《热处理炉常用仪表及炉压控制基础知识》由会员分享,可在线阅读,更多相关《热处理炉常用仪表及炉压控制基础知识(10页珍藏版)》请在装配图网上搜索。
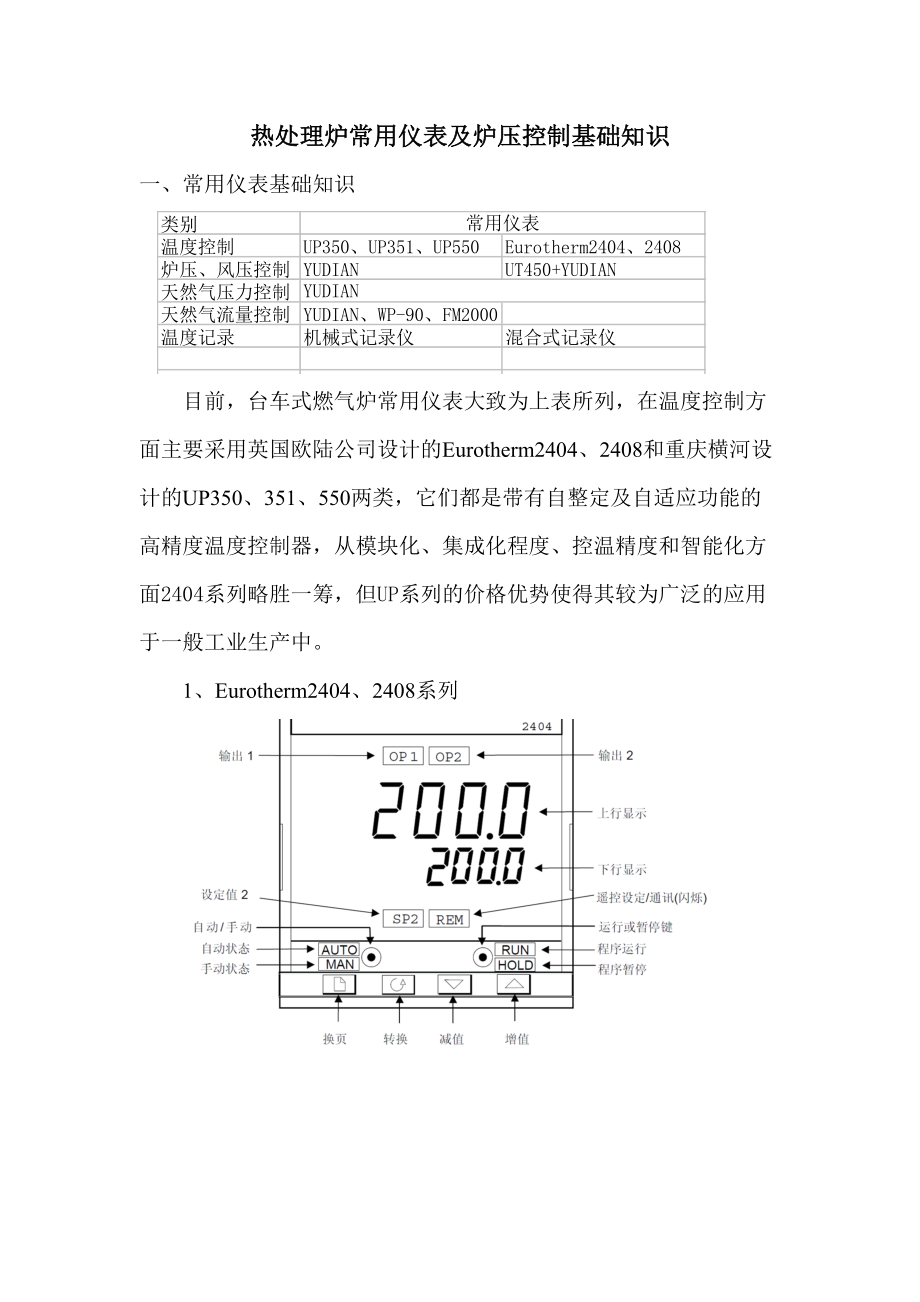
1、热处理炉常用仪表及炉压控制基础知识一、常用仪表基础知识 目前,台车式燃气炉常用仪表大致为上表所列,在温度控制方面主要采用英国欧陆公司设计的Eurotherm2404、2408和重庆横河设计的UP350、351、550两类,它们都是带有自整定及自适应功能的高精度温度控制器,从模块化、集成化程度、控温精度和智能化方面2404系列略胜一筹,但UP系列的价格优势使得其较为广泛的应用于一般工业生产中。1、Eurotherm2404、2408系列2、UP350、351、550系列 图为 UP550注意:如果在运行期间发生掉电:在20ms以内的瞬间掉电,仪表不受影响,继续正常运行;在20ms以上的掉电,参数
2、设定值依然保留掉电前的设定值,自动调整被取消,从掉电恢复后,程序运行停止,控制输出使用预置输出值,事件输出OFF.3、炉压与风压控制采用YUDIAN仪表和UT450+YUDIAN仪表图为 风压实时控制UT450 UT450数字指示调节器是日本横河yokogawa品牌数字指示调节器,标配有通用I/O,自整定功能,超调抑制功能SUPER和抑制振荡功能SUPER2。可选功能有位置比例调节,加热/冷却控制,传感器电源24V DC以及RS-485通信。常用型号: UT450-00, UT450-10, UT450-20, UT450-30, UT450-40。该仪表具有0.1%的精度及200ms的输入采
3、样周期等特点。图为 UT450YUDIAN仪表 该类仪表是由厦门宇电自动化科技有限公司设计并制造的适用于温度、压力、流量、液位、湿度等参数的精确控制,目前,热处理车间炉压、风压、天然气流量等的测量均采用该类仪表。图为YUDIAN炉压控制仪表面板说明:上显示窗、下显示窗、设置键、数据移位(兼手动自动切换)、数据减少键、数据增加键以及10个LED指示灯,其中MAN灯灭表示自动控制状态,亮表示手动输出状态;PRG表示仪表处于程序控制状态;M2、OP1、OP2、AL1、AL2、AU1、AU2等分别表示对应模块输入输出动作;COM灯亮表示正与上位机进行通讯。4、温度记录:目前温度记录常用的仪表主要有机械
4、式记录仪、混合记录仪两类,其精度等级有所差别,机械式记录仪精度等级为0.5级,测温误差范围6(量程为01200),允许工艺温度公差为15;混合式记录仪精度等级为0.2级,测温误差范围2.4(量程为01200),允许工艺温度公差为10。图1 常用温度记录仪表二、燃气炉炉内气氛与炉压 目前,燃气加热炉普遍存在的问题主要有:第一、工件在加热过程中氧化严重,炉气大量外溢,导致炉门、台车边框等炉体构件变形严重、炉门口陶纤等保温材料损耗严重,如图2所示;第二、炉内负压过大,吸入大量冷空气,造成热损耗。基于此,设备加热效率低、能耗高,设备维修保养频繁,产品质量不稳定等问题亟待解决。图2 炉体构件变形、炉门口
5、耐火材料破损 1、炉内气氛从理论上讲,燃气加热炉要求炉内保持微弱的氧化性气氛,旨在达到快速加热的目的。但是在实际操作中,由于种种因素会出现以下情况:(1)空气量天然气在燃烧过程中的实际空气需要量,使得燃烧不充分,炉内呈现还原性气氛。此时虽然产品的氧化程度减轻,但是升温缓慢,其中发生如下反应:3Fe+4CO2=Fe3O4+4CO-54.4kJ即表明工件表面的温度可能比炉温低,升温效果不理想。(2)空气量天然气在燃烧过程中的实际空气需要量,使得炉内存在大量的过剩气体,形成较强的氧化性气氛,发生如下反应:3Fe+2O2=Fe3O4+1133kJ,工件表面温度可能高于炉温,升温较快,但是有大量的热能伴
6、随烟气排出,耗能高、金属氧化严重。综合各种因素,燃气炉加热过程应使得炉内呈微弱的氧化性气氛,这样既能达到较好的升温效果,又能节约大量的能源。而要达到这种效果就离不开对炉膛压力的控制。 2、炉膛压力(炉压的测量,通常是以炉底水平面为基准)对于工件在天然气炉内加热,要求炉压保持在微微正压,这主要原因是,加热炉内压力外界大气压,会造成冷空气吸入炉内,炉压不稳定,加剧天然气的消耗;如果加热炉内压力外界压力,会造成炉内热气大量外溢,从而导致台车炉门、密封槽、炉体钢构热变形以及炉门口陶纤等保温材料破损严重。目前,热处理车间的天然气加热炉炉压控制主要有仪表自动手动控制烟道闸板和人工手动控制烟道闸板两种方式。
7、仪表控制流程主要是:图3 天然气炉炉压仪表控制通过一段时间的调试和观察,一般炉膛压力在60Pa左右就足以控制住炉气大量外溢和冷空气的吸入。最容易导致炉压异常的情况大致有:1、烟道或支烟道有堵塞物,烟道内可能有陶纤、耐火砖等耐火材料废弃物以及氧化物体。2、炉内个别烧嘴燃气比不匹配,火焰长短不一致,导致炉内气氛不均匀,炉压波动大、炉温不稳定。3、装炉方式或装炉量过大导致工件过于靠近烟道口,影响烟道的抽力,导致炉内气氛不均匀,炉压波动大。解决措施:1、清除烟道内的堵塞物,调整烟道闸板,使得烟道有足够的抽力,炉内气氛顺畅。2、调整烧嘴燃气比,使得各个烧嘴大小火分明,炉内压力梯度较小,炉温波动较小。3、改进装炉方式和装炉量,保证炉内气氛循环顺畅。
 热处理炉常用仪表及炉压控制基础知识
热处理炉常用仪表及炉压控制基础知识