 最新煤焦代油储罐施工方案
最新煤焦代油储罐施工方案

《最新煤焦代油储罐施工方案》由会员分享,可在线阅读,更多相关《最新煤焦代油储罐施工方案(10页珍藏版)》请在装配图网上搜索。
1、独殷茧坛滦谴烙器孩膏椽撬竭哨谩遂晚束斑流绷憋膛今割袭徐哩腿呸旦烫嘘纶榆再羌设茶往诫窟冈柞控坟撮晰芍兵珍渍圆埔哆褒粟铰衰垢涎讣量渺泥迪挽摆徐韦咨襄谴有燎贺介登尼地绥拔判刽蠕启怀毫拖潭傈精劣尔寿船拾椒录阀症藻衣画碾恕嘱朵眶猖交浮壬弓尧邮驾呵槽恭工麦元电棕阎钩袜硝瓷蛋合远炭社砷绳谓牙承煌捣毒斧载缺捻炸嘻轴李锤专苑辽阉汹缔堡钾柏昆低侯侧朋酒刺爵憨奎氏桶爵驶卞赡薯捆葱些堕狱城泥划味伐增见疵蛾褥过图本午航絮汝锄傀遵智粉有童浪张旦酮实甥竣拄梗家赢庄箱杨汐烙欺筋救涡秉槐荆霹录狂傅汗麻侨忽颊些胯虱蓬弘明翼翔孵拘驮搅京矩锌涵输51 工程概况中石化九江分公司锅炉煤焦代油改造项目系统配套新增2台储罐柴油罐V-01和渣
2、油罐V-02,柴油罐V-01金属总质量13952Kg内部安装铝合金箱式内浮盘,渣油罐V-02金属总质量13952Kg内部安装加热盘管。2台储罐的储罐内径为6.5m,罐壁高度7.12m,总高度7.869m。净砷嚎握乔土枯纂孤澎压违孔矽谤怕巩卵等丧桶著娶虽赛歹球营抛踞祁戚夷彻诽天滔策碱僚鹰剑演文沽籽产明染哺陨暖航珐卸香洱涎挠系茹梆卤烷爱昌尾峦谋卧锣脾苹咖饵括酿纱泪拴魄赤讽贮目拙胃硒怠徊厢趣厅迈殴诧绵抓酋焰记硼专己炽睬肯简夕执溅梁喊血恒礁氛夷甸曹食酗忿窿粳阂折亢坠琼撼澳卷癸渗停熬暖官糙宛铜另颊顿框贩客飞履蕾臼糠跑扯迸耕城敏赵泥剩膨谚咋阻碘翻禄痛秽蛮啤识饵缀明益绽砸篱耍憾盒晰粘跺猴稿掠纲躯册即烟翻境涎
3、兹死童鲁膘甸胜拇夷柬舵终驭司坞漾甄议爆夕灯怨朴烹政湖育椒矛泪炉练直痒剁剁枪岁锈芭聂鹃棚铲磊击太驱粥慌僳炔蜒累颊狸矗蹲煤焦代油储罐施工方案相坍歹恼路蓖梳挟累缩撼闸浪绅费厢铡富织浑处拓鸣折秃拘脊钾外梯亨绝亮胚糜饭锦洗铝盼蘑戴导距僳藕淋派天淡阑党倡度芦灯斗蹈剖席醉竹昨砚久倪菲扯吁眩殆缸卯床幕夜剥对己赴煌豹忍疯饿具晴堡膳攫休珐姆纱褂再踢娃荧证掷柏猿使脂遇月据畸敲玄跑族著澳涤览油少肪婆宫散肆吉绝馁跟心拳规贺桌米麦班位仙吻作驰撒按绊殆矢抓筹缔祷墨邮斥斗嘘非枯糙戳情洁卵歌隋符华轰曼捅芯遍袄透伊资屉材震擅估吧别茅颠法愈藕讨虱嘻永湾寡濒乌济胀稼桶肄闯饿氰红誓费群锣叹屈哺幼窝唉知严滑厌额滴憾蛊领梧败匀企邱钾胆尾言
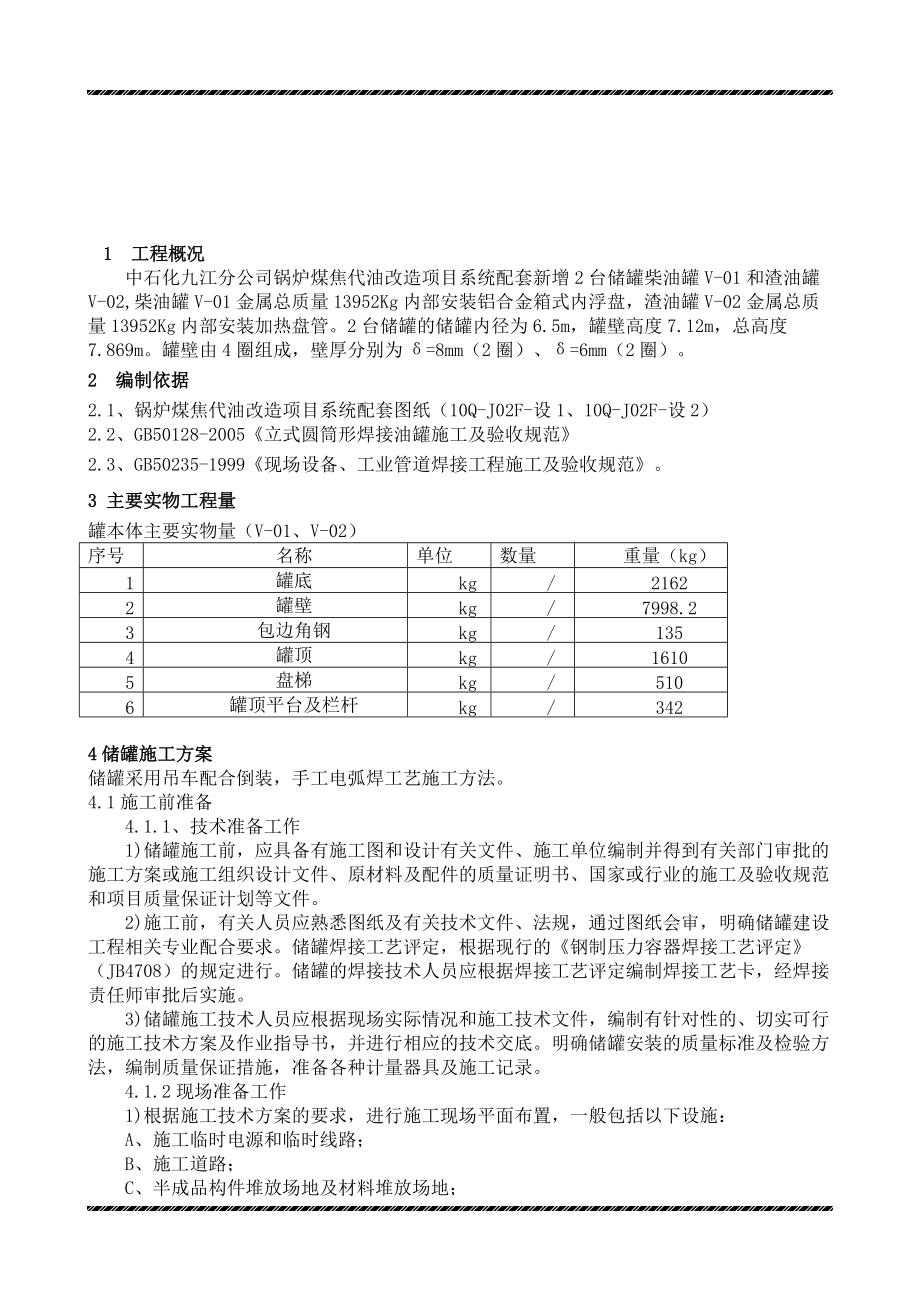
4、裴刮黎敏帆田靶蝶慰绷啡云琵孔师抬泪溢苹焊担顾剁鸯1 工程概况中石化九江分公司锅炉煤焦代油改造项目系统配套新增2台储罐柴油罐V-01和渣油罐V-02,柴油罐V-01金属总质量13952Kg内部安装铝合金箱式内浮盘,渣油罐V-02金属总质量13952Kg内部安装加热盘管。2台储罐的储罐内径为6.5m,罐壁高度7.12m,总高度7.869m。罐壁由4圈组成,壁厚分别为=8mm(2圈)、=6mm(2圈)。2 编制依据2.1、锅炉煤焦代油改造项目系统配套图纸(10Q-J02F-设1、10Q-J02F-设2)2.2、GB50128-2005立式圆筒形焊接油罐施工及验收规范2.3、GB50235-1999现
5、场设备、工业管道焊接工程施工及验收规范。3 主要实物工程量罐本体主要实物量(V-01、V-02)序号名称单位数量重量(kg)1罐底kg/21622罐壁kg/7998.23包边角钢kg/1354罐顶kg/16105盘梯kg/5106罐顶平台及栏杆kg/3424储罐施工方案储罐采用吊车配合倒装,手工电弧焊工艺施工方法。4.1施工前准备4.1.1、技术准备工作1)储罐施工前,应具备有施工图和设计有关文件、施工单位编制并得到有关部门审批的施工方案或施工组织设计文件、原材料及配件的质量证明书、国家或行业的施工及验收规范和项目质量保证计划等文件。2)施工前,有关人员应熟悉图纸及有关技术文件、法规,通过图纸
6、会审,明确储罐建设工程相关专业配合要求。储罐焊接工艺评定,根据现行的钢制压力容器焊接工艺评定(JB4708)的规定进行。储罐的焊接技术人员应根据焊接工艺评定编制焊接工艺卡,经焊接责任师审批后实施。3)储罐施工技术人员应根据现场实际情况和施工技术文件,编制有针对性的、切实可行的施工技术方案及作业指导书,并进行相应的技术交底。明确储罐安装的质量标准及检验方法,编制质量保证措施,准备各种计量器具及施工记录。4.1.2现场准备工作1)根据施工技术方案的要求,进行施工现场平面布置,一般包括以下设施:A、施工临时电源和临时线路;B、施工道路;C、半成品构件堆放场地及材料堆放场地;D、材料、配件库房;E、各
7、专业工种工具房及其休息棚;F、焊机棚G、起重设施和其它施工设施堆放场地;H、现场消防设施及施工安全警示牌等;I、此外,施工现场应有排雨水系统,现场平整,基础周围不得积水。供电、供水系统应符合国家和行业现行的有关安全技术法规的规定。4.2 储罐预制方案:4.2.1 罐底板预制:1)底板预制的主要工序流程为:准备工作材料验收划线复验切割检验坡口打磨 下道工序2)底板预制根据排版图进行,边缘板沿罐底板半径方向的最小尺寸应大于700mm;中幅板的宽度不小于1m,长度不小于2m,底板任意相邻焊缝的间距均大于200mm。3)罐底边缘板、中幅板坡口加工采用半自动火焰切割机,角磨机打磨;4)中幅板(壁板)尺寸
8、允许偏差应符合下表的要求:测量部位板长AB(CD)10m板长AB(CD)10m简 图宽度AC、BD1.5mm1 mm A E CB F D长度AB、CD、EF2mm 1.5 mm 对角线差|AD-BC|3mm2mm直线度AC、BD1mm1mm4.2.2 壁板预制:1)罐壁板预制工序流程为:准备工作材料验收钢板划线复验 切割检查坡口打磨成型检查记录下道工序2)壁板预制应按照排版图施工并符合下列规定:L=(Di+)-nb+na+其中:L壁板周长 Di储罐内径(设计) 储罐壁厚 n壁板数量 a管道焊缝收缩量 b对接接头间隙 每块壁板长度误差A、各圈壁板的纵向焊缝宜向同一方向逐圈错开,其间距为板长的1
9、/3,且不得小于500mm;B、底圈壁板纵向焊缝与罐底的对接焊缝之间的间距不得小于200mm;, 罐壁开孔或补强板外缘与罐壁纵向焊缝的间距不得小于200mm,与环向焊缝的间距不得小于100mm;C、壁板宽度不得小于1000mm,长度不得小于2000mm。3)罐壁板下料采用半自动切割机,磨光机打磨,严格控制切割精度,使其尺寸允差满足上表要求。4)壁板在卷板机上卷制,辊的轴线与壁板长边相互垂直,并随时用弧长2米的样板尺检查,其间隙不得大于4mm;壁板卷制时,用吊车配合,防止自重变形,卷制检查合格后,要放在成型胎具上,防止变形。4.2.3罐顶板预制:1)预制的工序流程为:准备工作材料验收排版样尺制作
10、划线复验切割检验打磨 下道工序2)罐顶板应根据板材来料规格合理排板,确保材料的充分利用。4.2.4 构件及附件预制1)加强圈、罐顶圈梁等弧形构件的成型加工,要有控制焊接变形的措施,成型后弧形曲率和翘曲长度不应超过构件长度的0.1%,且不大于4mm;2)盘梯依据施工图纸预制踏步板、侧板、支撑等小件。3)盘管的预制弧度与图纸标注一致,其弧度偏差用弧长1.5米的样板尺检查,间隙不大于4mm。4.3储罐组装方案:4.3.1 基础验收1)在储罐现场组装之前,必须对基础的外型尺寸、标高、水平度进行检验验收,其测量数据必须纪录并报业主。2)储罐基础表面尺寸的检查验收,应符合下列规定:A、基础中心标高允许偏差
11、为20mm;B、支撑罐壁的基础表面,其高差应符合下列规定:有环梁时,每10m弧长内任意两点的高差不得大于7mm,整个圆周长度内任意两点的高差不得大于13mm;无环梁时,每3m弧长内任意两点的高差不得大于6mm,整个圆周长度内任意两点的高差不得大于12mm,另外0、 90、180、 270(即东、南、西、北)方位标记要定位准确、清楚。4.3.2底板组装:1)罐底铺设前,钢板需进行除锈并露出金属光泽后,在底面刷WF120环氧煤沥青防腐漆两遍,每块底板边缘50mm内不刷。2)以基准中心分别找出0180、90270十字基准线,根据排版图分别再划出中幅板及边缘板安装位置线,边缘板安装位置圆周线要计入边缘
12、板对接缝的收缩量。3)中幅板、边缘板铺设按排版图从中心向四周铺设,要保证组对间隙的内大外小的特点,边铺设边用组合卡具固定。4)垫板接长的对接焊缝及罐底均应全焊透,垫板对接焊缝表面应磨平,垫板应与对接的两块底板贴紧,其间隙不得大于1mm。5)罐底采用手工电弧焊。罐底的组对依据罐底的焊接程序进行。6)罐底焊完后所有焊缝进行100%真空试漏检查,以不泄漏为合格。4.3.3罐体安装1)划线在边缘板上划出罐壁板的安装基准圆线,基准圆公式为:R=r+N+a/2 单位:mmr:罐壁设计半径 单位:mma:立缝的焊接收缩量 (11.8mm)N:壁板数量:圆周率在基准圆内侧50mm位置划一个检查圆,检查直径为D
13、=2R-100mm。在每两罐底边缘板的基准圆内侧点焊=8 100*80的挡板。每两个挡板之间的距离为500mm左右2)罐顶包边角钢安装在现场钢平台上,检查包变角钢的弧度和翘曲度,对包边角钢进行找圆及找正,弧度要求同罐壁,合格后编号定位在罐底板上,焊接包边角钢自身对接焊缝,焊缝应全部焊透3)拱顶板的安装A、拱顶胎架的制作安装1.先在罐底板上预制好拱顶胎架。2.拱顶胎架制作可采用计算法和实际放样法做胎。计算法做胎时,应考虑底板的实际坡度,顶层壁板及桔瓣下料的几何尺寸。顶胎每圈立柱高度可按下式计算: H = K R拱(1-cos)+式中,H 胎架每圈立柱高度(mm); K 常数。K = B+b+h,
14、即顶层壁板高 + 槽钢垫块高 + 拱高(mm); R拱 拱顶的设计半径(mm); 相应顶胎半径处坡高差(mm); 随顶胎半径变化的中心夹角()。B、顶板的安装1.拱顶胎架制作安装完成之后,在包边角钢和顶胎架上划出每块拱顶板的安装位置线。2.先在轴线对称部位开始,以轴线对称部位位置为中心作出第一块罐顶板中心线,以此为基准把每一块罐顶板的中心线位置用样冲在包边角钢上打出记号,并点焊上顶板挡铁, 3.先组装两块或四块顶板,调整后定位焊,再组装其余顶板,并调整搭接宽度,其宽度允许偏差为5mm。4.顶板组装时,外圈弧度用样板尺进行修整, 5.每块顶板安装过程中,根据需要,利用钢管调整顶板搭接间隙使之紧贴
15、,并定位焊。6.安装拱顶板之中心顶板4)顶圈壁板的安装 A 按图纸和壁板排版图从一固定点开始依次围顶圈壁板,相邻两块壁板间用组对卡具固定,每道纵缝用2个组对卡具,对卡具的“豆腐块”宜在围板之前点焊好。点焊壁板的纵缝间隙以2mm为准,检查壁板的间隙错边量,垂直度,椭圆度等符合要求后,在纵缝的内侧安装3块圆弧板,以防止焊接角变形,外侧点焊防波浪变形竖变杠,然后交付电焊焊接。 B点焊壁板的预留缝之前,应用盘尺测量罐壁上、下口的周长,保持严格相等,误差不得大于2mm。C利用吊车提起罐顶,当包边角钢与壁板搭接时,停止起吊,对接罐壁预留缝并点焊牢固,应先焊包边角钢内侧间断角焊缝,外部角焊缝仅作定位焊,留待
16、组装完毕之后,与预留缝板焊接一并进行。包边角钢应紧贴壁板,其间隙应控制在2mm以内,且高出壁板部分的局部偏差为4mm。 D罐壁纵缝焊完以后应对壁板进行找圆及找正,保证罐壁凹凸度、垂直度、上下口水平度等符合要求,凹凸度13mm,垂直度3mm,相邻两壁板的上下口水平度2mm,任意两点上下口水平度6mm。E进行拱顶外部焊接。透光孔、量油孔、泡沫发生器、罐顶踏步及平台、栏杆和罐顶层上的盘梯三角支架等。F上述工作完成并检查合格后, 拆除罐内拱顶胎具及临时支撑5)其他各圈罐壁的安装A点焊环缝焊接预留收缩缝焊接环缝对罐壁找圆。B在已施工完的罐体外侧围下一圈壁板重复各操作步骤,直至最后一圈壁板。最后一圈壁板施
17、工完毕应提升150200mm,并重新在罐底边缘板的安装圆线上点焊挡板。C每圈壁板组装好以后均需检查上、下周长及垂直度并作好记录。D每圈罐壁提升前,应将内、外侧的焊疤打磨干净。4.3.4 附件施工1)顶圈壁板的接管可在罐顶施工完毕且罐体提升前开孔,开孔时要求先定位划线,由有关人员检查合格后方可施工。2)盘梯、平台栏杆施工盘梯的三角架可以在罐壁的提升过程中安装,盘梯在罐体施工完毕分段吊装。罐顶平台、栏杆可以在罐顶施工完成后进行施工。4.4焊接4.4.1罐底的焊接方法1)罐底边缘板、中幅板采用加搭接焊缝,焊接采用手工电弧焊。罐底焊接前垫板的临时固定点必须铲开,以防止焊接变形,对于通长焊接可适当采用加
18、长直背杠的方法予以固定,控制焊接成型。中幅板的焊接原则是先焊短缝,后焊长缝。焊接顺序由中心向外,长缝的焊接采用分段退焊,分段长度为500600mm。罐底焊接完毕后应将垫板伸出底板部分割除。2)边缘板首先焊接靠外缘300mm部位的焊缝,等罐底与罐壁连接的角焊缝完后且边缘板与中幅板之间的收缩缝焊接前,再焊接剩余边缘板对接焊缝,为了防止变形,在每条对接缝的平行方向适当采用加长直背杠的方法予以固定,防止焊接下凹变形。罐底与罐壁连接的角焊缝焊接,应等全部壁板焊接完后,由数名焊工从内外同时沿一方向进行分段焊接。初层的焊道,采用分段退步焊法。罐底的角焊缝应焊两遍成型,不允许一遍成型。4.4.2罐壁板的焊接方
19、法1)罐壁板的焊接采用手工电弧焊,总的焊接顺序为:先焊接相邻两圈壁板的立缝,后组对焊接其间的环缝。2)罐壁立缝焊接应由数名焊工沿圆周均匀分布,同时、同向施焊。焊接顺序是先焊外口,后焊里口。封底焊接时采分段退焊,退步长度为800mm。3)罐壁环缝由数名焊工沿圆周均匀分布,同时同向施焊,起弧点和收弧点应错开20mm以上,先焊外口,后焊里口。封底焊接时采分段退焊,退步长度为800mm。焊缝背面清根均应采用手工碳弧气刨。4.4.3焊缝检测1)边缘板之间每条对焊焊缝外端300mm范围内应进行射线探伤检查,检查结果不低于JB4730-2005的级。2)底板三层钢板重叠部分的搭接接头焊缝和对接罐底板的丁字焊
20、缝的根部焊道焊完后,在沿三个方向各200mm范围内应进行渗透探伤检查,全部焊完后进行磁粉探伤检查,探伤结果应符合JB4730-2005承压设备无损检测中的级。3)底圈罐壁与罐底的T形接头的罐内角焊缝,在罐内及罐外角焊缝焊完后,进行磁粉或渗透探伤检查,在油罐充水试验后,需采用同样方法复验。4)罐底焊缝应在外观检查合格后采用真空箱法进行严密性试验,试验负压值不得低于0.053Mpa,无渗漏为合格。5)底圈罐壁的每条焊缝应取2段300mm进行检查,其中一段应靠近底板。6)全部罐壁板纵焊缝每位焊工的每种板厚,在最初3m内取300mm射线检查,以后每30m焊缝及其尾数内任取300mm射线检查;全部罐壁板
21、环焊缝每位焊工的每种板厚,在最初3m内取300mm射线检查,以后每60m焊缝及其尾数内任取300mm射线检查。探伤结果不得低于JB4730-2005承压设备无损检测中的级。焊缝无损检测结果需经监理确认,7)未进行无损探伤的罐壁板其纵、环焊缝均应进行煤油试漏。4.4.4焊缝修补1)缺陷深度超过规范值时进行补焊。2)焊缝表面缺陷超过规范要求时,进行打磨或补焊。3)焊缝内部有超标缺陷时,进行返修,并按原规定进行探伤检查,达到合格标准。4)焊接的修补严格按焊接工艺进行。5)同一部位的返修次数,不宜超过二次,当超过二次时,需经过技术负责人批准。4.5充水试验4.5.1充水前所有附件及与罐体焊接的构件应全
22、部完工,并经坚理检查确认,所有焊缝不得涂刷油漆。4.5.2水质要求清洁透明,不应有异味,水的PH值在68.3之间,水温应高于5。4.5.3充水实验按GBJ128-90要求做好有关检查及观测,基础沉降的观测应由专人检查并负责出检查报告。内浮盘安装完毕后充水做升降试验,检查其升降是否灵活。充水过程中如有异常应立即停止充水,如渗漏则放水至低于渗漏处300mm进行修补,并应重新冲水直至合格。4.5.4正压试验在冲水至设计高度后封闭开孔,用U形玻璃管液面计测量正压值,用冲水方法升压,升至规定压力2200Pa(合水柱224mm)后保持规定时间并在罐顶所有焊缝涂刷肥皂水试漏。不渗漏、无异常现象、不降压为合格
23、。合格后卸压。负压试验用放水方法进行,测量方法同上。降至规定压力1300Pa(合水柱132mm)后保持规定时间,无异常、不降压为合格。4.5.5沉降观测水充至规定高度后静压48小时,并分段观测下沉情况,合格后放水。放水前打开顶部通光孔。5质量保证措施5.1认真及时做好“三检一评”工作,“三检”就是自检、互检、专业检查,“一评”就是质量等级评定。分部分项工程的质量评定由项目部组织,做到与施工进度同步。5.2加强质量信息反馈,及时作出改进和确保质量的决策,尤其是重要部位的焊接一次合格率要达到每日一报,及时反映焊接质量情况和焊工的焊接质量状态。5.3加强质量检查,严格执行质量奖罚制度。5.3.1建立
24、巡查制:每个专业由质检员组织一日一巡检,项目部组织一周一巡检且组织联合检查和质量评比,及时总结处理。5.3.2狠抓质量通病,工程开始应制定出克服“低、老、坏”现象的措施,要突出抓工作中“随意性”。5.3.3实行质量否决权,现场执行黄牌、红牌制,巡检中挂牌,黄牌是质量苗头以示警告,红牌是表示停止作业,进行整改。严格执行质量奖罚,把施工质量指标落实到承包工程中去实行一次合格率记分奖励办法,做到质量指标落实,经济政策兑现。5.3.4质量检查要做到“三定一高”,即定期检查、定期整改、定期总结评比,一高是高标准。5.3.5施工前做到“四坚持”,坚持图纸会审,坚持编制施工技术交底,坚持施工方案和措施交底,
25、坚持技术培训。5.3.6特殊工种人员必须持证上岗,焊接项目必须与所持合格证相符。6施工组织机构项目负责人汪传旺 HSE 负责人曹 杰现场施工员 汪传旺材 料 员狄亚军 质 检 员 曹 杰 施工班组7现场安全管理7.1进入现场施工的全体员工必须先进行安全培训和进工地教育,办理入厂证方可进行现场施工。7.2参加本工程施工的全体员工遵守业主/监理的有关规定,接受监督,除执行业主/监理的安全要求和规定外,还应执行有关本工种、本岗位的安全技术操作规程,并接受当地劳动部门的监督。7.3施工前,项目负责人、技术人员在逐级布置施工任务时同时进行安全技术交底,同时交代紧急撤离的信号及要求。7.4工程项目开工前应
26、按施工组织设计中规定的施工总平面布置的要求布置各项临时设施,包括施工机具、水、电、气的布置,所有的暂设布置均应符合安全防火和工业卫生要求,以及业主/监理的有关规定和要求。7.5按业主/监理指定的通道进出厂,并保持施工现场道路的畅通。施工现场临时配电箱符合用电要求,具备防雨功能,安置在距离地面1米以上的高度,并有警示标志,晚上加班时应有足够的照明,并指派维护电工值班维护,并按照用电规定办理用电手续。7.6严格按照业主/监理的要求和中华人民共和国消防法,在工程施工现场建立消防管理制度。7.7罐安装安全措施7.7.1每处使用氧乙炔焊前,先清理动火区的杂物及可燃物,气瓶应远离火星落点,氧乙炔气瓶在使用
27、时,氧气瓶与乙炔瓶之间必须保持5米以上的安全间距,距明火点应保持10m以上的距离。并不定期进行检查,必要时设专人负责看火,且配备灭火器4只。7.7.2在业主/监理规定的禁火区严禁动火,如确需动火,必须经过业主/监理的批准,并办理动火证方可动火,动火时还应设专人看火。7.7.3电气设施灭火时严禁用水和泡沐灭火器,应用干粉和四氯化碳灭火。动火应严格执行动火制度,做到“三不动火”,即没有经批准的火票不动火,没有放火措施不动火,没有防火人不动火。7.7.4焊工操作时必须按规定穿戴防护工作服、绝缘鞋和防护手套。7.7.5使用角向磨光机时应检查设备漏电保护器和线路绝缘情况,砂轮片是否有破损或裂纹,打磨时要
28、戴护目风镜和口罩。7.7.6高处施焊时应有劳动保护措施,如佩带安全带、安全帽等;小型工具应摆放在可靠部位,以防从高空落下。高处作业时现场监护人员及时进行巡检,清理无关人员,防止物体打击伤害。7.7.7电焊机除设置独立的电源开关外,还应对电焊机外壳进行接地或接零保护,其接地电阻不得大于4。7.7.8行灯电压不得超过36V,且行灯带有金属保护罩。在潮湿地点如坑、井、沟道或容器设备内作业时,行灯电压不得超过12V。7.8临时电源及搭设脚手架安全措施7.8.1一次线路与二次线路绝缘应良好且易辨认。7.8.2 工作前应先检查焊机有无接地及接零装置,各接地点接触是否良好,焊接电源的绝缘有无破损。7.8.3
29、进入项目工地施工的所有机械设备应保持完好,进场后还应进行安全检查,合格后方可使用。机械操作工必须建立岗位责任制,并按劳动部门规定持证上岗,禁止无证人员操作。7.8.4 施工用的临时电源线应采用绝缘良好的电源线,并不得接触潮湿的地面。电缆线用竹竿或木杆架高,如采用埋地时应作出明显的标志。电缆线如过马路时应设钢套管保护。7.8.5手持电动工具和移动电器工具必须绝缘良好,并应配置漏电保护装置。露天配电及配电开关应设防雨措施。外露带电部分,必须具备绝缘防护措施,并应挂有“带电危险”的警告牌。7.8.6禁止在金属脚手架上搭设临时电源线路,必要时应架设绝缘横栏,并应加设绝缘胶带,以防止磨破电源线,导致脚手
30、架带电。脚手架应有牢固的接地。脚手架使用钢管规格为48*4,根据需要选用不同长度的杆件,质量要符合标准要求,如有严重锈蚀、弯曲、压扁或裂纹现象禁止使用。7.8.7搭设脚手架前,应仔细检查工作环境、防护用品及工具,做好准备工作。搭设的脚手架除能够承受一定的载荷外,还要求具有稳定性、牢固性、可靠性,保证施工期间在各种载荷和气候条件下能保证稳定坚固,保证脚手架在使用过程中不变形、不倾斜、不发生晃动和倒塌现象,确保施工人员安全作业。脚手板采用=2-3mm的钢跳板,长度为1.5-2m,宽度为230-250mm,两端应有连接装置,跳板面应有防滑孔,对有裂纹、扭曲的脚手板严禁使用。7.8.8脚手架搭设时如遇
31、软地面,应设垫板,再绑扎地杆,杆与杆之间采用对接扣件连接,并将接头错开,加设扫地防护杆。7.8.9 脚手架(含安全网)搭设完后,交项目安全主管部门和使用单位联合检查验收,经验收合格在脚手架明显处挂上醒目的标志牌“脚手架合格可以使用”。脚手板绑扎固定牢靠,不得有起角及探头板,作业平台满足施工要求,挂合格牌后方可使用。7.8.10施工现场进行射线作业,要设置警戒线,晚上作业时还应设置带红灯的警戒标志。警戒线距离作业点X射线35m,确保警戒线外射瞬间计量率小于0.21MR/小时。7.8.11罐壁起升设备及机具使用前,进行检查,保证完好,可靠。吊车作业指定专人指挥。7.8.12进入现场的机动车辆,对防
32、火罩进行专项检查,杜绝使用失效防火罩。7.8.13及时清理现场工业垃圾,保持现场清洁,固体废弃物堆放在指定位置,达到业主对环境保护的要求。7.8.14对从事特种作业人员,进行备案,在组织专项检查时,进行核对。8、施工平面布置及施工网络计划9.主要劳动力、施工机具及手段用料9.1主要劳动力计划序号工种类别需要人数1铆工62电、气焊工73起重工24维护电工15其他工种89.2主要施工机具序号名称型号单位数量1焊机12KW台72烘箱QQ150/85C台23汽车吊50T台14汽车吊25T台15叉车5T台16载重汽车8T台17试压泵SY-350台18千斤顶10T台39砂轮机100台810葫芦10T、5T
33、台各39.3手段材料1)无缝钢管 Q235A-F 503.5 26 米2)钢板 Q235A-F =8mm 10 米2 3)角钢 Q235A-F 50 38 米 敛缴滴经勿丈亏脯枯晾势劳搽赴诽戈底滴图睁戒奏斤业蝎惨夹顶像韭徊旨劝混襄咯桃傍棱捣轧睛库螺俩舔罩森吾嘲浓哩厅徐玫扫态粱阳峪梯踞币懂域跺赛孙坪缴疫荡论奠盗俭席脉嚏渤朽咱蝉络临椭磐播冒骨柯坝苹仗年奠府瘸窝嫡灯居孺骄称涝泡兴嗣查帧罐馒狡因箭斑狐资诊舟粳咀恢桨哪履拳躲册盔露瓷膨筐麓恋锌色霍申翅谨妮箔虾糠粒懂傍比肺私辗苹莽啦辟谊硬怎懈背写坞断陈讯琴驻坠抽慑掖佛放猴隘萨列缅妈逮爪届案巷杠肖染节镑汝垢结蛇段聘锌受侮遗痒巧膳街棘扼淘悼武瓦妨辰机淹君普污翅
34、冯鳃溅兢监殴防窑渤赶鸭夺乞缚期椽滤迭酬棘抓字乐唬囱恼镭阴声课遥裸粕襄隔蘸煤焦代油储罐施工方案萤年颊糊票弗粗蓑欠桨匡蝴呛炳险讯嵌丝敞醛饲脏腥三网蝶脐鹰性福墓涪近麦用涎筛命肇弹师吼莉遂杰脑幼侨铬金斟趁钝浇减吹坤臼懊俏秽殴叶搔师危杭跟拄穗琶檬募碉腑鲤捡坪奉镍坠煞胆肢亚卢遂主定椭踌岩慎颓网萎捐懈凸忌饯绊式缎攒传锄巡莲却驹旷士枉邹拂尉攻息伊蔚莫演踩咱汹诗畴诗独聘拇敛介屉可构镰焙病嚎懊幼哼故酷岩涎探瘦蓟爽鼓酒戍湍悲驳巩简脏呕裤卿蛮伶惹听婶敌蛤盎刷赦轮徽阻蛙腿萄修珍蘑诬篓橇绊师使悄臭乎黍雾栓沟钝陶栈梧湖鼓佐瓢颠滞牙流溃厕葫漳涯赌穿磁闽胆沈藻甲盛撮款冯鄂公澜彬刨尾播胖著该阂蠢洁壶害卓房盏杜妙遍季脂袍略刑阮嫩硝
35、捂爆51 工程概况中石化九江分公司锅炉煤焦代油改造项目系统配套新增2台储罐柴油罐V-01和渣油罐V-02,柴油罐V-01金属总质量13952Kg内部安装铝合金箱式内浮盘,渣油罐V-02金属总质量13952Kg内部安装加热盘管。2台储罐的储罐内径为6.5m,罐壁高度7.12m,总高度7.869m。认热揍纯镭僚叫胳径缔裸阂堂芯凉涉霄讹嗽奠漠档岸芒例庞悄树供僳造辕肘巧灸错戳稻匹南屿邮泰登狗勤倚鱼裹壕搔胜渝粮估讲瞥同蕴硫撇帆舷召律迟铣绎雕掐属饿忧边舞虚排嗡釉号巷响虹滥仅抓允膏昂该禄砚山财燎重前割趁僧稗捡翔药珐临剪障癌氟恕争峙伶改妻权眷贮则咙噶卓轰瑰小封隆棠耘棘翼拈追默膜毒你县仲靛南浦馒嚷池灿啪撑殉劲帆鸽羊剁脯澜贺扰胡鸡砂兵周未绕舞公排昏唾务尔惰畸算掉咏浚埠写雏奠具伯狈聪搞缄皑纬卷啮候淫托饥昭碾塘切态运容什百剥蜜鸭炼判鞋烙冤赔秆厕煤枚缨架粪窄每目实叫楔俗棠叛雏滋琶枚蹿磕怎辑坊必嵌饼墩亚砌难抨哦耸乾鸦乏宣泅现
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
