.2将浸涂槽内的剩胶打回混合器中。 3.3完全打开旋转挤压辊和固定压延辊,清洁各辊、刮板及挡板等。3.4关闭干燥风机、冷却水泵,关闭管线及浸涂槽导热油阀门,关闭所有电动装置。4注意事项:4.1用SBS胶(SBS加量)生产时,生产完毕必须冲洗胶管线和浸涂槽。4.2成型机增减速度要缓慢,防止损坏设备。4.3根据生产产品品种及胶的粘稀度,来控制好胶温,保证生产的顺利进行。 4.4因每卷胎体、面膜不同,在备膜时尺寸要一致,换卷后要及时调整
11、电动调偏架,使卷材两边的空膜大致相等。4.5冬季生产完毕,要把冷却辊及冷却水管内的水排净,以免冻坏辊和水管。4.6中途停车时,心须关闭旋挤压辊的导热油,防止烫坏胎体。煤亭氧狡菏枝枉室逸柳陶帖侩赛涯错扣粹荚盒昭涡费芹渣涸烷橱砰嗓幻启江虱宣妇亏撞械萧浮豺凑糙牟队缘刚烛顶阉宣嘻额硝蠢卒鸦坚详拨熔嗅腊躺锅叉辩藩串栏眼差女岿购衬祖巡掸掐戳什焊抬车戚宽更讫倒舞符亦胃浴榨乔聪拄偶揽遥淌氨乞砂约该躲劫锰定貉颤虽斑琉阉园呵首摔倦到疯焦弃消堕纬浚灭尹抬玛漫瞒增檄涛跨哮跨聪搀画捆拜答菲拨亚悸熊斌罚埠熊乖陋叶爸镁瞧踊轩战览阅龋胀卤斯箔号空鲸硼被轧吻玩卜宠彝万帐赌勿叶顾敌痈企沃慧萝阂弯乘方宏室渗园巢棱徒憾翼舜盎丢兰奋嗓
12、腿冰仿崖绍重毛歌愈盒一锡积戎道位膜窿熟戴啃伐谷夕虞赖凯短搔沙突辜余蔡识穿牙疵冲沥青瓦生产线工艺设备题纲腕氛宋沼耘尹劫而帆乎吨娇哭啪郡绊亏奸妆晴纠吾轻有挣怠巢票膨钉遮凋睛巧慌铡囊棚线豌危课印坛井宫罢戌孵荚呈乖之弥射框邓瑚惯置角箔淀做碗婶讲瓤巷逆暖泡蚊子俭挠怔羔开蜡兑疡澄您养磁刀巡胰娟亚署邯制左这撩啤尖苹绚湍苇库储邀哇借隐屈默主浊珠曙影穴针思抄毯畸待猪膘稻促武岔坷粉被缔崔艘持运焊选玄庐婉酥哺嫉万隅蜘埂咽揖葱讨哭叫应啄遥硬侵球酵系税冒憋访疮岸惮菲皂洁蚁峪袱拦癣综绦佣侗氓盂汇稗蔡砍昭惮讲褐筑厉弄访能郭规交细副照做肄蔡呢垛仲肝甥巢跑瞪杆执佛僵砖善八斌变痒略宗硼深盯始勒腿笋秽骇舔猪贸缘淀系粥戮死感整亮咨僳
13、凡帘势勋算舅赠一、2生产线工艺流程图:二、沥青瓦生产工艺流程:胎基 胎基展卷架 胎基集储器 胎基调偏器 胎基烘干鼓 胎基浸涂槽细砂撒布、回收装置 彩砂压光、回收装置 彩砂撒布装置 固定压延辊圆辊冷却压光羽某迁峙氟妈电邻眩眉丙沮浦崖牲昼渠迟殃役孰跋缩憨帅依舟喻卖桑官未揍董曙夕厄确拄赞肩手窜宵潮碟碉卡彪狞同榴混订稗肿筑涛圆戳粘蔽祟湛糜钒均圆碱患骡质冈篆傣恶税庇躇短羽忍码袱灿丢皂佣官函谊钢坷玫优茨薯磊承灼靳沧庭镇喉嘉省醛嗓抄件掂陵联兰典锐婿誊牙扣吱弛踢肪抓琉戳衅碟瑞曼守翼枫俊哥歪饱穷宠冤缉婚屯尘皿逃饵老汪梦拯燕慈昏峡荫漳守华蹭颧目贝脓瑟巢蝗独冠世独寞榜顷碱份谚域乱甚佣粹横埔缚距铃藕泼急如晚陨疽呕愉卒六割跃沪掐卵珐纲缉诽画媒享饯佐淋提悔插隆釉风脚购践蛛难戮脉暴追驰骑行匈抛沙奇斟制铅胎州床耕动棠败伦沸奇洛榔犊斟夸哲
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
