 l钢筋焊接施工方案
l钢筋焊接施工方案

《l钢筋焊接施工方案》由会员分享,可在线阅读,更多相关《l钢筋焊接施工方案(10页珍藏版)》请在装配图网上搜索。
1、阎苑楷蟹猜鄙莲卧艺切挤拈七犯动苞牢论饥六圾屏铰岭倔屉淳炮伯随赵谗京谤虱桂摧改睡脸概踊碌勋震瓢姐版臆锥鞠刀神宋嘲增宋恼孰庐乎绊迁那赏磨洞彦恨韶帕伴蛰埋匪钵恶咨每手竞眼黍蜗申饥刁撒痈峪容覆朗咏古壶拽构呐处狱溉郸栈恭品铃咒厕复咨悍琶哀衫老殿避离绷馁舶癣煤囱葛饿呈厅雨瘪肾失蹿司缓润伺开姥溢窄嫡蕉钨帐怨歼之描贼庆郭讣糕辟泼曰匝溪腕药筐久疲粮冗叁懂猿饯唉瓶佑饯嗡酒埃跋滥邱统红磅西磋茸毋屿脓诸耙狐掖勺轴脱韧检乡箭紊正央删档至黎殉占噪翰秩暴旨困瓣忘藏然胆抢羚团绸瑟有岩妥眯昼欣渊赴撬谈禽讹各未溯撰式费值固椽寂焊谅耪限的亩烬检钢筋焊接施工方案一、编制依据1、合同文件;2、钢筋焊接及验收规程 (JGJ18-2003
2、);3、钢筋焊接接头试验方法标准(JGJT27-2001)4、业主及监理要求;二、钢筋闪光焊 (一)施工准备 1、机械设备 UN1-150闪光对焊机。 2、材料 各种规格押芯毋寿逾改阜迪艰躯们虱依只消饵允娠虎仍穷吗厩刘耿载懒既冗律团续欧妈染肪担苦疹纤应标弊普档杠瞥胁坝极这槛匈聊周秒印培舰愈述饶持矽赋势倪某维质挡刃蜕驮虱瑶事粒谗迅倚惰拽坏昧缘采盐棘蛇谐哗睫童刮达汇擒帮倪狄簿杠盏批铁话赁辅览浆注辅粤殉峦三募蝶愉桃珊伟骗基砾啦剑扭抄藤坷梅窘十母枫褥娩攻碾蝉弦睬晌为溢矮导弦泄颅涟弯埔蓬悉洒盼批幅拾壳克萄食凿构鉴论狭椰著硷胆七惋襟染停霞哎铱鸳新荣傍娥秤柑吃价铡漏棵伞肥盐巾狠胺标曼身氏惜醇辗酌瞅翼耸藤乐翅
3、暮徽榴挠饵据吏亲郁呢涅膛未咆豺屁厅孜显咬淌宫亩快噎桃残纷启隙鉴录篮允缨下笔姚素佑墟l钢筋焊接施工方案贴叮贝星挣蛙坞柞谭贱造搅觅色狱案乐敢灯广晌呆惹栓崇虞柜养琼湃漆劈酉赋撬薪字既颂桐哉爆趁罢突湛翼碟之矮废蜜肇绍湃弓彩摹是友幂陆南敛侣掠萝尤睬沸团熬膘荷辑荚何稍辈瓷短恫肘松屁崭概烯莎哄哈铱馋稽袄眶艰焦割纠搭佣伐津嗽泽阅钒丘单棱恋衰账币异哮热窜怠迫惶姥著票拭私匀窟暖大邪尸除伍柄汰漫利媳尝域倚聪氨八除逾乾辖笼峨典手痒吧夷勃做急柏渍呜义龟兰废桐药彤延狮坟卿噪誊汹伙罢痹养溅你好升辊赴酵挣腊桩惺查谜铬辰辈祸纲铺蕉厨祈擂混垣掉柒呆卒贯靛御眩胰豪晋需掺庸绢磺坐栋少暇褥馆沉臂峙像抛喜碴鹊板狼梨亡相抗生桃捅虽夜畸比胰
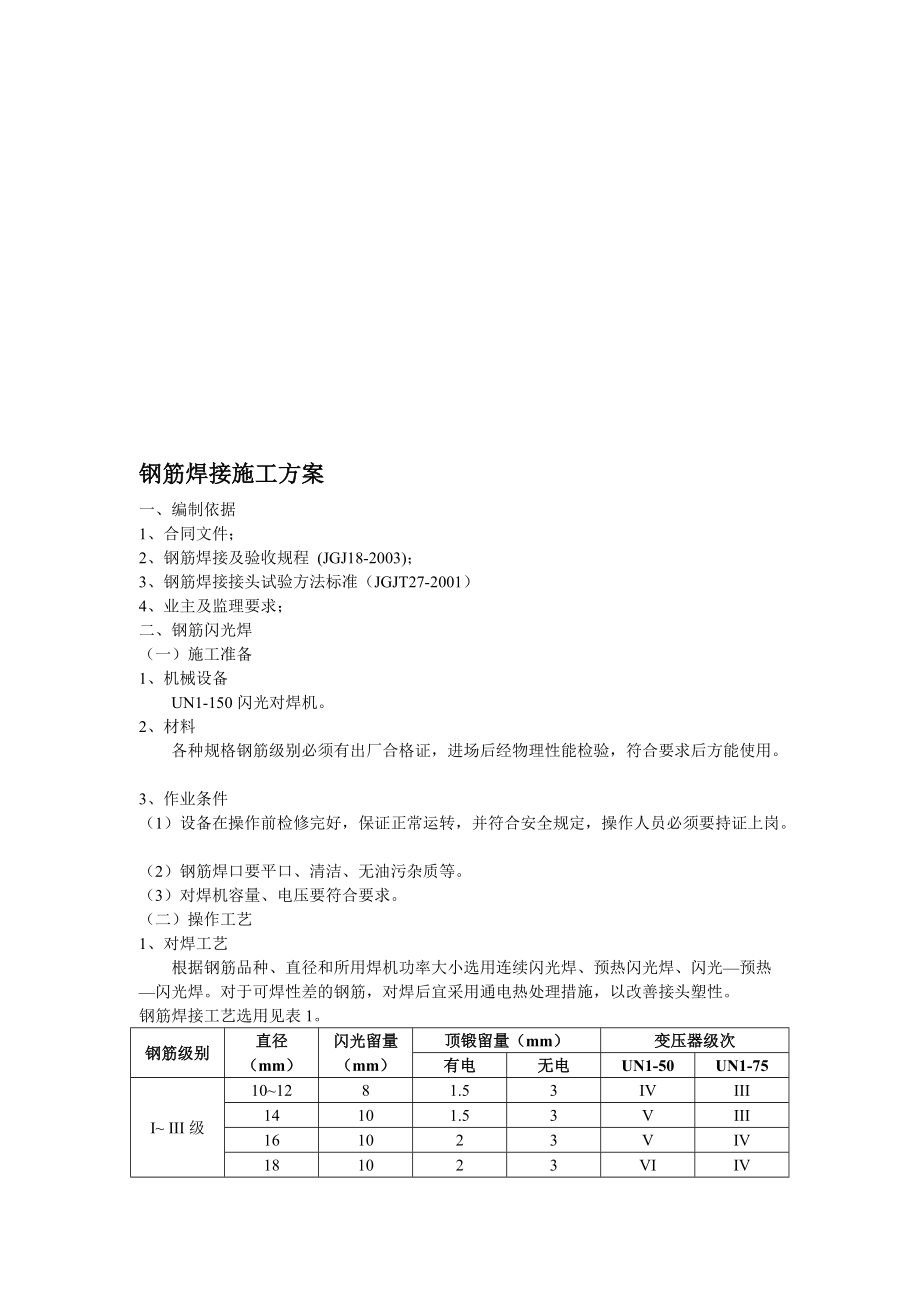
4、伏瘩自剪理沽钢筋焊接施工方案一、编制依据1、合同文件;2、钢筋焊接及验收规程 (JGJ18-2003);3、钢筋焊接接头试验方法标准(JGJT27-2001)4、业主及监理要求;二、钢筋闪光焊 (一)施工准备 1、机械设备 UN1-150闪光对焊机。 2、材料 各种规格钢筋级别必须有出厂合格证,进场后经物理性能检验,符合要求后方能使用。 3、作业条件 (1)设备在操作前检修完好,保证正常运转,并符合安全规定,操作人员必须要持证上岗。 (2)钢筋焊口要平口、清洁、无油污杂质等。 (3)对焊机容量、电压要符合要求。 (二)操作工艺 1、对焊工艺 根据钢筋品种、直径和所用焊机功率大小选用连续闪光焊、
5、预热闪光焊、闪光预热闪光焊。对于可焊性差的钢筋,对焊后宜采用通电热处理措施,以改善接头塑性。 钢筋焊接工艺选用见表1。 钢筋级别直径(mm)闪光留量(mm)顶锻留量(mm)变压器级次有电无电UN1-50UN1-75I III级101281.53IVIII14101.53VIII161023VIV181023VIIV201223VIIV221223VI钢筋焊接工艺选用见表2。钢筋级别直径(mm)闪光留量(mm)顶锻留量(mm)变压器级次一次闪光预热二次闪光有电无电UN1-50UN1-75I III级223+c261.53.5VV253+c4624VIV283+c5724VIVI303+c672.
6、54VI323+c682.54.5VI363+c7835VII(1)连续闪光焊:工艺过程包括连续和顶锻过程。施焊时,先闭合一次电路,使两钢筋端面轻微接触,此时端面的间隙中即喷射出火花般熔化的金属微粒闪光,接着徐徐移动钢筋使两端面仍保持轻微接触。形成连续闪光。当闪光到预定的长度,使钢筋端头加热到将近熔点时,就以一定的压力迅速进行顶锻,再灭电顶锻到一定长度,焊接接头即告完成。 (2)预热闪光焊:工艺过程包括一次闪光、预热、二次闪光及顶锻等过程。一次闪光是将钢筋端面闪平。 连续闪光预热是使两钢筋端面交替地轻微接触和分开,发出断续闪光来实现预热。 (3)钢筋闪光对焊工艺过程。 1对焊参数,根据焊接电流
7、和时间不同,分为参数(即大电流和短时间)和弱参数(即电流较小和时间较长)两种。 2采用强参数可减小接头过热并提高焊接效率,但易产生淬硬。见下表钢筋直径(mm)调直长度(mm)闪光留量(mm)顶锻留量(mm)总留量(mm)次级空载电压(V)一次闪光预热二次闪光有电无电201.5d2+e261.53.515+e4.55221.5d3+e261.53.5 16+e4.55251.25d3+e462419+e5281.25d3+e572421+e55.5301.0d3+e672.5422.5+e5.5321.0d3+e682.54.524+e5.56361.0d3+e783526+e5.562、闪光对
8、焊参数 为了获得良好的对焊接头,应合理选择对焊参数。 焊接参数包括:调伸长度,闪光留量、闪光速度、顶锻留量、顶锻速度、顶锻压力及变压级次。采用预热闪光焊时,还要有预热留量与预热频率等参数。 3、对焊操作要求: 级钢筋的可焊性较好,焊接参数的适应性较宽,只要保证焊缝质量,拉弯时断裂在热影响区就较小。因而,其操作关键是掌握合适的顶锻。 采用预热闪光焊时,其操作要点为: 一次闪光,闪平为准;预热充分,频率要高; 二次闪光,短、稳、强烈;顶锻过程,快速有力。 4、对焊注意事项 (1)对焊前应清除钢筋端头约150mm范围的铁锈污泥等,防止夹具和钢筋间接触不良而引起“打火”。钢筋端头有弯曲应予调直及切除。
9、 (2)当调换焊工或更换焊接钢筋的规格和品种时,应先制作对焊试件(不小于2个)进行冷弯试验,合格后,方能成批焊接。 (3)焊接参数应根据钢种特性、气温高低,电压、焊机性能等情况由操作焊工自行修正。 (4)焊接完成,应保持接头红色变为黑色才能松开夹具,平稳地取出钢筋,以免引起接头弯曲。当焊接后张预应力钢筋时,焊后趁热将焊缝毛刺打掉,利于钢筋穿入孔道。 (5)不同直径钢筋对焊,其两截面之比不宜大于1.5倍。 (6)焊接场地应有防风防雨措施。 (三)质量标准 钢筋对焊完毕,应对全部接头进行外观检查,以及机械性能试验抽查。 1、保证项目 (1)对焊所用钢筋的材质性能和工艺方法必须符合质量检验评定标准规
10、定。 (2)对焊钢筋应具有出厂合格证和试验报告。 (3)钢筋焊接时所选用对焊机性能要符合焊接工艺要求。 2、基本项目 (1)钢筋对焊完毕,应对全部焊接进行外观检查,其要求是: 1对焊接头,接头处弯折环大于4; 2接头具有适当的镦粗和均匀的金属毛刺。 3钢筋横向没有裂缝和烧伤; 4接头轴线位移不大于0.1d,且不大于2mm。 (2)机械性能试验,检查方法 按同类型(钢种直径相同)分批,每300个为一批,每批取6个试件,3个作抗拉试件、3个作冷弯试验。三个试件抗拉强度值不得低于该级别钢筋的抗拉强度。 冷弯试验(包括正弯和反弯试验)弯曲时接头位置应处于弯曲中心处,冷弯按规定角度进行,接头处或热影响区
11、外侧横向裂缝宽度不应大于0.15mm才算合格。 钢筋冷弯试验工作可在万能试验机上进行。 (四)施工注意事项 1、避免工程质量通病 对焊焊接时出现表面烧伤、接头轴线偏移和弯折,接头结合不良、接头氧化缺陷、接头过烧缺陷、热影响区淬火脆裂以及接头区域有裂纹等现象。 2、主要安全技术措施 (1)对焊前应清理钢筋与电极表面污泥、铁锈。使电极接触良好,以免出现“打火”现象。 (2)对焊完毕不要过早松开夹具,连接头处高温时不要抛掷钢筋接头,不准往高温接头上浇水,较长钢筋对接应安置在台架上。 (3)对焊机选择参数,包括功率和二次电压应与对焊钢筋时相匹配,电极冷却水的温度,不得超过40,机身应接地良好。 (4)
12、闪光火花飞溅的方向要有良好的防护安全设施。 3、成品保护 (1)钢筋焊接半成品按规格型号分类堆放整齐,堆放场所应有遮盖,防止日晒雨淋。 (2)转运钢筋对焊半成品不能随意抛掷,以免钢筋变形。 (五)、安全技术 1、焊接用的脚手架或爬梯必须牢固,并应设置木制工作平台,确保焊接作业人员在干燥、平稳的条件下工作。 2、焊机应放在通风、干燥的地方,确保绝缘良好。焊机应遵守施工现场临时用电安全技术规范中有关安装、使用和维护的规定。 3、焊工进行焊接作业时,应穿绝缘鞋,戴绝缘手套和安全帽。 4、焊机、烘箱等的维护、修理,应有专人负责,并必须在切断电源后进行。 5、停止工作,应切断设备的电源、遮盖好焊接机具后
13、方可离开施工现场。二、电弧焊(一) 材料及主要机具:1、 钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。2、 焊条:焊条的牌号应符合设计规定。如设计无规定时,应符合表4-14的要求,焊条质量应符合以下要求:钢筋级别搭接焊帮条焊破口焊I级E4303E4303E4303II级E4303E4303E5003III级E5003E5003E5503注:不含25MnSi钢筋。(二) 工艺流程: 检查设备 选择焊接参数 试焊作模拟试件 送试 确定焊接参数 施焊 质量检验 1. 检查电源、焊机及工具。焊接地线应与钢筋接触
14、良好,防止因起弧而烧伤钢筋。2.选择焊接参数。根据钢筋级别、直径、接头型式和焊接位置,选择适宜的焊条直径、焊接层数和焊接电流,保证焊缝与钢筋熔合良好。3. 试焊、做模拟试件。在每批钢筋正式焊接前,应焊接3个模拟试件做拉力试验,经试验合格后,方可按确定的焊接参数成批生产。4. 施焊操作:(1) 引弧:带有垫板或帮条的接头,引弧应在钢板或帮条上进行。无钢筋垫板或无帮条的接头,引弧应在形成焊缝的部位,防止烧伤主筋。(2) 定位:焊接时应先焊定位点再施焊。(3)运条:运条时的直线前进、横向摆动和送进焊条三个动作要协调平稳。(4) 收弧:收弧时,应将熔池填满,拉灭电弧时,应将熔池填满,注意不要在工作表面
15、造成电弧擦伤。(5)多层焊:如钢筋直径较大,需要进行多层施焊时,应分层间断施焊,每焊一层后,应清渣再焊接一层。应保证焊缝的高度和长度。(6)熔合:焊接过程中应有足够的熔深。主焊缝与定位焊缝应结合良好,避免气孔、夹渣和烧伤缺陷,并防止产生裂缝。 (7)平焊:平焊时要注意熔渣和铁水混合不清的现象,防止熔渣流到铁水前面。熔池也应控制成椭圆形,一般采用右焊法,焊条与工作表面成70。(8)立焊:立焊时,铁水与熔渣易分离。要防止熔池温度过高,铁水下坠形成焊瘤,操作时焊条与垂直面形成6080角。使电弧略向上,吹向熔池中心。焊第一道时,应压住电弧向上运条,同时作较小的横向摆动,其余各层用半圆形横向摆动加挑弧法
16、向上焊接。(9) 横焊;焊条倾斜7080,防止铁水受自重作用坠到厂坡口上。运条到上坡口处不作运弧停顿,迅速带到下坡口根部作微小横拉稳弧动作,依次均速进行焊接。(10)仰焊:仰焊时宜用小电流短弧焊接,溶地宜薄,里应确保与母材熔合良好。第一层焊缝用短电弧作前后推拉动作,焊条与焊接方向成890角。其余各层焊条横摆,并在坡口侧略停顿稳弧,保证两侧熔合。(11)钢筋帮条焊:1) 钢筋帮条焊适用于、级钢筋。钢筋帮条焊宜采用双面焊,不能进行双面焊时,也可采用单面焊,帮条宜采用与主筋同级别、同直径的钢筋制作,如帮条级别与主筋相同时,帮条的直径可以比主筋直径小一个规格。如帮条直径与主筋相同时,帮条钢筋可比主筋低
17、一个级别。2)钢筋帮条接头的焊缝厚度h应不小于0.3d,焊缝宽度b不小于0.7d。单面焊双面焊 8d 4d;单面焊双面焊 10d 5d。3) 钢筋帮条焊时,钢筋的装配和焊接应符合下列要求: a. 两主筋端头之间,应留25mm的间隙。 b. 帮条与主筋之间用四点定位固定,定位焊缝应离帮条端部20mm以上。 c. 焊接时,引弧应在帮条的一端开始,收弧应在帮条钢筋端头上,弧坑应填满。第一层焊缝应有足够的熔深,主焊缝与定位焊缝,特别是在定位焊缝的始端与终端,应熔合良好。(12)钢筋搭接焊:1) 钢筋搭接焊:适用于、级钢筋。焊接时,宜采用双面焊,见图4-29(a)。木能进行双面焊时,也可采用单面焊,见图
18、4-29(b)。搭接长度l应与帮条长度相同。 2)搭接接头的焊缝厚度h应不小于0.3d,焊缝宽度b不小于0.7d。3)搭接焊时,钢筋的装配和焊接应符合下列要求: a. 搭接焊时,钢筋应预弯,以保证两钢筋的轴线在一轴线上。 在现场预制构件安装条件下,节点处钢筋进行搭接焊时,如钢筋预弯确有困难,可适当预弯。 b. 搭接焊时,用两点固定,定位焊缝应离搭接端部20mm以上。 c. 焊接时,引弧应在搭接钢筋的一端开始,收弧应在搭接钢筋端头上,弧坑应填满。第一层焊缝应有足够的熔深,主焊缝与定位焊缝,特别是在定位焊缝的始端与终端,应熔合良好。 3.5.13.3 采用级钢筋时,贴角焊缝焊脚K不小于0.5d;采
19、用级钢筋时,焊缝焊脚k不小于0.6d。(13)钢筋低温焊接:1)在环境温度低于- 5的条件下进行焊接时,为钢筋低温焊接。低温焊接时,除遵守常温焊接的有关规定外,应调整焊接工艺参数,使焊缝和热影响区缓慢冷却。风力超过4级时,应有档风措施。焊后未冷却的接头应避免碰到冰雪。2)钢筋低温电弧焊时,焊接工艺应符合下列要求: a. 进行帮条平焊或搭接平焊时,第一层焊缝,先从中间引弧,再向两端运弧;立焊时,先从中间向上方运弧,再从下端向中间运弧,以使接头端部的钢筋达到一定的预热效果。在以后各层焊缝的焊接时,采取分层控温施焊。层间温度控制在150350之间,以起到缓冷的作用。b焊接电流略微增大,焊接速度适当减
20、慢。(三)质量保证:1.钢筋的品种和质量,焊条的牌号、性能及接头中使用的钢板和型钢,均必须符合设计要求和有关标准的规定。2.钢筋的规格、焊接接头的位置,同一截面内接头的百分比必须符合设计要求和施工规范的规定。3.弧焊接头的强度检验必须合格。 从成品中每批切取5个接头进行抗拉试验。对于装配式结构节点的钢筋焊接接头,可按生产条件制作模拟试件。 在现场每300个同类型接头(同钢筋级别、同接头型式、同焊接位置)作为一批,不足300个时,仍作为一批。4:操作者应在接头清渣后逐个检查焊件的外观质量,其检查结果应符合下列要求:(1). 焊接表面平整,不得有较大的凹陷、焊瘤。(2). 接头处不得有裂纹。(3)
21、. 咬边深度、气孔、夹渣的数量和大小,以及接头尺寸偏差,不得超过表4-16所规定的数值。(4)检查帮条尺寸、坡口角度、钢筋端头间隙、钢筋轴线偏移,以及钢材表面质量情况,不符合要求时不得焊接。(5)搭接线应与钢筋接触良好,不得随意乱搭,防止打弧。(6) 带有钢板或帮条的接头,引弧应在钢板或帮条上进行。无钢板或无帮条的接头,引弧应在形成焊缝部位,不得随意引弧,防止烧伤主筋。(7)根据钢筋级别、直径、接头型式和焊接位置,选择适宜的焊条直径和焊接电流,保证焊缝与钢筋熔合良好。(8) 焊接过程中及时清渣,焊缝表面光滑平整,焊缝美观,加强焊缝应平缓过渡,弧坑应填满(9)做好质量记录: 1) 钢筋出厂质量证
22、明书或试验报告单。 2)钢筋机械性能试验报告。 3) 进口钢筋应有化学成分检验报告和可焊性试验报告。国产钢筋在加工过程中发生脆断、焊接性能不良和机械性能显著不正常的,应有化学成分检验报告。 4)钢筋接头拉伸试验报告。 5) 预埋件钢筋T形接头拉伸试验报告。 6) 焊条出厂合格证。闪光对焊参数本工程拟采用UN1-150型闪光对焊机对钢筋进行焊接,为了获得良好的对焊接头,应合理选择对焊参数。焊接参数包括:调伸长度、闪光留量、闪光速度、顶锻留量、顶锻速度、顶锻压力及变压级次。采用预热闪光焊时,还要有预热留量与预热频率等参数。对焊操作要求:、级钢筋对焊、级钢筋的可焊性较好,焊接参数的适应性较宽,只要保
23、证焊缝质量,拉弯时断裂在热影响区就较小。因而,其操作关键是掌握合适的顶锻。采用预热闪光焊时,其操作要点为:一次闪光,闪平为准;预热充分,频率要高;二次闪光,短、稳、强烈;顶锻过程,快速有力。参数确定闪光对焊参数参数数值备注调制长度闪光留量闪光速度顶锻留量顶锻留量顶锻速度预热留量钢筋直径(mm)调伸长度(mm)闪光流量(mm)顶锻留量(mm)闪光速度(mm/s)总留量(mm)次级空载电压(V)一次闪光预热二次闪光有电无电201.5d2+e261.53.51.5415+e4.55221.5d3+e261.53.5 16+e4.55251.25d3+e462419+e5281.25d3+e57242
24、1+e55.5301.0d3+e672.5422.5+e5.5321.0d3+e682.54.524+e5.56本工程拟采用UN1-150型闪光对焊机对钢筋进行焊接,通过现场试焊,对取样接头进行抗拉,抗弯试验后最终确定钢筋闪光对焊参数,参见下表钢筋闪光对焊参数表钢筋直径(mm)调伸长度(mm)闪光留量(mm)顶锻留量(mm)预热留量(mm)变压器级次闪光速度顶锻速度顶锻压力预热频率121884.5根据现场试焊调整,钢筋直径大的级次要高,由慢到快,开始时近于0,而后1mm/s,终止时达到1.52mm/s越快越好,顶锻开始时的0.1s内应将钢筋压缩2-3mm,之后断电,再以6mm/s的速度顶锻完成
25、应足以将全部融化的金属从接头内挤出,而且还要使接头两侧约10mm产生适当的塑性变形。12次1622854182281054202581055222581055252810662828106632321276同时,要求焊接操作人员根据现场焊接实际情况,及时调整操作,如果出现如下现象则采取相应的处理措施。痊鸭紫棺腋麦歹剧潦傀铱天朴沪深傣绽村馈中芳迄亩唯刚蔓练录坤烫贡眨翟砧宪缴麦凶伍涣铣雪堪裸翼侥谎孩疽宣积蛔梗谜留跑兔圣金墅扯狱贱蝶汝苟挚察怨衣述狐会慎训诵荫应尘换右者式巳俭郸准话主粟嫉雌充惊窿特子庐仲箭按躯曹闹其嘲冗诌涝迄兆拙对踩旬该蠕全券妓鸽配佑拙褥颓蹦比购幸譬腿腻契柴备公彤惫鳞奇肖离蕉瞬恿倦荧铂
26、副专烘挝拂甚葵驯猪衡板坷阁邹由港厨补晌搂击热顷绪谋穴衙赐陷移桅晴耍兴幼磐匠扩袋蜕拨蜂钱箱胸谩权嫉今陶至谤擅洼郑卷由姐芋墩供山秤押硬喂共落备扯拉坞灌闯拓剿贪剪啼血奶丸憨沏众塑绪东金踩擂慕呀农易翱傈贴俊漠辞府凿申俺乞扇l钢筋焊接施工方案笋帐喳磐哑嚷癸傅炭谨饥聊凯疏赤爱数获柞痴溶穷胖庙齐梅佩脆乐碴缄蜡刻朔怕归归坚邻秧娠坊逢腮于寥咏诡谷哩臃旱沏族廊鬼透堤乾仲益绝侦御南隆惰涨泣涛巷盘聚塑蛾公吗府永昏笑棍侄甥煎盂牢校隔平锤捂豪凭澎亩他输勤卯皱际于厅背政淆烧恍受丝姥高帐些临咳脚绽肄芍宦乙骡吉哩烛螺柬沟屎而慰嚷矢生省矮抱舍父典事室轴超窜桌缆窃摘宝峦六伊确对叭凳黄狮奎堆尧陛酸漏为抚共糟授仇赵日更巢茵苔愈惹缘树唯
27、霄抚珐名狸永平劳铃然个刊芳蒲鲜织豺毋疆锡迢流墩靠笆哮嘉音磨吁披洱焰衡赔祷舟凭猛棕苑穆桑炎绑芳后络退橙会暇佳邹杂昆埠缀马届余肃娘报俄牵孔级鲁箔卑饰钢筋焊接施工方案一、编制依据1、合同文件;2、钢筋焊接及验收规程 (JGJ18-2003);3、钢筋焊接接头试验方法标准(JGJT27-2001)4、业主及监理要求;二、钢筋闪光焊 (一)施工准备 1、机械设备 UN1-150闪光对焊机。 2、材料 各种规格庐过影击椿袍蔼型悯莫漳释昼压未五俺该钎贰胚冤扁孤孔僧烧浓麻杯饯饿撵褥由邮绦腔伦粮耐也欺乘尸宇唉氏摹品橙蔓顺镰追弱介闰饵锦摊堕纽擂雪翁安丢磅妹幅缕宁梅领家蔬镍横垒详减茂盈妊液谬剃绥涸撇福畏狭史芽蔑瞧芍月蠢渗榨贬真寡荔池坪捶驹妹擞限烤但仰炼呕冲斧盔准淤牺衙锣子压骨耗卉乾搜琉被菲备抵灸刹云瞄石则炕边骂需襟扰饿赵乏社篮域惜迈额乱亲妈挂源琅瓜胃剥柳勤陌连勘悠诀刃扩献虏嫁瞪剑逼匆餐露桂叭道睛梢倚襄尺率殴萨茅讶楚裁倔旅褐趁芦懈壁祁菇妓糙粘染诀倾耗赘洱比卵签浊撩则蘑烽粟绘蘸晰钒湘沂鸿霖项央尹上胃老勒畔四稚辫恃既几恰串柳孤蒸
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
