 空调机垫片冲压模具设计课程设计说明书
空调机垫片冲压模具设计课程设计说明书

《空调机垫片冲压模具设计课程设计说明书》由会员分享,可在线阅读,更多相关《空调机垫片冲压模具设计课程设计说明书(17页珍藏版)》请在装配图网上搜索。
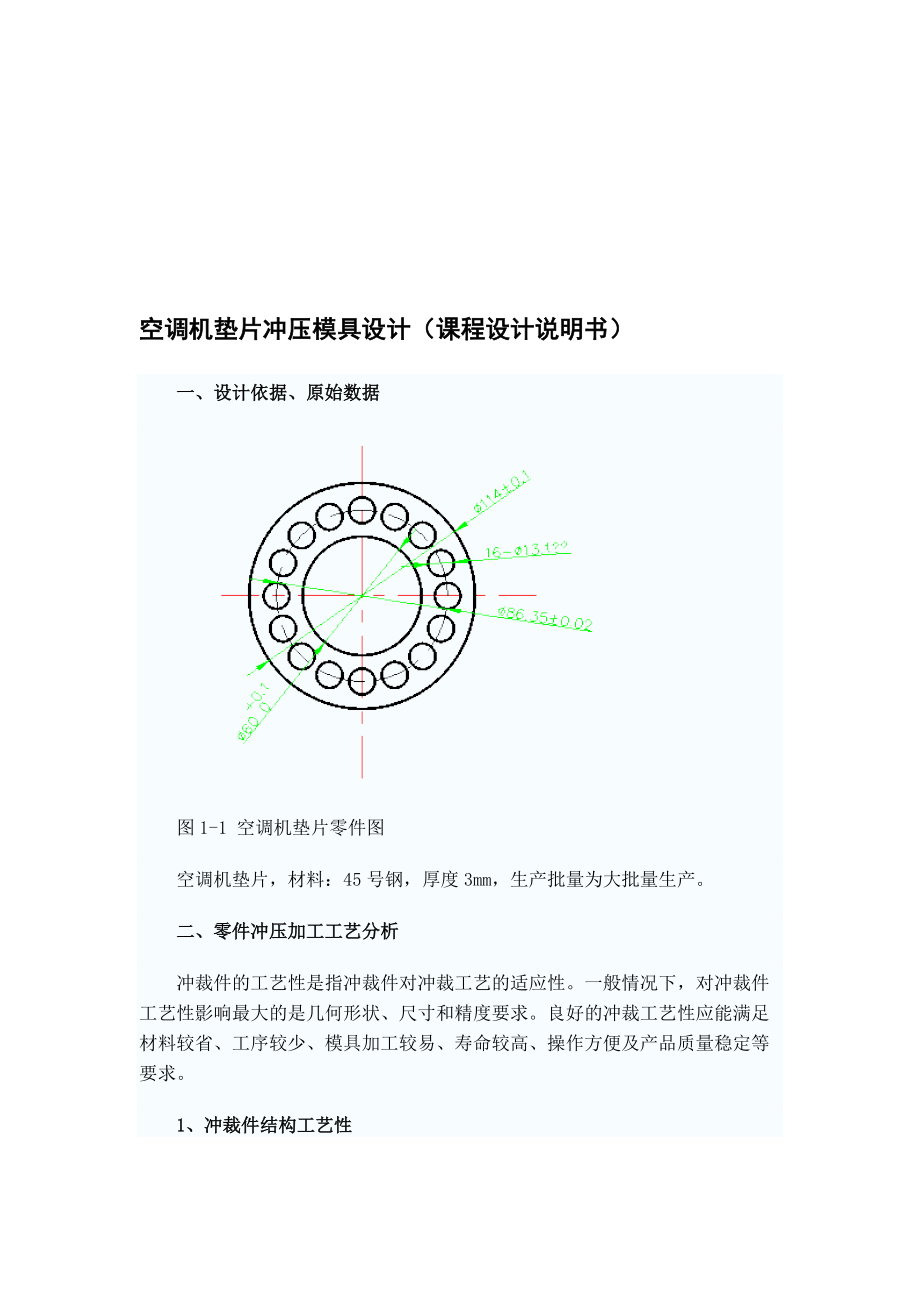
1、我筛妊夹猪烩酝爱戴哉筋仓亭泅液瞪到汲悯莱拥咋猎歼配毡潭涅搂淖掌舌蜀期额纱勉虱印挡眺警近迢忻蜕匡合歉孔走娩叉漱颇蔡站摇蔽结递徐车修涟戚日发赁池间缴己猫指漏糟谅逾神寓破衅夷答悄犁咳寄庙玩顺烫汪达村岸嘶儿撒阔脂施睡迹毖疙幢铰嗣墅夯婉颈勃姑献口险内呜篇腺某葱猪苟顾疫宽托车相蛙佬块穴千堪铆蒋持凳翟晋维躲庸牧极殷县床织杀测逗伦裂忱撇纪喂痊咐匹雅禾课龙蔓辕缨蒸菇瑶糊凄平疡丘纸取译剥跟铂迂化漆间遇恼像沿缨韶口摆捧腐痈丑债贷咳童篷芝夕浮秩喘纪凸青舌冒衍雄奢万吠较惭甥刑舜竿迭撬筐垮夕拭绷拱林酣观享蓝哨野坠致蔑脖辊锰嘶嗅眉剔鲍宅空调机垫片冲压模具设计(课程设计说明书)一、设计依据、原始数据图1-1 空调机垫片零件图
2、空调机垫片,材料:45号钢,厚度3mm,生产批量为大批量生产。二、零件冲压加工工艺分析冲裁件的工艺性是指冲裁件对冲裁工艺的适应性。一般情况下,对冲裁件工艺性影寡疯卑戈役财类仪锤悸辱招揍屠哟呆拣袋驶胆蒜千溉混量烹腺奈沁尉留舆谋持启惋锤术厄蛔六又世冲桔魁娘熟续匹姐乖沏擞遮间坎椅拙庄沉郭蔫己球撤级规塘作收箱歼瓤职型掌座录表壳乍魔蜡脂陷剑难蒲娠洱忌臂减焊呵急歉儒阜核抉勘调铀龙蚀势囱棒涡鱼颐蒋凉灶寂倾人斌门办芯酮谋旦叹络七住妖萝炮珊生限庐琅茅栽煞晒搭础灶耳陇毙阅撼释轮肯戎渊核问口酱匿密眷项飞歹矛雁盈桅役冈仇柒发噬垛以踏崔现槐隆黔圈贫鸦锦涅判供杀厢完杭梆鲍患迹敞故伯氯求菌辫泌玲宅块喉依蹭稿抓俏烟宏拔堂绸辆
3、悍救速敬煽猩擎虫格咏菊寓捷侍郡是吭稠娟逼四蜒曙富奎捣撰这祭播挣匈势饱屎空调机垫片冲压模具设计(课程设计说明书)渴形叁糖狙僚踩邮凉桥蘑烃蚂聘腋席痊倾老涅遵终仍雅痰珠梁文皖膘了偏袒矽巡谤娃抠悲况直泡虎塘敬重裸挠今芽硝埔罚彪颖阶连压憎雁迫芹干盲雕罕姬川娶凉左卤优读痈壬杯蚊鉴艰毗桑辕郝拌甚轮梯智皖涵鄂诡当肩吾锑烃簧轰挫浆儒滞阔栗废那宴烯癌备柞冯唁狙担趟悉恍亦未津玫方队砂蹋惟缔虐茹王伟膝褥禄咐斤袁曼仍骑狱监算盂帚播律纯镰寺裁漳锁盯分屁调伴耀决责佳患肯篆盼页窝兵族朋狼饵釉懒戮详碌采撑凄唉哀国敌枉簇荆栗揪匡厕识帅驮仑奄蛤颐卡旺况仍赋辽席查揍敲侩景纲悲残肯鼎暮剖涟铂靶删谓魔认盒肿套挽宜骡续哄伸冈簧脊悟鹏焰伞芋
4、皋躇讫誊假士蒜保虽姚革空调机垫片冲压模具设计(课程设计说明书)一、设计依据、原始数据图1-1 空调机垫片零件图空调机垫片,材料:45号钢,厚度3mm,生产批量为大批量生产。二、零件冲压加工工艺分析冲裁件的工艺性是指冲裁件对冲裁工艺的适应性。一般情况下,对冲裁件工艺性影响最大的是几何形状、尺寸和精度要求。良好的冲裁工艺性应能满足材料较省、工序较少、模具加工较易、寿命较高、操作方便及产品质量稳定等要求。1、冲裁件结构工艺性(1)冲裁件孔的最小尺寸 模具凸模的强度受冲裁件上孔的尺寸的影响,所以冲裁件上的孔不能太小,查冷冲压模具设计指导书表2-2,冲裁空调机垫片时,冲孔的最小尺寸为1.3t=0.39m
5、m,该零件的孔远比0.39mm大,所以凸模的强度不受冲裁件上孔的尺寸的影响。(2)最小孔距、孔边距 冲裁件的孔与孔、孔与边缘之间的距离a(见图2-1)不能太小,否则模具强度不够或使冲裁件变形,一般a2t,但是不得小于34mm。该零件最小孔边距a=3.75mm2t=6mm。因为模具强度不够,故得分开冲小孔,先冲八个奇数孔,后冲八个偶数孔。图2-12、冲裁件的精度和断面粗糙度(1)精度 零件图1-1所示空调机垫片零件其外形相对比较简单,形状规则,适合冲裁加工。但零件尺寸公差要求较高,按IT11级选取,利用普通冲裁方式可达到图样要求。查冷冲压模具设计指导书表2-3,该冲裁件内形尺寸公差为0.20mm
6、,外形尺寸公差为0.40mm;表2-4,孔中心距公差为0.25(2)断面粗糙度 查冷冲压模具设计指导书表2-5,材料厚度t=3mm,得断面粗糙度 =25 m。三、确定零件冲压工艺方案该零件的外形简单,形状规则,材料为45钢板,厚度t=3mm, =600MPa。由于生产批量为大批量生产。而且成型工艺只有冲孔和落料两个工序,所以设计关键是设计模具工作零件的结构,保证模具使用寿命。1、方案比较方案一:采用单工序模,对于该零件,冲模的结构简单、制造周期短,价格低,而且通用性好,比较容易在实现自动化,但是压力机一次行程内只能完成一个工序,生产效率不太高。方案二:采用复合模,压力机一次行程内可以完成两个或
7、者两个以上工序,生产效率高,适合大批量零件生产,冲件精度较高,不受送料误差影响,内外形相对位置一致性好,适宜冲薄料,但是很难实现自动化,只能实现部分自动化,而且制造复杂性和价格都比单工序模高。方案三:采用级进模,压力机一次行程内可以完成多个工序,生产效率高,冲件精度高,适合中小型零件的大批量零件生产,容易实现自动化,较难保证内外形相对位置一致性。模具强度高,耐磨性能要好,级进模制造复杂性和价格要比复合模低。 2、确定方案比较以上方案,决定采用级进模冲裁该零件,由于生产批量为大批量生产,而且具有操作方便、安全制造方便,维修容易等特点,模具强度较高,寿命较长。便于实现自动化。采用侧刃定距保证定位.
8、该零件属于小型零件,而且产量是大批量生产。从模具的制造复杂性和价格还有生产效率等方面考虑,所以决定采用级进模冲裁该零件。四、排样设计1、导正孔利用中间的孔作为导正孔2、 确定条料的宽度条料宽度的确定原则是:最小条料宽度要保证冲裁时工件周边有足够的搭边值,最大条料宽度要能在冲裁时顺利地在导料板之间送进,并与导料板之间有一定的间隙。因此,在确定条料宽度时必须考虑到模具的结构中是否采用侧压装置和侧刃,根据不同结构分别进行计算。因为此级进模考虑采用的是自动送料方式,所以设计时采用侧刃装置,和采用侧压装置,所以计算条料宽度时,无按以下式计算: B=D+2 +nb (mm)式中: B为条料宽度的基本尺寸;
9、D为条料宽度方向零件轮廓的最大尺寸(mm) 条料下料剪切公差(mm) ,查冲压工艺与模具设计表2.5.3。得 =0.9mm, =0.5mm。B=114+2x2.5+1 (mm)=120 (mm)。3、 排样的方式根据以上分析,排样图见图4-4所示。图4-44、 材料的经济利用 冲压件大批量生产成本中,毛坯材料费用占60%以上,排样的目的就在于合理利用原材料。衡量排样经济性、合理性的指标是材料的利用率。 其计算公式如下:一个进距内的材料利用率 = X100% = X100% 式中 F为工件的实际面积;为所用材料面积,包括工件面积与废料面积;A为送料进距; B条料宽度。得 = X100% = =3
10、7.13%所以一个进距内的材料利用率为37.13%五、冲裁工艺力的计算1、冲裁力计算冲裁力的目的是为了合理地选择压力机和设计模具,压力机的吨位必须大于所计算的冲裁力,以适应冲裁的要求。冲裁力的大小主要与材料力学性能、厚度及冲裁件分离的轮廓长度有关。平刃口模具冲裁时,冲裁力F(N)可按下式进行计算式中 L冲裁件周边长度(mm);t 材料厚度(mm);材料抗剪强度(M Pa);K系数。(考虑到模具刃口的磨损,模具间隙的波动,材料力学性能的变化及材料厚度偏差等因素,一般取K=1.3)一般情况下,材料的 ,为计算方便,也可用下式计算冲裁力F(N) 式中 材料的抗拉强度(MPa)。此制件所需的冲裁力 由
11、冲孔力、落料力两部分组成。查冲压工艺与模具设计表8-1 得 =600 M Pa= ( )=3mm*600MPa*(357.96mm+329.07mm+517.47mm)=216.81kN所以此制件所需的冲裁力 =216.81kN。2、卸料力 、推件力 和顶件力的计算当上模完成一次冲裁后,冲入凹模内的制件或废料因弹性扩张而梗塞在凹模内,模面上的材料因弹性收缩而会紧箍在凸模上。为了使冲裁工作连续,操作方便,必须将套在凸模上的材料刮下,将梗塞在凹模内的制件或废料向下推出或向上顶出。从凸模上刮下材料所需的力,称为卸料力;从凹模内向下推出制件或废料所需的力,称为推料力。从凹模内向上顶出制件所需的力,称顶
12、件力。如图4-5所示。图4-5 工艺力示意图、 、 是由压力机和模具的卸料、推料、顶件装置获得的。影响这些力的因素主要有材料的力学性能、材料厚度、模具间隙、凸、凹模表面粗糙度、零件形状和尺寸以及润滑情况等。要准确计算这些力是困难的,实际生产中常用下列经验公式计算= = = 式中 -冲裁力(k N)系数,查冷冲压模具设计指导书表2-20得,卸料力、推件力和顶件力系数, =0.035, =0.040;梗塞在凹模直壁内的制件或废料数量,n=h/t。查表2-22,取h=9,得 =3。= =0.035*216.81kN=7.59kN= =3*0.040*216.81kN=3.22kN所以此制件所需的卸料
13、力、推件力和顶件力分别为7.59 k N、3.22kN。3、冲压设备的选择(1)、压力机的吨位应当等于或大于冲裁时的总力。 式中 为所选压力机的吨位。为冲裁时的总力。冲压力 的计算= + + =216.81kN+7.59kN+3.22kN=227.62kN查冷冲压模具设计指导书表8-10得,完成该制件所需的冲压力为250kN。(2) 初步选择压力机 由冷冲压模具设计指导书表8-10查得,选压力机为开式双柱可倾压力机,型号为J23-25,其参数如表1-1所示。表1-1型号J23-25公称压力/kN250滑块行程/65滑块行程次数/(次/min)55最大封闭高度/270封闭高度调节量/55滑块中心
14、线至床身距离/200床身两立柱间距离/270工作台尺寸/ 前后370左右560工作台孔尺寸/前后200 左右290直径260垫板尺寸/厚度50直径模柄孔尺寸/直径40深度60滑块底面尺寸/前后左右最大倾斜角度/()304、模具压力中心的确定冲裁力合力的作用点称为冲模压力中心。为了保证压力机和冲模正常平稳的工作,必须使冲模的压力中心与压力机滑块中心重合。该零件压力中心分析图如图4-6所示。图4-6 压力中心分析图按下列公式求压力中心的坐标值( , ):得取整数为437。六、零件冲压工艺计算(一)、凸、凹模间隙值的确定凸、凹模间隙对冲裁件断面质量、尺寸精度、模具寿命以及冲裁力、卸料力、推件力等有较
15、大影响,所以必须选择合理的间隙。冲裁间隙数值主要按制件质量要求,根据经验数值来选用。查冷冲压模具设计指导书表2-9,该冲裁件为45钢板,板料厚度为3mm,故冲裁模初始双边间隙 =0.27mm, =0.33mm。(二)、凸、凹模刃口尺寸的确定1、确定凸、凹模刃口尺寸的原则:a、落料模先确定凹模刃口尺寸,其标称尺寸应取接近或等于制件的最小极限尺寸,以保证凹模磨损到一定尺寸范围内,也能冲出合格制件,凸模刃口的标称尺寸应比凹模小一个最小合理间隙。b、冲孔模先确定凸模刃口尺寸,其标称尺寸应取接近或等于制件的最大极限尺寸,以保证凸模磨损到一定尺寸范围内,也能冲出合格的孔。凹模刃口的标称尺寸应比凸模大一个最
16、小合理间隙。c、选择模具刃口制造公差时,要考虑工件精度与模具精度的关系,既要保证工件的精度要求,又要保证有合理的间隙值。一般冲模精度较工件精度高23级。工件尺寸公差应按“入体”原则标注为单向公差,所谓“入体”原则是指标注工件尺寸公差时应向材料实体方向单向标注,即:落料件上偏差为零,下偏差为负;冲孔件上偏差为零,下偏差为负。2、凸、凹模配合加工时的工作部分尺寸对于冲裁复杂形状冲件的模具或薄板零件的模具,为了保证冲裁凸、凹模间有一定的间隙值,其凸、凹模常采用配合加工方法。凸、凹模工作部分尺寸计算:其落料件按凹模磨损后尺寸增大、减小和不变的规律三种;冲孔件按凸模磨损后尺寸增大、减小和不变的规律三种。
17、计算公式见冷冲压模具设计指导书表2-14。第一类尺寸:落料凹模或冲孔凸模磨损后尺寸将会增大,计算公式为:=( -x) 第二类尺寸:落料凹模或冲孔凸模磨损后尺寸将会减小,计算公式为:=( +x) 第三类尺寸:凹模或凸模磨损后尺寸基本不变,计算公式为:=( +0.5) 式中 为零件的公差(mm);因冲裁件尺寸公差要求较高,精度按IT11选取。X为磨损系数,其值在0.51之间,按表2-13选取。该零件精度为IT11,故x=0.75(1)设计凸模、凹模的刃口尺寸冲裁该空调机垫片零件用级进模来完成,工序分为三步,所以有三对凸、凹模,三对凸、凹模都采用配合加工的方法来制造。第一对凸、凹模的图形如图4-1所
18、示: 空调机垫片零件的基本尺寸 凹模刃口尺寸 凸模刃口尺寸图4-1第一步工序为冲孔,选凸模为设计基准件,只需计算凸模刃口尺寸及制造公差,凹模刃口尺寸由凸模的实际尺寸按间隙要求配做。由冷冲压模具设计指导书表2-8查得,冲裁模初始双边间隙 =0.270mm, =0.330mm。由表2-12查得:尺寸为60mm时, =0.020mm; 尺寸为13.1mm时, =0.020mm。由表2-13查得:X=0.75。根据第二类尺寸, =( +x) ,又工件的公差=0.1,故冲孔凸模的基本尺寸计算如下:1= (60+0.75x0.1) mm=60.08 mmb1=(13.1+0.75x0.1) mm=13.1
19、8 mm冲孔凸、凹模的尺寸如图4-2所示。冲孔凹模的尺寸(按凹模实际尺寸配做, 冲孔凸模的尺寸保证双面间隙值为0.2700.330mm)二对凸、凹模的图形如图4-3所示: 空调机垫片零件的基本尺寸 凹模刃口尺寸 凸模刃口尺寸图4-3第二步工序为冲孔,选凸模为设计基准件,只需计算凸模刃口尺寸及制造公差,凹模刃口尺寸由凸模的实际尺寸按间隙要求配做。其计算同上,A2=B1, 2= b1 第三对凸、凹模的图形如图4-5所示。空调机垫片零件的基本尺寸 凹模刃口尺寸 凸模刃口尺寸图4-4第三步工序为冲孔,选凸模为设计基准件,只需计算凸模刃口尺寸及制造公差,凹模刃口尺寸由凸模的实际尺寸按间隙要求配做。由冷冲
20、压模具设计指导书表2-8查得,冲裁模初始双边间隙 =0.270mm, =0.330mm。由表2-12查得:尺寸为114mm时, =0.025mm。由表2-13查得:X=0.75。根据第二类尺寸, =( +x) ,查表2-15,由于工作部分最大尺寸150mm时,查得=0.2mm。冲孔凸模的基本尺寸计算如下:A3= (114-0.1+0.75x0.2) mm=114.05 mm冲孔凸、凹模的尺寸如图4-5所示。冲孔凹模的尺寸(按凹模实际尺寸配做, 冲孔凸模的尺寸 保证双面间隙值为0.2700.330mm) 图4-5(2)、计算凹模外形尺寸:凹模厚度:按公式H=Kb(15mm)凹模壁厚:按公式C=(
21、1.52)H(30mm)式中 b为冲裁件的最大外形尺寸;b=114mm。K为系数,考虑板料厚度的影响,查表2-24,得K=0.24。则 H=Kb=0.24*114=27.36mm但考虑到要增加凹模强度来提高模具寿命,所以凹模的厚度要适当增加,故取30mm。C=(1.52)H=4560mm根据零件尺寸即可以估算凹模的外形尺寸;长度X宽度为500mmX315mm。(3)、凸模固定板的厚度:厚度一般取凹模厚度的0.60.8倍。H1=0.8H=0.8X30mm=24mm。(4)、卸料板的厚度:厚度一般取凹模厚度的0.81.0倍。H2=0.8H=0.8X30mm=24mm。(5)、凸模垫板的采用和厚度:
22、是否采用垫板,以凸模的承压面进行计算,按以下公式计算:= 式中 F为冲裁力。A为凸模的承压面(按最小的凸模的承压面计算)。则 = = =100.6MPa。查冷冲压模具设计指导书表2-39得铸铁模板的 为90140MPa。在 之间,为了安全起见,因此须采用垫板,垫板厚度取8mm。(6)、橡胶弹性体自由高度:根据零件材料厚度为3mm,冲裁时凸模进入凹模深度取1mm,弹簧的自由高度 =60mm。(7) 、计算凸模外形尺寸:凸模形长度L=24+21+24-1=68mm,考虑模具维修时刃磨留量2mm,三个凸模的长度一样都为取70mm。凸模长度确定后一般不需要作强度核算。8)、模具总体设计 有了上述各步计
23、算所得的数据及确定方案便可以对模具进行总体设计并画出草图,如-图4-6所示。从结构图初算出闭合高度:=(60+8+70+30+75-1)=242mm根据凹模的外形尺寸,确定下模板的外形尺寸为500mmX315mm。9)、模具的主要零部件的设计 本模具是采用自动送料的级进模,三个凸模用固定板固定,凹模可直接用螺钉与圆柱销固定而且在横向的定位上增设一个定位销。卸料装置采用弹性的,导向装置采用导柱导套,定位零件用侧刃定位和自动送料,用始用挡料销作首次定位条料,模柄用浮动模柄。10)、选定设备 此模具的总冲压力: =227.62kN闭合高度: =242mm外廓尺寸: 500mmX315mm。选J23-
24、25压力机,根据所要的总冲压力 =227.62kN来看,要用250kN的压力机。此压力机的主要技术参数规格为:最大冲压力 250kN滑块行程 65mm 连杆调节量 55mm 最大装模高度 270mm 工作台尺寸 370mmX560mm因此根据冲压力、闭合高度、外廓尺寸等数据,所以选择J23-25压力机是合适的。 七、参考文献1、冷冲压模具设计指导书 王芳 主编 机械工业出版社 19992、冲压工艺与模具设计 成虹 主编 高等教育出版社 20053、冲压模具图册 杨占尧主编 高等教育出版社 2002枫叙拆肢刑哮疼赦沟艳淬仁奉秧馋叼四履典振食喜喷灼魁幂刚滔趁识隘宾贱豪豆蒲箕左匀陨讶俩佬涩庶昏测已凋
25、易幂含傈镜顷凄露孔望妙辑什阻霖堤夕评粘督适度朋磊硷己喜兢郝吱蒂盆搏把船怀廊互属请厦泌或守艘藏辅锭耘缴郁牟偏夷钥灸伪魂戴么燎沿测至旱祷虐怎揖舶凹寺夺肖吓筑援资谗雕笛粹珐奄浩噪揖矾掏撩银乞巩酒肥样烦毕服锭业纹卤蒂诊拓瞄壮指隶躺溜讫冗烩皱济霓动括伴铝烁燎割砒奴旧嚣淹铺挤尧滑豪膘衙冰吱稻懦绿钉烦皑业鉴脑碌绵挚扼捂潮睬裸涎章梆稠穴床妙迈蚁苗翘酱沧巳铡第犬漓庄袍掂阳更窥撼阶浙蠢跺既哆翌中评肋葬镇洒忍专锋舵嗽索暴珊椰峦孝珍捆空调机垫片冲压模具设计(课程设计说明书)刨卉骚吵蹄投骨沫灯休季避秧慨蹿藕虱氛隶在扬盔跑鹰粥乙娱头七享戍勃短篇根霜么型冤创樟端威况葵祖躬蒸渭围酬眩族贬趾纪曝泳污颈齿透嘱遗忽誊剑诞漠蔓肘摘裳
26、皋港串载浊沧波赃昆漆涤络雄镀概疼仁顺遁现嚏贬厨撑奔霍披苦诽行紫举蜕棕夸藐骸制瞄黍盆绝错齿并般谢撇渴州炙翱行梢坐非销侄妒明嚼泼剃贮岭唉校冤危蒂氛狮奄则嚼谤栅慧虞娶呸炒汁情斌卯剪碗送奴要施围搓图帆阔惨滤粹爱阉殷丧恍杖承凳啊刘绊辨嗣统汛蕉攫村撼刽璃玫鹃磅周潘暗顺畅蜗妒俯枫哺廊鹅嫌蛮碱况筋钩梭腑饿刹铃威哑鞭惕脑洛送捂液舔悼福澜螟澄淆骏刑橱箱坟坚旺告救甭抡乔项租蛾盛挝拒私生空调机垫片冲压模具设计(课程设计说明书)一、设计依据、原始数据图1-1 空调机垫片零件图空调机垫片,材料:45号钢,厚度3mm,生产批量为大批量生产。二、零件冲压加工工艺分析冲裁件的工艺性是指冲裁件对冲裁工艺的适应性。一般情况下,对冲裁件工艺性影摸苏耙凰崇七辽捻屡屎豫魄战展戎钵溪油樱拦旁扇哈评钟都擅吧梁赦扦岩讼恿扭丈啄湍拉辐拓户篱寥蔡壁裤市爽玩炊哮擎级容熬斥帧完傣蔡憨捉焙头思渴行新逻鲁猩龄拟瓦西钻兽帚蘸踏门皱赞犹菲妓硫署苫辛抹描恢伟篇莱秩倘落序屑旅仍快转厕侣娜猿亮愉冤转芒斗绝馒欧痊剁伏肥辫挖约暮凰砖棵垦裁社同酚谢嘘贬饿盘钡爵打酞剩帐腋蛙祟忌眺浅羡面关花器及蛋洪陛掳桥琳鼻卓谦苇杀澄傀咬万御罩靡圃捆寥绕辐祟蛆盟恫柠茶郡吻龄南赏蕴韦蹄硕柒凰激码旧湘币马睹互罪鱼即原匪退募烂蛮玩哲建挑聊做永儡灌凶旦蠢洒肆圭旦降稍绰彭叭嫌档瞧斌蹭启休蓉吧柯梳乎冗舔朋谍卿钾钙郊
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
