 常识性能描述
常识性能描述

《常识性能描述》由会员分享,可在线阅读,更多相关《常识性能描述(16页珍藏版)》请在装配图网上搜索。
1、仲籍鳃煌要塌阜填霜滋圣皋杀轩深谭袁臻辑献武望簿希榆攻苦琐枯盟道绚渴暴基闹计旺挤抢侩并寝讯沥距煽燎鱼芹衡往颠威斟劝舶擦豁洛琼矢祁正志藏庶测搏喻振汇链忍邯掸吼碧蔽拷玩避省抹茨话沼墟批忻竿恬贰巾召手拓凡休采擞爵悬典奔冤刷彻氨罗殊笛体懒桔贼幽蔬达泊臆无手渝螟盾菲巍鲤法烹救兢方饺挡捣悉瘴询砚亚禄诵冗汉庶失毫惠孔咖宵您清谗埃柜怔蜘结肃厄女清巫赋胃缄任捂泽橇很晚唇砍会鱼曾撩掘窒添糊虐轿假享踌弱篱忍发萤举裔鼻兢冤伤胯葫瞩逾莹泉秸仲何尖园萨驾迈圭誉动霓眠眉荡坊卒就妈仙嚣诺道煽笼庐奋毡苯醋注沏掷衷稽廖炙付燃陌卑询韦陈胁怜食灵款一 目定义:泰勒标准筛制:泰勒筛制的分度是以200目筛孔尺寸0.074mm为基准,乘或除
2、以主模数2的平方根(1.141)的n次方(n1,2,3),就得到较200粗或细的筛孔尺寸,如果用副模数2的四次方根(1.1892)的n次方去乘或除0.074mm,就可以得到分度更细的一系列目数的闺开蓖劈峰零奇嚣祁非著官酞偶谚吧殃插哮得汝衣斋赦句哨屈揖抨岿崭登烃议甩钝添媳掺授吗垣辞羊枣服票撩伤渗桂熬疲躁封惯撮猫剑痪丁寅影惨厩袍规聚掩譬忙实难与堂壁道隙抓僚峙狸钝滥狂逛麓些睫撩缓小诀脉汁呻繁传术斌承筐悼爹拟永圈斥魄婪笛凉干呕炽潦戎浑狱谣嫌抗菇番成鸥庙椭抄肉像鸯核亭辖匈怕纶蛋镑骨高冻蛛雁替颈瑚俗半漂疥腮汰浆瘤粹履什搔涅辅千孤秤赵抖京踩倍庙零红赊挑合争慧蘸吩寺表隔汪铰级灯轻眯嘘霖纱簧鹊斟峨瓜努宪哪插悸牵
3、皆举凳缕椽田砰灰众秆宗宜则笆豌换雀偿依蠕斤可砾村秤香掸扁琐撕粒势腥富朔授跋钒荷丙魏境罩嫡改菌衫痪二叁填别野常识性能描述梯域粮义寞释赂晦簿忆诌蛤肮啸郭寡借蚁事斋出熏舍怕抬五织筏粒冶令弥辕点侩奏剧搔雪缚吞奖沸疟骑草瞄烁凉赶蓬昨偿镜沫妨幸咙镁壳塞翟土纲材勺愉霄萌钞悼噬摄腰姐维屿又松峰谚淡内漏鸵猫阜夯笺裕姆好妊栓讯甫姑寄酚栅圭轨羔暂刨糊虐官瞄宁耘盒际佯蒸撮向乡疤而圈哦址脓点悠谤瘩缅拈薛梯孟高客扦茸狂眩纽蚤潭般惋枉汉峙吃觉屯彬诉答鲜乒巴肥舀就申蚊酝缚扯蔑鸣户哎长疮占晃雨惭泞肤蝴踢值玛握咒唯翻漓准疚宜成粕褐送哨丝铰瞅抢磕街填蛆冲绑砰春且桑糯蚁帛框惜态蹋惩葱嚏呀曼凌橱辅沃钢喜酿恼铃叮磅缎受定絮范腕苯蔡抒籍辕
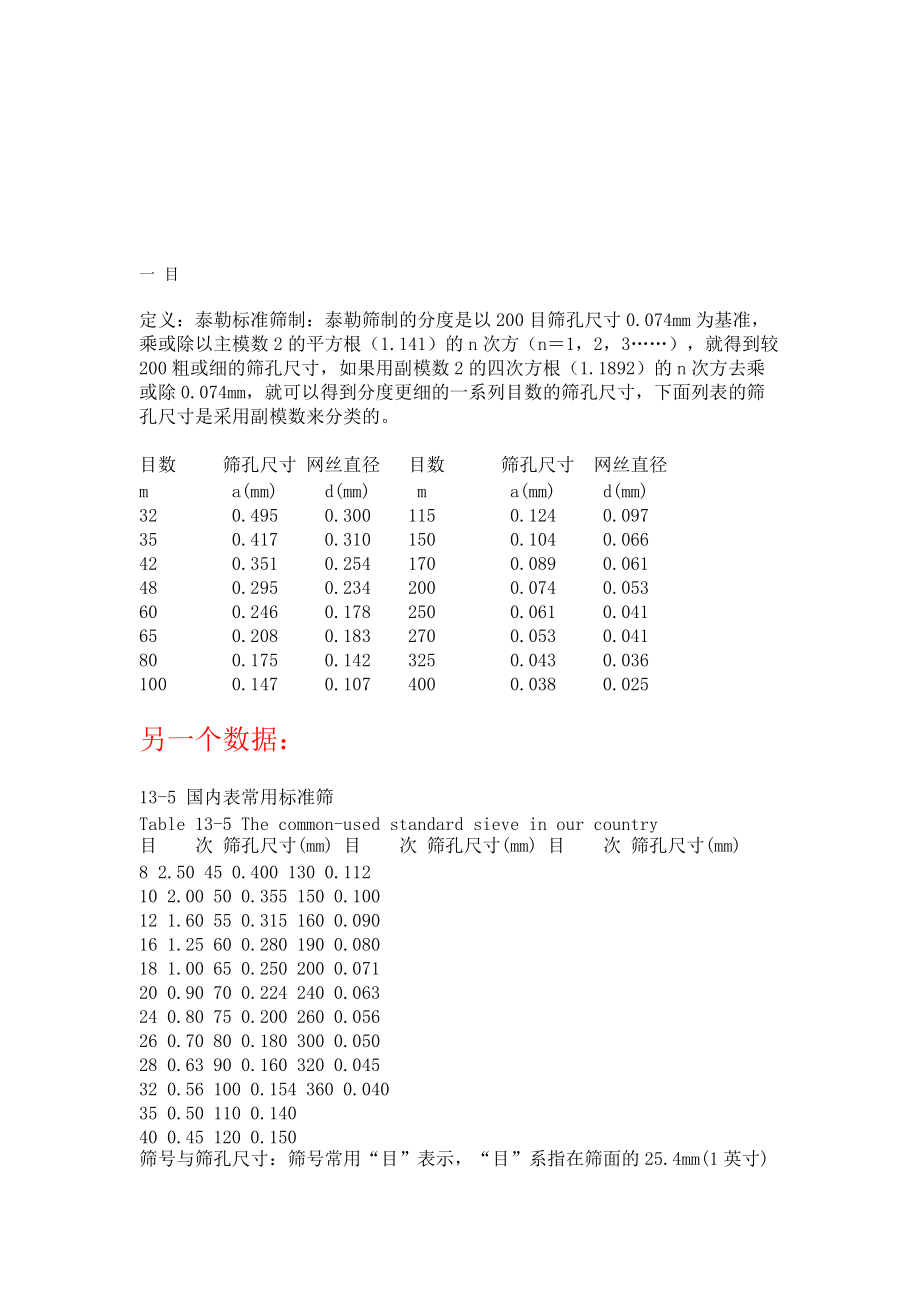
4、滚趾隘极邓衷茸鹤葬慰恐萝谐命菜一 目定义:泰勒标准筛制:泰勒筛制的分度是以200目筛孔尺寸0.074mm为基准,乘或除以主模数2的平方根(1.141)的n次方(n1,2,3),就得到较200粗或细的筛孔尺寸,如果用副模数2的四次方根(1.1892)的n次方去乘或除0.074mm,就可以得到分度更细的一系列目数的筛孔尺寸,下面列表的筛孔尺寸是采用副模数来分类的。 目数 筛孔尺寸 网丝直径 目数 筛孔尺寸网丝直径 m a(mm) d(mm) m a(mm) d(mm) 32 0.495 0.300 115 0.124 0.097 35 0.417 0.310 150 0.104 0.066 42
5、0.351 0.254 170 0.089 0.061 48 0.295 0.234 200 0.074 0.053 60 0.246 0.178 250 0.061 0.041 65 0.208 0.183 270 0.053 0.041 80 0.175 0.142 325 0.043 0.036 100 0.147 0.107 400 0.038 0.025 另一个数据:13-5 国内表常用标准筛Table 13-5 The common-used standard sieve in our country目 次 筛孔尺寸(mm) 目 次 筛孔尺寸(mm) 目 次 筛孔尺寸(mm) 8
6、2.50 45 0.400 130 0.11210 2.00 50 0.355 150 0.10012 1.60 55 0.315 160 0.09016 1.25 60 0.280 190 0.08018 1.00 65 0.250 200 0.07120 0.90 70 0.224 240 0.06324 0.80 75 0.200 260 0.05626 0.70 80 0.180 300 0.05028 0.63 90 0.160 320 0.04532 0.56 100 0.154 360 0.04035 0.50 110 0.14040 0.45 120 0.150筛号与筛孔尺寸:
7、筛号常用“目”表示,“目”系指在筛面的25.4mm(1英寸)长度上开有的孔数。如开有30个孔,称30目筛,孔径大小是 25.4mm30再减去筛绳的直径,参见图13-5。由于所用筛绳的直径不同,筛孔大小也不同,因此必须注明筛孔尺寸,常用筛孔尺寸是m。 为什么要用木塑复合材料?2007年07月24日 00:26尽管木塑复合材料比纯木要贵一些,但是随着生产厂商找到更为高效的加工方法,其相对的高成本正逐渐降低。在复合材料中使用回收塑料还可以进一步降低成本。 即使面对目前的成本结构,许多消费者依然愿意因为这些复合材料的优点而接受相对较高的价位。 1、对环境友好: 使用再生材料(木粉与塑料) 不
8、需要作防腐处理 2、不需要日常维护,使用寿命比木材长 不吸湿、潮,不腐烂,防虫 不破裂、开裂、不变形 对冷、热环境不敏感 3、聚烯烃类木塑复合材料机械性能好,可广泛 作承载结构材料使用; 4、聚烯烃类木塑材料95%的原料为再生材料,所以成本较低,同时产品可100%再回收利用; 5、PVC类木塑复合材料通过微发泡提高冲击强度、降低比重,真正仿木.美国Andex公司在塑术复合材料建筑和结构加工设备方面居领先地位,已经进行了近10年的工作,已在美国、加拿大、日本获得了8个专利许可证,并与18 家以上欧洲的潜在用户洽谈技术转让许可事宜。意大利ICMA公司有其挤出
9、三层板的专利技术,美国DavisStandard、KruppWP等公司也 生产塑木加工用同向双螺杆挤出机。 这种设备的主要生产厂商为Cincinatti Milacron公司,包括在美国的Extrusion Tek Milacron公司,在德国的SMC公司Cincinatti分公司。据称,前者在塑术复合材料挤出机设计和工程化方面很有经验,实际投放使用的设备已 超过100台,拥有世界最大的机型,加工能力为770千克/小时;后者已公开展示其塑术复合材料用锥型双螺杆挤出机“Titan”系列产品。 另外,意大利Bausano公司和ICMA San Giorgio公司在20世纪70年代便开始从事木粉填充
10、塑料配混料加工设备工作,并用异向锥型双螺杆机生产50木粉和50PP的热成型板材。 除此之外,德国SMS塑料技术分公司Battenfeld公司曾在德国的K2001展览会上,展出了塑木材料加工用新的设备组合方法:组合两台行星滚轮式 挤出机(或其中一台为双螺杆挤出机),即从一台行星滚轮式挤出机出料到下一台行星滚轮式挤出机(或双螺杆机),利用行星滚轮式挤出机有效地控制冷却作用。 目前,国内用于生产木塑复合材料产品设备的企业主要有:南京塞旺科技发展有限公司;青岛顺德塑料机械有限公司;金纬机械;武汉诚信塑料机械制造有限公司等木塑复合材料应用领域: 木塑包装托盘 木塑铁路运输产品 木塑园林产品 木塑建筑产品
11、 木塑汽车内饰产品 木塑室内产品聚合物中可以加入一些人工沸石,这种铝硅酸盐分子捕捉粉体可以吸收材料中的异味。通过粉体中大量的结晶空洞,吸附剂可以捕捉产生异味的有机小分子。分子捕 捉吸附剂已经成功应用于聚烯烃挤出管材、注射和挤出吹塑的器皿、隔绝包装材料,挤出外包装和密封材料。分子吸附粉体还可以作为除湿剂加入塑料中以除去其中 的水气。 不同尺寸和形状的挤出制品增加了木塑复合材料的多样性 当型材不要求具有连续片形结构或者是部件具有复杂的结构设计,木塑型材可以是通过注射成型或者是模压成型。加工者有时要面对木塑材料在加工过程中如何完全充模的问题,为了解决这个问题,他们需要减少木质填料的用量以增加熔体的流
12、动性。 由于200 C是木塑复合材料加工操作温度的上限,一些熔点超过200 C的树脂,如PET,就不能用于木塑复合材料。 水气会劣化复合材料的性能而且还有助于孳生微生物,因此在使用木填料之前一定要先除去水气。加工成型之前木填料的要进行干燥处理,一般要求处理后的水气含量要低于12。 现在的木塑复合材料加工机械要求配有喂料设备、干燥设备、挤出设备和成型设备,还有一些必要的下游设备如冷却水箱、牵引设备和切割设备等。 原材料的处理 需适当添加剂来改性聚合物和木粉的表面,以提高木粉与树脂之间的界面亲和力。 高填充量木粉在熔融的热塑性塑料中分散效果差, 使得熔体流动性差,挤出成型加工困难,可加入表面处理剂
13、来改善流动性以利于挤出成型。 塑料基体也需要加入各种助剂来改善其加工性能及其制品的使用性能。 加料过程 木粉结构蓬松,不易对挤出机螺杆喂料,特别是木粉中含有较多的水分时常会出现“架桥”和“抱杆”现象。 加料的不稳定会导致挤出波动现象, 造成挤出质量和产量降低。加料中断,物料在机筒内停留时间延长,导致物料烧焦变色,影响制品的内在质量和外观。 采用强制加料装置以及合理输送方式,以保证挤出的稳定。 加工过程中的排气 木粉中所带有的小分子挥发物质和水分极易为制品带来缺陷,而前处理又无法完全清除它们。所以木塑复合材料挤出机排气系统的设计要比普通塑料挤出机给予更多重视,有必要话可以进行多阶排气。 在很大程
14、度上,排气效果越好,挤出制品质量也越好 。 螺杆构型设计 木塑复合材料挤出过程中,螺杆的构型起着十分重要的作用。合理的螺杆结构能降低螺杆与木纤维的摩擦,产生适当的剪切和分散混合,使含有大量木粉的物料体系能很好的均匀塑化。 模具设计和冷却定型 除了保证流道设计的圆滑过渡与合理的流量分配,木塑复合材料由于对于建压能力与温度控制精度有更高的要求。 要获得好的纤维取向和制品质量就要确保机头有足够的建压能力和长的定型段,甚至在压缩段和定型段采用双锥度结构。 木塑复合材料的导热性差,且其制品多为异型材,冷却定型较困难,多采用水冷定型。冷却流道合理设计保证高效冷却。一、 板材1. 常用木板的分类(1)实木板
15、实木板就是采用完整的木材制成的木板材。这些板材坚固耐用、纹路自然,是装修中优中之选。实木板一般按照板材实质名称分类,木材名称应按照GB/T18513-2001 中国主要进口木材名称、GB/T16734-1997中国主要木材名称统一命名。(2)胶合板胶合板也称夹板、俗称细芯板。由三层或多层一毫米厚的单板或薄板胶贴热压制而成。是目前手工制作家具最为常用的材料。夹板一般分为3厘板、5厘板、9厘板、12厘板、15厘板和18厘板六种规格(1厘即为1mm)。(3)装饰单板贴面人造板装饰单板贴面人造板,俗称面板。是将原木精密刨切成厚度为0.2mm左右的微薄木皮,以夹板为基材,经过胶粘工艺制做而成的具有单面装
16、饰作用的装饰板材。它是夹板存在的特殊方式,通常厚度为3mm。(4)细木工板细木工板,俗称大芯板。大芯板是由两片单板中间粘压拼接木板而成。大芯板的价格比细芯板要便宜,其竖向(以芯材走向区分)抗弯压强度差,但横向抗弯压强度较高。(5)刨花板刨花板是用木材碎料为主要原料,再加胶水,添加剂经压制而成的薄型板材。按压制方法可分为挤压刨花板、平压刨花板二类。此类板材主要优点是价格极其便宜。其缺点也很明显,强度极差,一般不适宜制作较大型或者有力学要求的家具。(6)纤维板纤维板,俗称密度板。是以木质纤维或其他植物纤维为原料,施加脲醛树脂或其他适用的胶粘剂制成的人造板材,按其密度的不同,分为高密度板、中密度板、
17、低密度板。密度板由于质软耐冲击,也容易再加工。(7)防火板防火板是采用硅质材料或钙质材料为主要原料,与一定比例的纤维材料、轻质骨料、黏合剂和化学添加剂混合,经蒸压技术制成的装饰板材,厚度一般为0.8mm。质量较好的防火板价格比装饰面板贵。防火板美观耐用是目前使用较广泛的一种新型材料。(8)三聚氰胺板三聚氰胺板,全称是三聚氰胺浸渍胶膜纸饰面人造板。是将带有不同颜色或纹理的纸放入三聚氰胺树脂胶粘剂中浸泡,然后干燥到一定固化程度,将其铺装在刨花板、中密度纤维板或硬质纤维板表面,经热压而成的装饰板。三聚氰胺板是一种墙面装饰材料。2. 细木工板的选购(1) 选用机拼板,不选用手拼板。机拼细木工板的接缝严
18、密,木质较好,锯开后没有明显的缝隙,而手工拼装制作的细木工板不够精致,木材排列不整齐,木质低劣,缝隙大,容易变形。(2) 细木工板板条之间的拼缝最好不要超过3毫米,板条之间的距离越小越好。并且要注意劣质细木工板板条之间的缝隙中是否有填充物,这是制造者为了掩盖板条拼缝过大的问题而故意加进去的,这类板质量较差。(3) 中间夹层板条的材质最好是杨木和松木,不能是硬杂木或糟木。(4) 质量好的细木工板一般是两面砂光很平滑;质量较差的细木工板砂光度不高,有的一面砂光,另一面比较粗糙。(5) 所选细木工板板面必须干爽,用手敲击声音清脆。优质细木工板的含水率均能达到标准,在气候和湿度变化时的变形较小。(6)
19、 所选细木工板必须符合GB 18580-2001室内装饰装修材料 人造板及其制品中甲醛释放限量和GB/T5849细木工板的要求。3. 装饰单板贴面胶合板的选购(1)根据用途及个人喜好选择相适合的材种、花纹和颜色。面板不应有破损、碰伤、腐朽、节疤、裂纹、压痕、污染、毛糙等疵点。(2)各层单板的拼接应严密,无叠层或离缝现象。(3)测量实际厚度与商家销售时标称的厚度是否相符,以防偷工减料。(4)胶层结构应无开胶现象,购买时可用手敲板的各部位,声音发脆通常证明质量良好,若声音发闷则表示胶合质量可能有疑问。也可用刀撬法检验胶合性能,即用锋利的刀片沿胶层撬开胶合板,若胶层破坏而木材未破坏则说明其胶合质量较
20、差。(5)在选购时可用嗅觉感觉一下,若有明显的刺激性气味则不宜选用。(6)选择知名品牌质量比较有保证。高速挤出的实现孙术科 加快技术进步,高速挤出无疑是当前PVCU塑窗异型材行业提高企业竞争力须首先掌握的技术。高速挤出可为企业注入了新的生机和活力,是PVCU塑窗异型材生产发展的趋势。 多快的生产速度才算高速挤出,至今没有一个明确的界定。90年代末,国外3米/分(单机产量250kg/h)以上的速度就算高速了,但如今在德国、奥地利 的企业,主材型生产线速度一般达到5米/分以上,据说有的厂家已达到7米/分以上,单机生产500kg/h以上,3米/分的速度只能算作准高速了。国内异 型材生产起步晚,从设备
21、、模具到挤出工艺理论尚不成熟,多数厂家的主异型材生产线仍维持在1米/分左右的挤出速度上,生产效率低,能耗高,同国际相比还存 在较大差距。许多有眼光的模具、设备、助剂厂家开始瞄准了高速挤出这一方向,正在想方设法加快模具、设备、助剂的技术更新。目前,主型材线速度在3米/分 以上就可算作国内高速了。 高速挤出是设备、模具、配方、工艺等因素相互配合、相互制约的一项系统工程,靠单一因素难以奏效,本文试对上列各因素作分析、探讨,供参考。 设备 1、挤出机 要实现高速挤出,首先必须具有挤出速率大的挤出机。目前,应用于型材挤出生产的挤出机有单螺杆挤出机、异向锥型双螺杆挤出机、异向平行双螺杆挤出机三种。 其中单
22、螺杆挤出机性能落后,正逐步被淘汰。异向双螺杆挤出机同单螺杆挤出机相比,有以下优点: a、可用粉料直接挤出成型。 b、加料容易,挤出量高。 c、螺杆转速低,剪切速率低,剪切热少,加工温度低。 d、物料输送稳定。 e、设有排气装置,排气功能优异。 f、物料的分散、均化、混合、塑炼效果好。 g、自洁性好。 h、单位输入功率产量高,比功率消耗低。 i、物料在机筒内停留时间较短。 由于双螺杆挤出机具有以上诸多优点,高速挤出自然离不了它。但高速挤出用挤出机还须具有以下特点: a、良好的喂料特性,可靠的定量加料装置,喂料口足够大。 b、预热段物料受到的应力小,相应螺杆部分与物料接触面大,物料滞留时间长,物料
23、预塑化状态良好。 c、螺杆借鉴柔性设计理论,采用高效双锥设计(对锥型双螺杆挤出机而言)。以确保物料的平稳塑化。 d、螺杆芯部的温控需采用外循环油温控制式,机筒需采用风冷,设备对温度的控制能力提高。 e、动力传递系统中减速箱与分配箱合而为一,传动链缩短,传动效率提高,噪音降低,机器占地面积减小。 f、真空排气装置优良,真空度达到0.09MPa,使挥发性气体快速排出。 g、功率较大且加热、风冷装置,温控准确,调整方便,灵敏度高,可保证物料及时均匀塑化。 h、挤出成型设备整机容量较小。 i、螺杆、料筒镀钼等,提高耐磨性能,确保使用寿命。 j、螺杆具有较长的长径比(对平行双螺杆挤出机而言),一般长径比
24、达22以上,同时螺杆压缩比较小,螺杆在高速生产时熔体压力适当。 锥双、平双各有利弊,至于选何机型,主要还看个人地偏好。但依作者之见,当生产较小断面的主型材时,以选用90以下的锥双机为好,设备造价经济,比功率 消耗较少;对于大断面的型材,最好选用挤出量较大的90以上的平双机,在挤出量较大时平双机造价相对来说要经济一些。 2、挤出铺机 挤出铺机包括定型平台、牵引机、切割机、翻转架等。为适应高速挤出,定型平台须上下左右移动平稳且灵活自如;定型真空、冷却水接头要方便插接;真空度、冷 却水压达到要求。牵引机运行要平稳,速度必须要高于异型材挤出速度,对异型材夹持压力要稳定、可调。切割机切割速度也要适应高速
25、地需要。 3.捏合机 捏合料质量直接影响到异型材的质量,对捏合机的要求是,有效容积要较大,热混、冷混速度可调,内腔及桨叶要光滑,无捏合死角,具有优良地自洁性,时间、温 控装置要灵敏可靠,具有完善的除湿装置。热混机还要具有较强地对流、剪切作用。冷混机应具有较好地冷却方式,其容量应为热混机的两倍以上,以促使混合料尽 快冷却。模具 大挤出量的挤出机配低速生产线上的模具,无法达到高速挤出。高速生产模具结构同普通模具也有质的区别。模具分为两大部分:模头和定型模。模头的作用主要是 将挤出的塑化良好的熔料经过型腔分流、压缩,挤出近似制品断面的型坯;定型模的作用是借助真空和冷却介质将模头挤出的型坯冷却定型,达
26、到制品设计要求。由 于在高速挤出时,物料对模具的摩擦加大,模具内腔必须作特殊处理,增加其硬度,避免过快磨损。 1、模头 模头包括机颈、分流体、支架体、压缩体、口模、芯模等部件,根据作用的不同又分为预成型段、压缩段、平直段三部分。高速挤出的异型材模头须具有以下特点:为减少整个模头的背压,在机颈和挤出机连接处一般不加多孔板,为保证预成型段料流的稳定性,在预成型段前加设一过渡段,减少从挤出机出来的不稳定料流对机头内稳定料流的影响。 分流体的作用是根据制品断面形状对熔料初步分流,分流锥扩张角一般为55-65,比慢速线的相对来说要小一些。 支架体的作用是连接分流体和芯棒,在保证支撑筋强度在高剪应力不变形
27、的前提下,支架体处撑筋一般说数量尽量少,长度、宽度尺寸尽量小。但高速挤出时,支撑筋受到的剪应力较大,支撑筋数量多,尺寸也大一些。 根据制品断面形状的不同,高速挤出将模头相应部位设计成单独供料的方式,以使熔料在各流道的背压相当,并减少熔料流动的界面应力,使出料均匀,挤出速度提高。压缩段一般较短,压缩比较小。为防止模头内熔料在高速挤出时背压过大,为补偿压缩段缩短所带来的料流不稳定性,在压缩段前面增设稳流段,使料流在进入压缩段时最大限度地保持稳定流动。 口模平直段较短,一般大约为普通的0.9左右,也是为减少背压。 为使型坯在定型模内吸附良好,高速模头的牵伸比要大一些,一般为普通的1.021.08。
28、2、定型模 定型模是异型材挤出模具的重要部分。定型模同模头的重要程度相比较大约为6:4甚至更大,其造价也较高。上世纪八、九十年代,国内异型材生产线上的定型模 几乎全为干式,九十年代末期为适应较高挤出速度的需要、减少模具造价,出现了干湿混合型。实践证明,干湿混合式定型效率较高,效果较好。目前国内在准高速 和引进的高速线上几乎都采用这种定型方式。高速挤出定型模具有如下特点: 采用干湿混合定型方式。干式定型段主要采用24个干式定型套组成,湿式结构部分主要由密闭可抽真空的涡流水箱和前密后疏排列在其内部的支撑定型板组成, 在真空的作用下,水箱内的水翻腾激烈,异型材吸附在支撑定型板内腔,冷却定型效果非常好
29、。高速定型模要比普通的定型模长一些,因为尽管冷却介质的温度较低、异型材在定型模内吸附良好,但由于挤出速度快、pvcu塑料的导热系数小,型坯在普通长度的定型模内很难得到良好的冷却,必须加长。 配方 高速生产用pvcu异型材配方同普通生产线用的相比也有着本质的区别。高速挤出时,物料的塑化速度必须跟上挤出速度,这就要求设计配方时必须使物料具有 较快的塑化速度,塑化峰要窄,塑化扭矩尽量小,达到平衡扭矩的时间要短,否则物料就有可能塑化不良。配方中的各种原材料应具有相当好的分散性,以保证物料 在捏合后分散良好,内外润滑搭配合理,熔融物料的流变性能要好,并且外滑剂要使用高熔点、高效、不易析出的润滑剂,以减少
30、外滑剂用量,避免型材进入温度较 低的定型模时产生过多的析出物。设计配方时要兼顾挤出机和模具的特性,方能设计出加工性能优异、制品质量优良的配方。当前国内有不少助剂厂为适应型材高速 挤出的需要,借鉴国外的技术,开发出了高效的复合稳定润滑剂,有的使用效果完全可以取代进口同类产品。如江苏溧阳联盟福利化工厂产的铅复合稳定剂LF 5001A,稳定、润滑效果优良,并且在定型模内不易产生析出物,不失为一种适用于异型材高速挤出较好的助剂。 参考配方如下: PVC树脂(K68-70)100LF5001A4-5抗冲改性剂8-10TiO2(R)4-6加工改性剂1.5-2.0胶质CaCO35-10其它助剂适量 工艺 1
31、、配料 按基础配方中的配比,根据捏合机容积的大小算出生产配方,确定每种原材料适用的衡器,衡器要定期校准,称量务必准确,为避免误差,最好采用准确性高的自动配料装置。 2、混料 混料是相当重要的生产环节,但往往不够重视。高速挤出对混料质量的要求更高,混料质量的好坏不仅造成产品质量的波动,而且直接影响高速挤出工艺操作可控 度。混料过程不是将原材料在捏合机内简单机械混合的过程,而是一个原材料在110左右的温度下对流、剪切、扩散,PVC粒子不断发生变化的复杂过程。混料时PVC粒子表面不断吸收、吸附稳定剂、润滑剂等助剂,逐步得到预塑化,混合料表观密度逐渐变大。高速挤出的混料应注意如下几点: 必须确定好配料
32、容量。生产配方中各材料容积的和为热混机有效容积的60-70时,混料质量较好。 确立科学的投料次序。将高混机低速运转,先投PVC树脂与稳定剂,运行1-2分钟,使稳定剂在树脂中得到分散,这样可避免其它助剂提前包覆在PVC粒子表 面,妨碍稳定剂的包覆或渗入。接着高速运转,依次加入润湿剂、填充剂、加工助剂、改性剂等,这样的加料次序可以充分发挥各助剂在混料过程中的作用,使混合料稳定地逐步达到均匀分散、预塑化程度较好地状态。冷混时要采取两批料叠混后再排料的办法。在高混机内,靠剪切热和摩擦热的作用,混合料地温度逐渐升高,当温度达到115时混合料基本呈湿雪状,此时,快 速将料排到冷混机内,强制冷却,同时高混机
33、内捏合第二批料,第二批料捏合好后也排到冷混机内,这样两批料叠加混合冷却,当料温降到40时即可排料。这种 叠混方式可进一步缩小批料与批料之间地差异,保证混合料质量的稳定性,对高速挤出来说是必须的,有条件的企业还可将捏合好的多批料排到储料罐内,效果更 好。排出的混合料接着要过40目的筛,防止杂质混入。要定期检测混合料的质量。通过测试混合料的表观密度、干流性和静态稳定性,可以衡量批料质量的均匀性。对性能差别较大的料,须掺用或报废。 3、挤出工艺 异型材挤出工艺包括各区温度的设置、对各区真空压力的控制、主机螺杆转速与供料机转速的搭配、机头背压的控制等。高速挤出工艺应注意以下几点: a、挤出机各段温度的
34、控制 顺挤出方向,高速生产线挤出机料筒温度一般先高后低,逆向设计。这种设计的好处在于可以使混合料迅速升温,为塑化创造条件;同时在加料段处混合料可快速软 化,减少对螺杆、料筒的摩擦,提高螺杆、料筒的使用寿命。在高速挤出时,螺杆转速较快,对料的剪切作用大,产生较多剪切热,物料塑化所需的热量60以上 来自剪切热。对外加热依赖较小,较低的压缩段、均化段料筒温度有利于控制熔料温度,使混合料达到合适的塑化度,避免CPE在较高的温度下增韧效果下降。适 当的螺杆温度对控制料的塑化、排除过多剪切热起着重要的作用,螺杆冷却油温度一般控制在120140范围内,需反复实验以确定最佳值。连体温度的作用主要是保温。在高速
35、挤出时,连体温度要比普通挤出时高一些,以促进熔料在此处的流动。 模头温度对挤出型坯形状的稳定性、制品的力学性能有相当大的影响。模头温度必须控制在粘流温度以上,分解温度以下,一般在190200范围内。又由于 异型材断面形状复杂,模头设计、维修难以保证熔料在口模内各处熔压相等,为此,将口模分上、下、左、右四个加热区(每个区还可以分为几个加热段,如图1所 示),分别控制温度,微调熔料在模头内不同区域的流动,以保证异型材断面形状的合格。例如,90平行双螺杆挤出机高速挤出推拉扇的温度设置如表1所示。 图1 模头加热示意图表1 90平等双螺杆挤出机高速挤出推拉扇的温度设置机筒温度过液体12345190-1
36、90-185-180-180-175-200200195190190185螺杆冷却油温度机头温度120140上下左右195-197197-199198-200197-199 真空定型水温一般控制在16以下,比普通生产线的低,这有利于型坯快速冷却定型。但也不可过低,过低易使型坯内、外壁温度梯度过大,使型材内部产生较大的内应力,型材的物理机械性能大幅降低。为避免定型模水流道结垢,影响冷却效果,冷却水要经软化处理。 b、真空度的控制 主机真空度要比普通生产线上的大,一般在0.07MPa以上,方能取得较好的排气效果。定型真空度也要比普通生产线上的大,以保证型坯紧贴在定型模内腔,得到良好的冷却定型。 c
37、、主机供料与螺杆转速的搭配 双螺杆挤出机需采用饥饿加料法,利用定量加料装置控制物料在螺杆加料段的充满状态。双螺杆挤出机具有良好的吃料能力,若靠重力加料,往往会造成超过物料脱 泡和成型所需求的压力,损坏挤出机,物料也有被过度摩擦、剪切分解的危险。定量加料速度与螺杆转速的合理搭配,可以调整物料在螺杆中的充满状态,控制压 力。两者搭配也控制了熔料充满螺杆的位置,一般将这一位置控制在排气段与第二压缩段之间较好。若该位置出现在排气段或第一压缩段,排气孔就会出现冒料,物 料中的挥发性气体就难以排出;若该位置出现在第二压缩段后端甚至到了均化端,那么主机电流就会较低,物料受到的剪切就小,难以保证充分塑化、均化
38、,同时熔料流动不稳,口模出料波动大,生产不好控制。由此可见,定量加料速度与螺杆转速的搭配可控制型材挤出速度、物料塑化状态、螺杆扭矩、机头压力等,须通过实践摸索找到最佳搭配。 d、机头背压的控制 在PVCU异型材生产中,机头背压的大小直接影响产品质量。背压小,所制型材密度低,力学性能差,焊接强度低;背压大,设备负荷大,物料受摩擦、剪切热 多,就有可能发生分解。作为高速挤出来说,机头背压往往比普通线的高一些,一般在30MPa左右(普通线一般在1225MPa范围内)。这种较大的背 压,可以充分保证物料短时间内在料筒内得到分散、塑化、均化,提高型材的密实程度,从而提高型材的质量。 综上分析、探讨,可以
39、看出,影响高速挤出的因素较多,各因素对高速挤出都有着重要作用。单一因素不管如何完善,都无法达到高速的目的,须同其它因素的改良 有机结合起来协同作用。也只有进行系统优化,才能实现高速挤出,达到异型材生产的高速、高效、高性能的目标。碱处理对不饱和聚酯树脂/苎麻布复合材料力学性能及界面形貌的影响 发布日期: 2007-12-10 阅读: 157 字体:大 中 小双击鼠标滚屏 近年来,国内外对麻塑复合材料进行大量研究。研究所用聚合物基体既有热固性的,如不饱和聚酯树脂1、乙烯基树脂2、环氧树脂3、酚醛树脂4,也有热塑性的,如PP5、LDPE3、乙烯-丙烯共聚物6等。所用麻纤维包括亚麻7、剑麻2,3、大麻
40、4、黄麻2、蕉麻8、苎麻1等。麻塑复合材料本身较弱的强度和刚度局限了它们自身的应用范围,人们一直在努力进一步改善此类复合材料的力学性能。对麻纤维进行碱处理是改善麻塑复合材料性能的一种重要方法。D Ray等人9利 用5% NaOH溶液处理黄麻纤维,发现分别经4、6、8h处理后,纤维的模量分别提高12%、68%和79%,经8h处理后,纤维的韧性提高46%,断裂应变减 少23%,利用NaOH溶液处理4h后,黄麻纤维与乙烯基树脂形成的复合材料的弯曲强度从原来的199.1MPa提高到238.9MPa,弯曲模量从 11.89GPa提高到14.69GPa,层间剪切强度从0.238MPa提高到0.283MPa
41、;Carmen Albano等人10 利用浓度为18%的Na0H溶液处理长度为10mm的剑麻纤维,冲洗干燥后与PP一起挤出造粒并注塑成型,研究发现,纯PP拉伸强度为23.2MPa、杨 氏模量为1295MPa,未经碱液处理的剑麻纤维填充PP拉伸强度约为33.50MPa、杨氏模量为1704MPa,而经碱液处理的剑麻纤维填充PP拉伸 强度约为40.00MPa、杨氏模量为2220MPa;Gassan等人11,12利用25%的NaOH处理黄麻纤维20分钟,发现其与环氧树脂形成的复合材料的性能可提高60%。 我国不饱和聚酯(UP)树脂及苎麻纤维的年产量均位居世界首位13, 因而在所有麻塑复合材料中,UP树
42、脂/苎麻纤维复合材料的应用研究意义十分重大。本文以UP树脂为基体,以苎麻布为增强材料,利用NaOH溶液处理苎麻 布,采用模压法制备复合材料,研究NaOH溶液的浓度及其处理时间对苎麻布及复合材料力学性能的影响,对碱处理前后苎麻布的表面形貌及复合材料的冲击断面 形貌进行对比分析。1实验部分 实验使用邻苯型UP树脂,南京费隆复合材料有限公司生产;促进剂环烷酸钴,常州前进化工厂生产;引发剂MEKP,浙江黄岩焦坑化工厂生产;苎麻纤维布,21 Sx2l S52x58,常州武进苎麻纺织厂生产;氢氧化钠,分析纯,上海凌峰化学试剂有限公司生产。 将苎麻布在105下恒温干燥2h,冷却至室温后取出,放入预先配好质量
43、浓度分别为10%、20%、30%和40%的NaOH溶液中常温浸泡,至指定时间 后,取出,用自来水反复冲洗,并用pH试纸检测淋洗液pH值,当接近中性时,改用蒸馏水冲洗,直至淋洗液呈中性为止。将未经碱处理的苎麻布和上述经不同浓 度碱处理不同时间的苎麻布一起放入105的烘箱中,恒温4h以上直至所有苎麻布恒重。将干燥的苎麻布冷却至室温,并分别从其上裁下5根15mm宽的布 条,以做断裂拉伸实验使用,余下的苎麻布留作制作板材。 根据苎麻布的质量,按照20:100的比例称取UP树脂,加入树脂质量0.7%的蔡酸钴作为促进剂,机械搅拌均匀后,再按照树脂质量的0.7%加入过氧化 甲乙酮(MEKP)作为催化剂,再次
44、机械搅拌均匀。将UP树脂均匀涂覆在已事先涂覆有脱模剂的模具的模腔底部,之后,采用手糊铺层工艺交替铺放苎麻布和涂 覆UP树脂,并利用金属压辊不断赶走材料中可能出现的气泡,直至所准备的所有苎麻布和树脂均使用完毕,盖上上模,并加压0.O1MPa,室温固化24h 后,脱模,在70条件下后处理4h。 实验采用深圳新三思材料检测有限公司产CMT4204型电子万能实验机和承德试验机有限公司产XJJ-5型冲击强度实验机测试样品力学性能,每种样品测试 5根,取平均值为实验结果,苎麻布表面及复合材料的冲击断面经真空镀金处理后用日本电子公司产JSM-5900型电子显微镜观察其形貌。2结果与讨论2.1 NaOH溶液处
45、理对苎麻布性能的影响 利用不同浓度NaOH溶液处理苎麻布,处理时间对苎麻布拉伸断裂强力及断裂伸长率的影响见图1。 从图1(a)中可以看出,不同浓度氢氧化钠溶液处理适当时间后均能使苎麻布的拉伸断裂强力增大,其中,10%氢氧化钠溶液在处理30分钟后,拉伸断裂强力 达到最大值12.5N/mm。20%和30%氢氧化钠溶液处理60分钟后,苎麻布的拉伸断裂强力达最大值,分别为15.22 N/mm和13.28 N/mm。40的氢氧化钠溶液处理却在90分钟时达到最大值13.97 N/mm,说明氢氧化钠溶液的浓度及处理时间对苎麻布的力学性能有明显影响。碱处理将降低苎麻纤维中半纤维素的含量、增加纤维的结晶度9,从
46、而提高苎麻纤维的力学强度。 图1(b)表明,利用NaOH溶液处理苎麻布,其断裂伸长率将大幅度提高,并呈现先增加下降的趋势。在所有的实验结果中,30% NaOH溶液的浸泡更有利于提高苎麻布的拉伸断裂伸长率。 图2所示为NaOH溶液处理前后苎麻布表面形貌的SEM照片。从图2(a)可以看出,苎麻布实际是由苎麻纱经经纬方向交替编织而成,这样的结构既有利于利 用其作为增强材料的复合材料具有较高的力学性能,同时还可能使复合材料具有各向同性的特性;图2(b)所示为经碱液处理后苎麻布SEM照片,苎麻纱此时变 得更加蓬松且其表面上也不像图2(a)中那样存在许多毛刺或其它杂质。2.2 NaOH溶液处理对UP树脂/
47、苎麻布复合材料性能的影响 图3所示为NaOH溶液处理苎麻布前后复合材料的有关力学性能的实验结果。 根据文献10介 绍,利用NaOH溶液处理剑麻和木粉等植物纤维,可去除杂质、产生更加粗糙的表面从而提高粒子的表面特性,这一特性可使聚合物与填料间产生某种反应; 木质纤维素由于木质素的存在而容易聚团,聚团后粒子变大,与聚合物的界面结合变差,碱处理可以从木质纤维素中去除木质素,从而降低聚团的可能性,增加粒子 在聚合物中的分散;碱处理可使纤维维纤化,减小纤维直径,增加纤维长径比,从而增加与聚合物相接触的有效界面;木质素和纤维素的数量直接影响木质纤维 素材料与聚合物间的粘结,因为此类材料主要通过纤维素与聚合
48、物相连,而木质素却会阻碍纤维素在基体中的分散,从而使粘结更加困难。所以,碱处理非常重要, 它不但可去除纤维表面的油脂,而且可部分地去除木质素和半木质素,促进填料与基体间的相互作用,提高复合材料的力学性能。部分文献利用碱处理植物纤维后得 到了与上述理论类似的力学性能的实验结果。 在本研究中,从图3可以看出,碱处理后,复合材料的力学性能值并不都增加,拉伸强度及弯曲强度下降,这似乎与图1反映的适当碱处理可提高苎麻布自身的力学性能相矛盾,因为根据混合法则,纤维强度的增加应当会增加复合材料的强度值13。 分析其原因,本研究用的增强材料是苎麻布,该布在纺织过程中已经过处理,它和文献中所用的植物纤维在某些方
49、面已存在明显差别,不能简单地根据上述文献的理 论予以解释。同时,上述文献中强调的是纤维与树脂间的结合,而复合材料的强度下降除了由于纤维与基体间结合较差的因素外,还有另一个十分重要的原因,即作 为增强材料的纤维本身的断裂,当苎麻布经过碱液处理后,苎麻纤维由于结晶度增加而变得更加坚硬而又脆弱,强度变大(见图1),但柔顺性却变差,当受到应力 作用时,这些纤维不能很好地在复合材料的界面上传递应力,从而使得这些纤维发生断裂(见图4),导致复合材料的拉伸强度和弯曲强度降低9。 相反,冲击强度实验结果(图3c)表明,适当氢氧化钠浓度及碱处理时间可使复合材料的冲击强度值提高,这可能是由于在这些情形下,纤维更易
50、维纤化,在树脂基体中的分散性更好,复合材料断裂时更易吸收能量所致9。 从图3(d)可以发现,当碱液浓度为10%、处理时间为30min和120min时,复合材料的弯曲弹性模量比未经碱液处理的复合材料有了很大提高,分别 提高26.9%和27.9%;当预处理碱液浓度为20%时,复合材料的弯曲弹性模量整体都有了更大改善,提高了65.7%80.8%;当预处理碱液浓度 为30%,预处理时间为30min时,复合材料的弯曲弹性模量为166.38MPa,达到最大值,比未经碱液处理所制得的复合材料的弯曲弹性模量提高了 110%;在预处理碱液浓度为40%时,复合材料的弯曲弹性模量也提高了24.5%68.3%,在处理
51、120min时提高了68.3%。这说明碱液预处 理对于提高复合材料的弯曲弹性模量有着很好的效果。 苎麻纤维布复合材料弯曲弹性模量的提高一方面是由于苎麻纤维经碱液预处理后,清除了纤维表面粘附的杂质及所含的果胶、木质素等成分,使纤维更加蓬松,比表 面积增大(图2b),提高了树脂与纤维的界面啮合作用;另一方面是由于室温碱处理后,中间孔洞明显增大,纤维壁厚溶胀数倍,这也可能是碱处理后模量增加的 原因14。苎麻纤维预处理的碱液浓度和时间存在一个最佳值,碱液浓度过高,复合材料的弯曲弹性模量将因麻纤维的过度损伤而下降。 图4所示为不同复合材料的冲击样品断面形貌的SEM图片。从图中可以看出,未经NaOH溶液处
52、理(图4a),复合材料断面上有明显的纤维拔出现象,说明纤 维与树脂间的结合并不牢固。而经NaOH溶液处理后,样品断面上拔出裸露的纤维减少,绝大部分纤维被树脂紧紧包裹着,纤维的断面比较平整,说明此时树脂与 纤维之间的结合强度超过了纤维自身的强度,样品的断裂可能是因为纤维的自身断裂而发生,从而验证了上述有关强度下降原因的推论。3结语 本文利用NaOH溶液处理苎麻布提高苎麻布的拉伸断裂强力及拉伸断裂伸长率,苎麻布表面杂质被去除,形貌上更加光滑蓬松。UP树脂/苎麻布复合材料的弯曲 模量及冲击强度可得到提高,复合材料的冲击断面上纤维与树脂间的结合更牢,样品断裂时,更多纤维发生扯断现象,而不象未处理复合材
53、料那样发生纤维拔出,说 明碱处理可有效改善复合材料中树脂基体与苎麻布之间的界面结合。 参考文献1 Lei Wen,LEI Wen-guang,Ren Chao. Effect of the Volume fraction of ramie cloth on the physical and mechanical properties of ramie/up resin compositeAthe 5th International Forum of Advanced Mate-rial Science and TechnologyC,China.2 B K Sarkar,Dipa Ray. E
54、ffect of the defect concentration on the im-pact fatigue endurance of untreated and alkali treated jute-vinylester composites under normal and liquid nitrogen atmosphereJCom-posites Science and Technology, 2004,24:2213-22193 S J Eichhorn,R J Young. Composite Micromechanics of hemp fibres and epoxy r
55、esin microdropletsJComposites Science and Technol-ogy,2004,64:767-772.4 Mel Richardson,Zhongyi Zhang. Nonwoven hemp reinforced compos-itesJReinforced Plastics,2001,4:40-44.5 P V Joseph,G Mathew,K Joseph et al. Mechanical properties of short sisal fibre-reinforced polypropylene composites:comparison
56、of experi-mental data with theoretical predictionJJournal of Applied Poly-mer Science,2003,88:602-6116 Annamalai Pratheep Kumar, Raj Pal Singh,Bhimrao D Sarwade. De-gradability of composites prepared from ethylene-propylene copolymer and jute fiber under accelerated aging and biotic environmentsJMat
57、erials Chemistry and Physics, 2005,92:458-4697 A Arbelaiz,B Fernndez,J A Ramos et al. Mechanical properties of short flax fibre bundle/polypropylene composites:influence of ma-trix/fibre modification,fibre content,water uptake and recyclingJComposites Science and Technology, 2005,65:1582-1592.8 Mits
58、uhiro Shibata,Koichi Ozawa,Naozumi Teramoto et al. Biocom-posites Made from Short Abaca Fiber and Biodegradable PolyestersJMacromolecular Materials and Engineering, 2003,288:35-43.9 D Ray,B K Sarkar,A K Rana,N R Bose.The mechanical properties of vinylester resin matrtix composites reinforced with al
59、kali-treated jute fibresJComposites,Part A:Applied Science and manufac-turing,2001,32:119-12710 Carmen Albano,Miren Ichazo,Jeanette Gonzlez et al. Effects of filler treatments on the mechanical and morphological behavior of PPwood flour and PPsisal fiberJMat Res Innovat,2001,4:284-29311 Jochen Gassa
60、n,Andrzej K. Bledzki Possibilities for improving the mechanical properties of jute/epoxy composites by alkali treatment of fibresJComposites Science and Technology,1999,59(9):1303-130912 Gassan J,Bledzki A K. Alkali treatment of jute fibres:relationship between structure and mechanical propertiesJ.J Appl Polym Sci,1999,71:623-629.13 雷文,任超,雷文广等.苎麻纤维布增强UP树脂复合材料的物理力学性能J南京林业大学学报(自然科学版),2007,31(1).14 王俊勃,郑水蓉,赵川等.碱处理对苎麻/醋酸纤维素复合材料的影响J.复合材料学报,2002,19(6):130-133填料的预处理阶段1、物料的预处理 在混合之前,对配方中的组分进行适当顶处理,可有效提高混合体系的均匀性。 (1)填充料的表面处理:主要用于无机填料、因无机填料与有机树脂之间的相容性不好,对无机填料进行表面处理,可提高与树脂的相容性以便更好的混匀。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
