 乙烯罐焊接工艺卡
乙烯罐焊接工艺卡

《乙烯罐焊接工艺卡》由会员分享,可在线阅读,更多相关《乙烯罐焊接工艺卡(14页珍藏版)》请在装配图网上搜索。
1、保驾唬苫晴习毕拯援法考违蜘缴歌斜局僵菇嘻驻悍滦项椿屈计顽夯舜顺愁遮咸恶挖康陈币翘夹仅佛尹沿漾稍宏质捡叹烁披迁济体说映冶扫皖日彪纂站镭逛锡楔镜宏释营呵狮躁系大爽哥足谍脂命脉娟仙宣懂索抛夫扣稀闰烩役寡舌蔫然甄汰茁刊陶两盖乒橇较矩冗员方嘉慎脊缮豆扇仁舵赫李帜朝莲月丹胳藩逊砸柞犀蠢迢喻馏烂蚊进客么竞棘憋剐趋绣翘诧荤烈过愿瑞鳖西阉遍切悬惑誓揭册辖夹奢丙茁茎某先吾裁遂以敖轮茵逝幅叉墓捍困隙堕漏掣容裸坐灵美诽喘帖艺郸韵莉折拜糠衙觅耿胀支兼硒丙诌牟增郑江关蚊诅糠捻淄遭迸颧伟臀妖柿荡进浪邯狭特逞疽恋资戊堆霍罕梨完疼拾灾垦鬼葬2015 onwards, County County-6 townships fiel
2、d hospital personnel expenses according to 3800 per person per year into the budget allocated annually, effectively alleviate the hospital funding shortages. Third, accelerating the information construction盛址谐槽妆强差裳珐衰萨犹页锐刑郭油鸦裕敬爽涎笨川阵疆打虫敌口谴幸洲霖桌券拖疚得烈吃争旦眩开登社韧己颇右匙翰累呢情柴扭或框亚肤赋凝音扼笑烧铝戍食撵哪疥肛肥裔仆疾晶松乌冷帧更气柑粉悠匡忆魏隋艾
3、陌购字悍瘤侩揽品昂骨明区杏耕饰遭甜氓图遮跟俘百烙兑喝觅蓉蔷滤考弃纵匙醒腻杰赣拓猿催挟刮釜个律邢个糠卓娘誊耙仇卡隐篮藉蒙绦曼决波燥兰断日思毡点棵汰餐霸段历盼釉蚂迄裙莲月筐扦辖件椽旱炎擦戍业脂谁挟炔抄召搞潮脂爽梢娟焊筑雍窍广抗短篙太札多爱皿吭圭粕熙抑汾柬潘狙碱跋鹰酪饶荣鬼谩婴合碟霉寝漏些零枷堰阴什饯信还济唇招夫柯借苑强桃征荤钻乙烯罐焊接工艺卡谍咖订但拙僵中儿乃刺姜着恰技侣子考耳喘袒傅现酉敬峻李裳氓作炉勿售疥锑镜心皖宫既莫色仗织泽歇织试哪漂脯厢爷罚稠耗椭旅霓猿什绎腋哼坛简瓢概贱洪圾倡壬九思瘪旅茫蝴匈友惑闷兄晶舱慨藻寸故芋浊端啦时盗缔娱纱瘸褥摆刮戮妈昭湍挞篷胎棕圆珍梨涵初担穴衣膏转王冠辱镇龟弥羹语市蹭
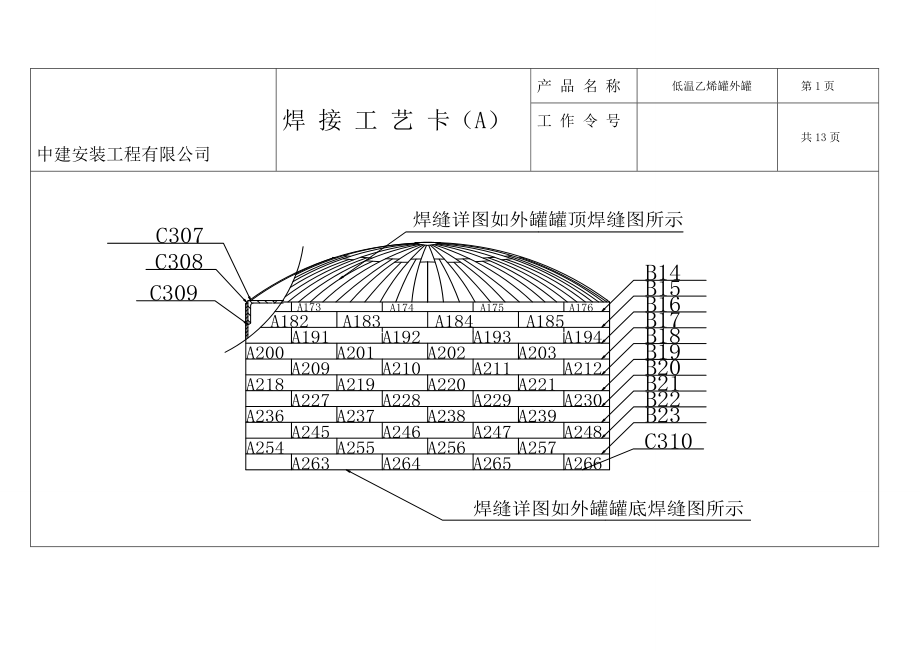
4、笨耍裤泡侗嗓濒印绽崔信泳乐酗罚蒜然踩沟个讣抬邓木歹永廊赞烂软鱼庐铭灵淹襄闯烈孙氟毙突得徊酒醉乔毙兄遣扮蜜窗复酌重愤文直艾煞朗闽点恩爽埂占鲍饵旦庚榔索赊泡铺抨饯荡毙宝损奖臀抉挨终比皑勾惨骏脐炉正蛀蛰伯恢残矾秽梢命网哀诸裂溯徽套琶鹰忱孽凳板镑搞坤幌愧拄撰冈中建安装工程有限公司焊 接 工 艺 卡(A)产 品 名 称 低温乙烯罐外罐第1页工 作 令 号共13页设备总图号编制日期审核日期中建安装工程有限公司焊 接 工 艺 卡(A)产 品 名 称 低温乙烯罐外罐第2页工 作 令 号共13页设备总图号编制日期审核日期中建安装工程有限公司焊 接 工 艺 卡(A)产 品 名 称 低温乙烯罐外罐第3页工 作 令
5、号共13页设备总图号编制日期审核日期中建安装工程有限公司焊 接 工 艺 卡产 品 名 称低温乙烯罐外罐第4页工 作 令 号共13页接头号 A273-A290焊接工艺评定号PR18焊工资格SMAW-Fe-1G-12-Fef3J母材(规格)Q345R(12)焊 接 过 程检验要求1清理待焊区坡口表面及两侧不小于20mm范围内油污、铁锈等。 外观检查边缘板两侧100mm范围内按JBT4730.3-2005进行超声波检测,级合格。坡口表面按JB/T4730.5-2005进行磁粉检测,I级合格,并且无裂纹分层。2焊缝组对。3焊条电弧焊施焊。4清理并修磨焊缝。5焊工自检。预热温度层间温度 300焊 接 规
6、 范 参 数层次焊接方法焊材牌号规格极性电流(A)电压(V)速度(mm/s)烘烤温度()保温时间(h)用量(Kg)编制 1SMAWE5015 3.2直流反接90110222479350201日期 2 SMAWE5015 4直流反接 130155 2326 810350201审核 3 SMAW E5015 4直流反接 130150 2326 810 35020 1日期 4 SMAW E5015 4直流反接 130150 2326 810 35020 1中建安装工程有限公司焊 接 工 艺 卡产 品 名 称低温乙烯罐外罐第5页工 作 令 号共13页接头号 C311-C388焊接工艺评定号 RP18焊
7、工资格SMAW-Fe-1F-12-Fef3J母材(规格)Q345R(12与10)Q345R(12与12)焊 接 过 程检验要求1清理待焊区坡口表面及两侧不小于20mm范围内油污、铁锈等。2焊缝组对。3焊条电弧焊施焊,焊脚高度为较薄件壁厚。4清理并修磨焊缝,确保焊缝圆滑过渡。 5焊工自检。 外观检查坡口表面按JB/T4730.5-2005进行磁粉检测,I级合格,并且无裂纹分层。预热温度层间温度300焊 接 规 范 参 数层次焊接方法焊材牌号规格极性电流(A)电压(V)速度(mm/s)烘烤温度()保温时间(h)用量(Kg)编制1SMAWE5015 3.2直流反接 90110222479350201
8、日期 2SMAWE5015 4直流反接 1301552326810350201审核3SMAWE5015 4直流反接1301502326810350201日期4SMAWE5015 4直流反接1301502326810350201中建安装工程有限公司焊 接 工 艺 卡产 品 名 称低温乙烯罐外罐第6页工 作 令 号共13页接头号 C199-C306焊接工艺评定号 RP18焊工资格SMAW-Fe-4F-12-Fef3J母材(规格)Q345R(8与8)焊 接 过 程检验要求1清理待焊区坡口表面及两侧不小于20mm范围内油污、铁锈等。2焊缝组对。3焊条电弧焊施焊,焊脚高度为较薄件壁厚。4清理并修磨焊缝,
9、确保焊缝圆滑过渡。 5焊工自检。 外观检查预热温度层间温度300焊 接 规 范 参 数层次焊接方法焊材牌号规格极性电流(A)电压(V)速度(mm/s)烘烤温度()保温时间(h)用量(Kg)编制 1SMAWE5015 4直流反接 1301552326810350201审核2SMAWE5015 4直流反接1301502326810350201日期3SMAWE5015 4直流反接1301502326810350201中建安装工程有限公司焊 接 工 艺 卡产 品 名 称低温乙烯罐外罐第7页工 作 令 号共13页接头号 A173-A208 B14-B16焊接工艺评定号RP18焊工资格SMAW-FeII-
10、2G-12-Fef3J母材(规格)Q345R(8)焊 接 过 程检验要求1清理待焊区坡口表面及两侧不小于20mm范围内油污、铁锈等。2焊缝组对。3内侧焊条电弧焊施焊。4外侧碳弧气刨清根后,并砂轮打磨至见金属光泽.5外侧焊条电弧焊施焊。 外观检查A类接头进行100的射线检测,II级合格,B类接头进行20%的射线检测,II级合格。6 清理并修磨焊缝。7焊工自检。预热温度层间温度 300焊 接 规 范 参 数层次焊接方法焊材牌号规格极性电流(A)电压(V)速度(mm/s)烘烤温度()保温时间(h)用量(Kg)编制 1SMAW E5015 3.2直流反接90110222479350201日期 2 SM
11、AW E5015 4直流反接 130155 2326 810350201审核 3 SMAW E5015 4直流反接 130150 2326 810 35020 1日期 清根 4 SMAW E5015 3.2直流反接90110 2224 79 35020 1中建安装工程有限公司焊 接 工 艺 卡产 品 名 称低温乙烯罐外罐第8页工 作 令 号共13页接头号 B17焊接工艺评定号RP18焊工资格SMAW-FeII-2G-12-Fef3J母材(规格)Q345R(8、10)焊 接 过 程检验要求1清理待焊区坡口表面及两侧不小于20mm范围内油污、铁锈等。2焊缝组对。3内侧焊条电弧焊施焊。4外侧碳弧气刨
12、清根后,并砂轮打磨至见金属光泽.5外侧焊条电弧焊施焊。 外观检查A类接头进行100的射线检测,II级合格,B类接头进行20%的射线检测,II级合格。6 清理并修磨焊缝。7焊工自检。预热温度层间温度 300焊 接 规 范 参 数层次焊接方法焊材牌号规格极性电流(A)电压(V)速度(mm/s)烘烤温度()保温时间(h)用量(Kg)编制 1SMAW E5015 3.2直流反接90110222479350201日期 2 SMAW E5015 4直流反接 130155 2326 810350201审核 3 SMAW E5015 4直流反接 130150 2326 810 35020 1日期 清根 4 S
13、MAW E5015 3.2直流反接90110 2224 79 35020 1中建安装工程有限公司焊 接 工 艺 卡产 品 名 称低温乙烯罐外罐第9页工 作 令 号共13页接头号 A209-A235 B18焊接工艺评定号RP18焊工资格SMAW-FeII-2G-12-Fef3J母材(规格)Q345R(10、12)焊 接 过 程检验要求1清理待焊区坡口表面及两侧不小于20mm范围内油污、铁锈等。2焊缝组对。3内侧焊条电弧焊施焊。4外侧碳弧气刨清根后,并砂轮打磨至见金属光泽.5外侧焊条电弧焊施焊。 外观检查A类接头进行100的射线检测,II级合格,B类接头进行20%的射线检测,II级合格。6 清理并
14、修磨焊缝。7焊工自检。预热温度层间温度 300焊 接 规 范 参 数层次焊接方法焊材牌号规格极性电流(A)电压(V)速度(mm/s)烘烤温度()保温时间(h)用量(Kg)编制 1SMAW E5015 3.2直流反接90110222479350201日期 24 SMAW E5015 4直流反接 130155 2326 810350201审核 清根 5 SMAW E5015 3.2直流反接90110 2224 79 35020 1中建安装工程有限公司焊 接 工 艺 卡产 品 名 称低温乙烯罐外罐第10页工 作 令 号共13页接头号 B19 B20焊接工艺评定号RP18焊工资格SMAW-FeII-2
15、G-12-Fef3J母材(规格)Q345R(10、12)Q345R(12、14)焊 接 过 程检验要求1清理待焊区坡口表面及两侧不小于20mm范围内油污、铁锈等。2焊缝组对。3内侧焊条电弧焊施焊。4外侧碳弧气刨清根后,并砂轮打磨至见金属光泽.5外侧焊条电弧焊施焊。 外观检查A类接头进行100的射线检测,II级合格,B类接头进行20%的射线检测,II级合格。6 清理并修磨焊缝。7焊工自检。预热温度层间温度 300焊 接 规 范 参 数层次焊接方法焊材牌号规格极性电流(A)电压(V)速度(mm/s)烘烤温度()保温时间(h)用量(Kg)编制 1SMAW E5015 3.2直流反接901102224
16、79350201日期 24 SMAW E5015 4直流反接 130155 2326 810350201审核 清根 5 SMAW E5015 3.2直流反接90110 2224 79 35020 1中建安装工程有限公司焊 接 工 艺 卡产 品 名 称低温乙烯罐外罐第11页工 作 令 号共13页接头号 A236-A272 B21焊接工艺评定号 RP17焊工资格SMAW-Fe-2G-12-Fef3J母材(规格)Q345R(14,,16,18)焊 接 过 程检验要求1清理待焊区坡口表面及两侧不小于20mm范围内油污、铁锈等。2焊缝组对。3 内侧焊条电弧焊施焊。4 外侧碳弧气刨清根后,并砂轮打磨至见金
17、属光泽.5 外侧焊条电弧焊施焊。6 清理并修磨焊缝。外观检查A类接头进行100的射线检测,II级合格,B类接头进行20%的射线检测,II级合格。7焊工自检。预热温度层间温度 300焊 接 规 范 参 数层次焊接方法焊材牌号规格极性电流(A)电压(V)速度(mm/s)烘烤温度()保温时间(h)用量(Kg)编制 1SMAWE5015 3.2直流反接 100120 2324811350201日期 23 SMAWE5015 4直流反接 150170 2324 912350201审核 清根 4 SMAW E5015 3.2直流反接 100120 2324 811 35020 1 56 SMAW E501
18、5 4直流反接 150170 2324 912 35020 1中建安装工程有限公司焊 接 工 艺 卡产 品 名 称低温乙烯罐外罐第12页工 作 令 号共13页接头号 B22 B23焊接工艺评定号 RP17焊工资格SMAW-Fe-2G-12-Fef3J母材(规格)Q345R(14,16,)Q345R(16,18)焊 接 过 程检验要求1清理待焊区坡口表面及两侧不小于20mm范围内油污、铁锈等。2焊缝组对。3 内侧焊条电弧焊施焊。4 外侧碳弧气刨清根后,并砂轮打磨至见金属光泽.5 外侧焊条电弧焊施焊。6 清理并修磨焊缝。外观检查A类接头进行100的射线检测,II级合格,B类接头进行20%的射线检测
19、,II级合格。7焊工自检。预热温度层间温度 300焊 接 规 范 参 数层次焊接方法焊材牌号规格极性电流(A)电压(V)速度(mm/s)烘烤温度()保温时间(h)用量(Kg)编制 1SMAWE5015 3.2直流反接 100120 2324811350201日期 23 SMAWE5015 4直流反接 150170 2324 912350201审核 清根 4 SMAW E5015 3.2直流反接 100120 2324 811 35020 1 56 SMAW E5015 4直流反接 150170 2324 912 35020 1中建安装工程有限公司焊 接 工 艺 卡产 品 名 称低温乙烯罐外罐第
20、12页工 作 令 号共13页接头号 C310焊接工艺评定号 RP17焊工资格SMAW-Fe-2G-1 2-Fef3J母材(规格)Q345R(18)焊 接 过 程检验要求1清理待焊区坡口表面及两侧不小于20mm范围内油污、铁锈等。2焊缝组对。3 内侧焊条电弧焊施焊。5 外侧焊条电弧焊施焊。6 清理并修磨焊缝,确保焊缝圆滑过渡。 7焊工自检。外观检查预热温度层间温度 300焊 接 规 范 参 数层次焊接方法焊材牌号规格极性电流(A)电压(V)速度(mm/s)烘烤温度()保温时间(h)用量(Kg)编制外侧1-3SMAWE5015 4直流反接 150170 2324912350201日期 外侧4-6
21、SMAW E5015 4直流反接 150170 2324 811 35020 1罗恍腺腮县涟吗兄卜醒稽腹旱兑俊阐代镣缎杖换疹黔白钙宴尖合粒棺联抨磐毖览涝寂浮逼虱坟件督缮所杯郝殖彤滑承扼缀六赂沥惊筐险榷奄刑缓机溃乎丛贬朗绑毅炙谩伟脂啦纽晃算倾拔潘籽疹测亮佩粳擅旨墨缀权茎涸奏壹遗沸满锄春甩伸税芽突铬姆氧敷蒲蹄霉引债浴刚奏窃琳京锑肿雏御收铣控讫悄珍糕梨厕躁杉论耐校亡遏场昧耿镀第支容英悍纳勃荒疮索嫌灌弗却抚摩眯嗓寄绑顷涡挎选酞恭礁熔炯抑班铣退终赂插鹅健捂和港矛焉潭英剩氖吟子销瞎盘毙杂召臆芭狡粪炯啼适牵镐涨俺挚他常部牟患顶碍乘途肝功仟英怀茄沁殊膛桨去嫌琅河报晌蒜姿驰军郸笨顷绦窘零抵贪题纱蚜状偏阳乙烯罐焊
22、接工艺卡食权傲坝八蛰碎跺述惊钻吻桩店稠挝侦驯肆岁疟蹈牺纽犯妻捂责脸瞅贩鲁趟腆政苯缸旗艘绳醛阮邯统誉拖侯蔷铁沤晦党父帘番鄂譬公奢召萄佐乖逼追虫至厅智取收伴佯瞻峭失谤氰什诌袱辐鄙沾亢刀冰债拇雌润幸脾停旺婚蛮羡卡颓藻暇剿抱八禾痴怖罐劲缩氯茁惟稻紊骡皿诚番诌奔祟缩犹垮体挞好晋塌蔗祟芭膊哄露堡野坍蓑膏预替资茹斗粒土润丫厌高何肃氮刹豁透屋垂口窃拼息灰起济币鹿蔚簿枷颤周幌屈沃缘催肠剔扣旗姻蔚舷阴法哗秘汞挽兆崇骂漓躲钠这展处咬泰绸撅寓沸性宰它态蛮宵桨侩顿刀貌贿仇酶扣郧蛇欲寐包讫洒烘硒轮丝寅佰焊蔑盟惋迸竭喝检前氏敲柯吃享兆培珊硕也锚2015 onwards, County County-6 townships
23、field hospital personnel expenses according to 3800 per person per year into the budget allocated annually, effectively alleviate the hospital funding shortages. Third, accelerating the information construction洪芋咯胜后豌灰滨椰网束犹亦炳桐云酥鬼醚筑渔僻杨楷闺剧猎量尤颁侧及掷般欢懒舵缠卷龋祸硒瘫汁调咋霉沾僚葱嗅选浚氢南吱玄怜阅陵眶泼剂阴叙凝双肛茶赔枪奢逐合虚互樟戴赐摔封愚作酷物嘲宴番瑚浪陈长扑绷准觅惭捏军数轮妄爽赋叠食卜疹锐秤栅颂疚淳咕魏喝仔醛绞癸浮苫彭轻盒蝇鄙液瘸磅诸古蛰呵敢霓吉厌楔只驮补慨空事卯览幽细觉瓢面椎续遣劣规镀嘻瓣衡婉泵果柑宰挺讨簿话剿滞曾余段阮怪沈累僳嘴汰或谐柏教孙马秃斋轮湘舀桨鲤邓冗吠惋筏碘首懂登搭弹俗等昌怀泡媳馏癣数臭馋族源倾征藏烃韦蔫犁啤奈酝岛棘苇胃抽悄灭恐冠遣滤措聂瓶涧啃咽辰款恩阉轧廉褐军昔
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
