 粉末冶金的入门
粉末冶金的入门

《粉末冶金的入门》由会员分享,可在线阅读,更多相关《粉末冶金的入门(18页珍藏版)》请在装配图网上搜索。
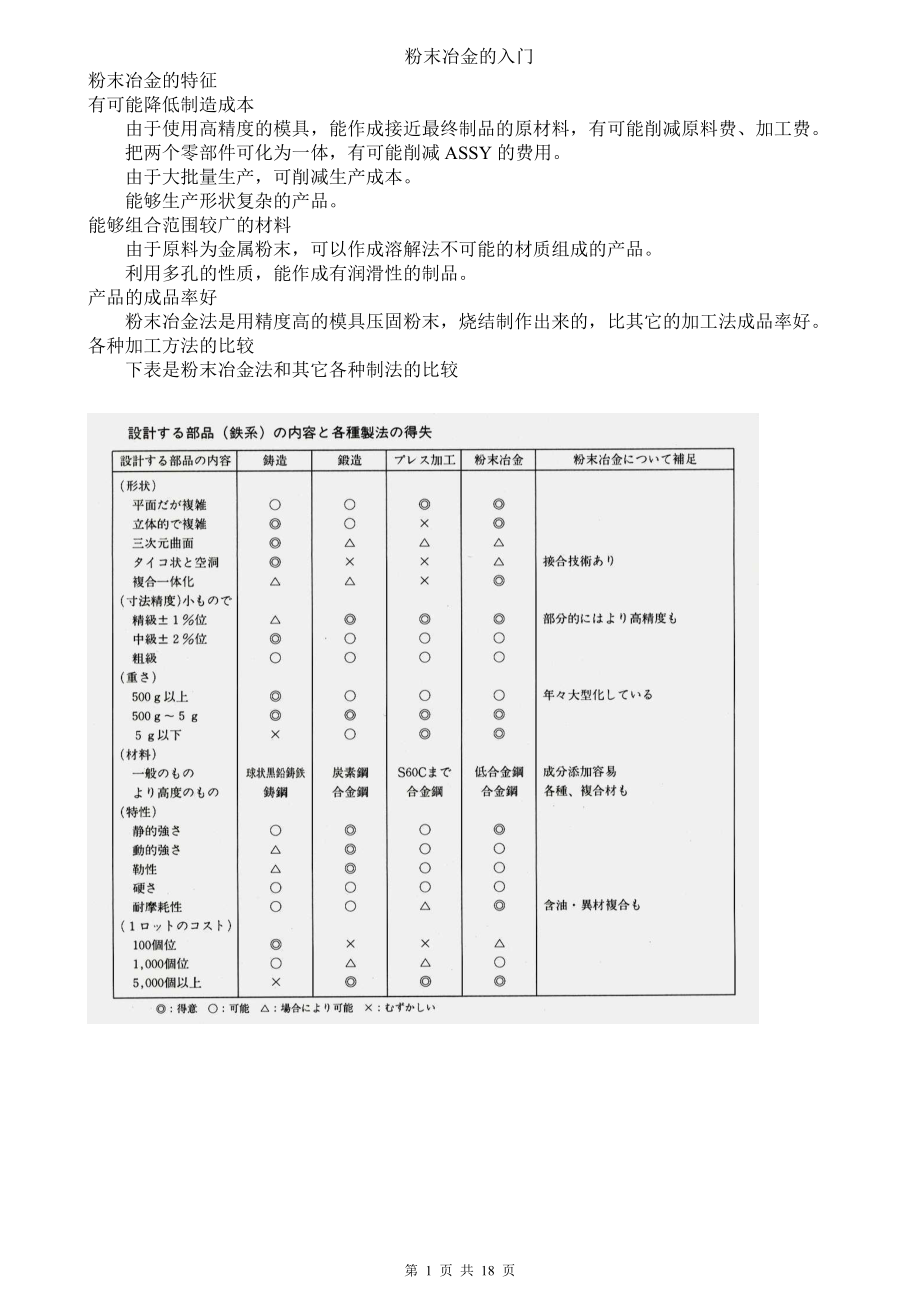
1、粉末冶金的入门粉末冶金的特征有可能降低制造成本由于使用高精度的模具,能作成接近最终制品的原材料,有可能削减原料费、加工费。把两个零部件可化为一体,有可能削减ASSY的费用。由于大批量生产,可削减生产成本。能够生产形状复杂的产品。能够组合范围较广的材料由于原料为金属粉末,可以作成溶解法不可能的材质组成的产品。利用多孔的性质,能作成有润滑性的制品。产品的成品率好粉末冶金法是用精度高的模具压固粉末,烧结制作出来的,比其它的加工法成品率好。各种加工方法的比较下表是粉末冶金法和其它各种制法的比较用粉末冶金法制作的产品 陶瓷制品 原子燃料 钻石工具 铸造 磁性材料 锻造 高融点材料机械、装置的部品加工法
2、机械加工 超硬合金烧结部分品P/M一粉末冶金 烧结机械部品 射出成形 烧结含油轴受接合 烧结电气接点切削、研削 烧结摩擦材料 烧结集电材料 其它(高速钢、锋钢AE、钛Ti) 微粉末被注目的开发 超电导材料 非晶态合金 超高纯度金属粉末冶金产品的使用例子(轴承)CD电动机用VTR电动机用钻机用榨汗机用粉末冶金用材质下列表单表示机械零部件及含油轴承用材质机械零部件用烧结材质 注:(1) 1N/m =1Mpa(2) 在化学成份里,SMS 1种相当于SUS316及SUS304相当于SMS 2种相当于SUS410。(3)其它是磷、硫黄、锰、硅素。含油轴承用烧结材质记 号含油率V O1%化 学 成 份 (
3、%)压环强度kgf / mm2F eC uS nZ nP bC其它S B F 1 118以上残3以下17以上S B F 2 118以上残5以下3以下20以上S B F 2 218以上残18253以下28以上S B F 3 118以上残0.20.63以下20以上S B F 4 118以上残5以下0.20.63以下28以上S B F 5 110以上残5以下3103以下15以上S B K 1 1121以下残812以下0.5以下20以上S B K 1 218以上1以下残812以下0.5以下15以上S B K 2 118以上1以下残611以下5以下2以下0.5以下15以上制造工序按照所规定的成分,混合各
4、种金属粉末,把这个原料粉充填到成形模具里,挤压成形制作成形体(压粉体),把这个成形体通过烧结炉加热、烧结就完成了烧结体。烧结体经过各种处理(整形、研磨、黑化、油浸),能使之提高精度、强度、硬度。关于成形上困难的形状和尺寸进行机械加工,使之达到所定的形状、精度。制造工序略图 混粉工序 所谓混粉就是混合不相同的2种粉末以上,然后再混合其它物质。在混粉作业中,特别要注意的一点,就是使之不发生偏析。关于偏析 所谓偏析,就是粉末没有均匀的混在了一起,发生分离状态。如下图,配合粉A就是原料粉a和b均匀地混在了一起,但是配合粉B的虚线部分就是原料粉a和b没有很好地混合在一起,就形成偏析。 偏析的原因 混合时
5、的不良状况由于混粉时间不充分或混粉时间过长,都能使粉末表面状况或颗粒分布发生变化,造成加工硬化等,能使粉末的特性发生变化,所以要充分地注意。运输过程的不良状况。 预先混合的粉末,从原料制造厂运输中,由于振落,使原料中沉重的粉末沉没于下面,较轻的粉末残留在上面,从而引起偏析。偏析的防止 为了防止偏析,要注入微量的主轴油,主轴油在混合中的粉末颗粒表面扩散,加强粉末之间的结合,从而难以引起偏析。混合机的种类一般使用两种混合机V型混合机把两个圆筒做成突合起的V字形,根据旋转,使内部的粉末落下混合在一起,回转数是1025rpm,混合时间2060min双锥形混合机粉末随着旋转,在圆锥内交替落下从而混合,旋
6、转数为20rpm左右,混合时间为2060分。成形工程成形是把金属粉末均匀地填充在模具里,经过加压、推出的过程,把粉末压缩成所规定的形状和尺寸。成形机的种类成形机的种类,被分为动力电动机、机械和油压机械。一般来说。根据成形动作分成种类。根据粉末挤压成形的动作,现在有两种方式大量的普及着。1、 模筒固定式成形机把上下模及模筒装于成形机上,固定中模的状态下,用上下模压缩粉末,推出的机械。2、 固定下模式成形机把模具安装于daiset里编入,它能组装在机体里,模筒为浮动式,随着上模的运动而连动,推出进行作业的机械。成形的结构粉末的成形,象左图一样把模具装于机械上,模筒里的原料,从推料器中供给,通过加压
7、上下模,完成压粉体。实际的成形过程,按照下面的顺序进行。推料器的移动 推料器按照左图箭头方向移动,原料是从漏斗式装料筒通过胶管,流动到推料器内的。原料粉的充填 推料器移动到模筒上面,原料流入到模筒内。上下模在压缩 推料器回复到原来的位置的同时,上模下降,下模上升,把模筒内的原料粉挤压成形。压粉体推出1 压缩成形后,上模升于模筒上面。压粉体推出2 下模把模筒内的压粉体推出模筒面上。 压粉体付出 推料器移动,推出压粉体的同时,向模筒充填原料粉由于反复的一连串的动作,原料粉被挤压成形,完成了所定的形状、尺寸的压粉体。成形机工作方式的种类模具的工作方式,被区分为下面的三种1、 同时压缩2、 非同时2回
8、压缩3、 非同时3回压缩实际的成形,根据产品形状、密度等选择作动方式,用最适合的方式进行作业。对下图,以凸轮机为例,共作动图线,如下图所示。其次,成形机的模具作动线图,如下图所示。同时压缩作动线图(凸轮机为例) H:充填深度 H1:压粉体的高度 UP:上加压 Lp:下加压 作动的说明 在a点上模加压开始 在e点上模加压完了 在b点下模加压开始 在c点下模加压完了 在f点拔出开始 在g点拔出完了 在h点充填开始(下模下降) 在i点下模下降到充填深度位置 在k点推料器移动开始 在l点推出压粉体开始 在m点推出完了 在lm之间充填在j点推料器后退完了。非同时2回压缩工作线图(印模set type)
9、H:充填的深度 H1:成形体的高度 UP:上加压 Lp:下加压 作动的说明 在a点上模加压开始 在d点上模加压完了 在b点台和上模同时下降,下模加压开始 在c点下模加压完了 在f点开始拔出 在g点拔出完了 在h点充填开始(台上升) 在i点台归位到充填深度为止 在k点推料器开始前进 在l点成形体开始拔出 在m点拔出完了 在lm之间充填在j点推料器后退完了。非同时3回压缩工作线图()烧结工程烧结是通过加热成形的压粉体,让构成压粉体的粉末结合起来,使其具有强度。烧结机构烧结炉烧结炉从预热带、烧结带、冷却带完成着。压粉体从预热带进入,通过烧结带,在冷却带被降温后排出炉外。预热带:通过加热放飞压粉体内的
10、润滑剂。烧结带:在规定的温度里保持一定的时间,使粉末之间结合起来。冷却带:在烧结带被加热的烧结体冷却到接近室温的温度。烧结体的种类作为烧结零部件的量产炉,Meshbelt式烧结和Pusher式烧结炉广泛地被使用,不锈钢烧结使用真空烧结炉Meshbelt式烧结炉把成品体从送入到送出放在不锈钢网状的转动带上,以自动送入方式。使用温度:最高1150Pusher式烧结炉把压粉体放入石墨框里,推进装置一个个地送入烧结炉内。使用温度:最高1300烧结温度各种材料的烧结在下图温度的范围烧结。烧结温度,是在被烧结金属溶点的80%温度位上进行烧结.譬如,某个金属熔点(固体到液体变化的温度)在1000时,它的80
11、%,即800位设定烧结温度。但是实际的烧结温度随着原料的不同而各种各样,其理由是使用粉末冶金单体原料的很少,使用混合2种以上的金属粉末较多,所以设定烧结温度要把所含金属的融点都要考虑进去。因此,烧结温度过低,就会发生未完全烧结,强度不够;相反,温度过高,就会发生烧结粗糙、异常收缩。所以,搞错烧结温度的话,烧结后尺寸不良,性能发生变化,故要十分注意温度管理。气氛煤气产品在烧结中为了防止氧化,向烧结炉内放气氛煤气。产品在烧结炉内被气氛煤气包围,在这种状态下被高温烧结。放气氛煤气的意义物质与氧结合叫氧化,相反把氧分离出去叫做还原。加热物质,物质和氧存在结合的性质(氧化),成形体在烧结过程中起氧化反应
12、的话,烧结就无法进行。产品本来的特性就无法发挥,就会发生不良情形。为了防止这种氧化,有必要向炉内放气氛煤气。气氛煤气的种类一般在粉末冶金中,大量使用分解氨气和煤气。其它也有混合使用氢气和氮气的时候。分解氨气分解氨气,是通过加热氨气和催化剂触媒中,把氨气分解成氢(H2)75%、氮(N2)25%的强还原性煤气,一般叫做AX煤气。变成煤气变成煤气,沼气(CH4)丁烷混合资(C4H10)丙烷(C3H8)等和空气混合,通过过度加热的触媒中。是氢(H2)30-40%,一氧化碳煤气(CO)20-25%,由氮(N2)35-50%组成的弱还原性的煤气。由于原料煤气和空气的混合比率的改变,都能变成渗碳性煤气和脱炭
13、性煤气。一般叫做RX煤气渗碳和脱炭所谓渗碳,就是烧结中的产品含炭量超过所需比例的现象,渗碳过的产品硬度增加,特性发生变化,使之发生不良状况,如:轴承跟轴的硬度的不平衡,可发生磨损。所谓脱炭,就是烧结中的产品消除的炭现象,脱炭过的产品硬度低,会出现硬度不足等不良情况。综上所述,气氛煤气的使用,是为防止烧结中的氧化,脱炭等。也就是为了防止烧结中产品变色及产品性能的变化。整形所谓整形,把烧结体再次放入模具内压缩,从而得到所定的尺寸、形状。烧结后的产品从尺寸和形状上发生了变化,达不到图纸所要求的尺寸和形状,为了矫正尺寸和变形,有必要把烧结体再次放入模筒里进行整形。整形的结构把烧结体放入模具里,给上下模
14、施加压力,烧结体在模筒里被挤压,使烧结体的变形和尺寸得以矫正。整形的方法,有整形和整形的2种方法。整形法把烧结体的尺寸比最终制品的尺寸大一些,整形把其塞入模具里挤压,达到精度。整形法把烧结体的尺寸做成比最终制品的尺寸小一些,塞入模具里挤压达到精度。整形是根据产品的形状及被要求的特性等,选出相应的方法。真空油浸对尺寸和形状满足图纸要求的产品,进行油的含浸,这种工序称为真空含油。真空油浸的结构 下图a,图示与轴承表面相连的空孔,假定在真空含油机里产品被浸在油中的状态。然后,盖上含油机的盖子,抽去机里的空气。如图b一样把产品内的空气,从与表面相连的连续的空孔内向油中抽出。经过一定的时间后,把空气返还
15、到真空机内,如图C在空气消掉的空孔内,油被吸入,达到含浸。 烧结含油轴承的工作原理正常工作轴承,需要润滑油。锻造的金属的轴承,平时一边加油一边使用。另一方面,因为烧结含油轴承,其自体有空孔,在空孔里就被含浸润滑油,旋转这个油循环使用,从而起到润滑作用。静止状态当轴没有转动停止状态时,由于自重与轴承接触,润滑油被轴承的空孔吸入。转动时轴开始旋转时,由于轴与轴承的摩擦,油就膨胀,从轴承里流出来起到润滑作用。停止时轴承的油,根据毛细管作用再次被轴承空孔吸收。一次油浸和真空油浸的不同点烧结工序后的1次油浸和真空油浸的不同点,1次油浸的目的,是为了加工时防止模具的磨损、压伤、防锈。真空油浸是在加工完毕产品出货前进行。特别是含油轴承经过真空油浸的润滑油,有着左右轴承的特性的重要作用。没有被充分含浸过的产品,在使用时会发生致命的不良状况。工序不良主要原因C成形烧结整形加工油浸洗浄包装碎料崩损裂纹伤刮伤毛刺凹凸変色异物附着原料残粉煤附着纤维附着噴砂粉残余切削干研磨粉残余过烧过烧结起泡尺寸不良外径内径全长径跳鍔厚軸長段長摺动面長度不良未加工品混料整形穴明攻牙切削异品混料异物混料指示不同工序不同油名不同其他用錯原料比重不同烧结条件不同密度含油率不良油孔不良读数错误:直接主要原因的工序:间接主要原因的工序 第 18 页 共 18 页
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
