《机械制造工艺学课程设计设计“轴”零件的机械加工工序卡片》由会员分享,可在线阅读,更多相关《机械制造工艺学课程设计设计“轴”零件的机械加工工序卡片(9页珍藏版)》请在装配图网上搜索。
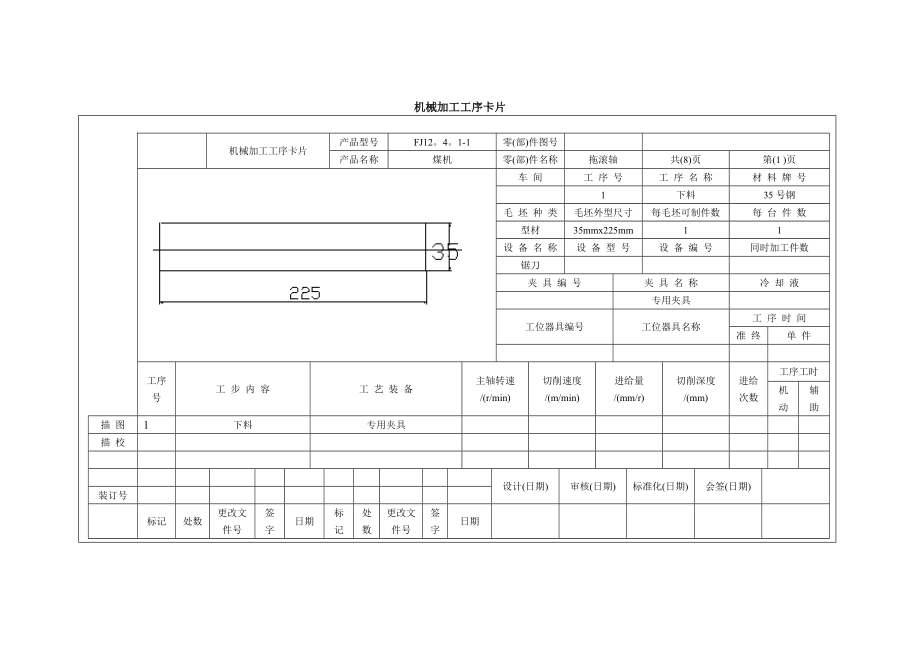
1、机械加工工序卡片 机械加工工序卡片产品型号FJ12。4。1-1零(部)件图号产品名称煤机零(部)件名称拖滚轴共(8)页第(1 )页车 间工 序 号工 序 名 称材 料 牌 号1下料35号钢毛 坯 种 类毛坯外型尺寸每毛坯可制件数每 台 件 数型材35mmx225mm11设 备 名 称设 备 型 号设 备 编 号同时加工件数锯刀夹 具 编 号夹 具 名 称冷 却 液专用夹具工位器具编号工位器具名称工 序 时 间准 终单 件工序号工 步 内 容工 艺 装 备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)切削深度/(mm)进给次数工序工时机动辅助描 图1下料专用夹具描 校设计(
2、日期)审核(日期)标准化(日期)会签(日期)装订号标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片 机械加工工序卡片产品型号FJ12C.4.1-1零(部)件图号产品名称煤机零(部)件名称拖滚轴共( 8 )页第( 3 )页车 间工 序 号工 序 名 称材 料 牌 号3车外圆35号钢毛 坯 种 类毛坯外型尺寸每毛坯可制件数每 台 件 数型材35225mm1 1设 备 名 称设 备 型 号设 备 编 号同时加工件数卧式车床CA61401夹 具 编 号夹 具 名 称冷 却 液 三角卡盘 工位器具编号工位器具名称工 序 时 间准 终单 件工步号工 步 内 容工 艺 装 备主轴转速/(
3、r/min)切削速度/(m/min)进给量/(mm/r)切削深度/(mm)进给次数工序工时机动辅助描 图1粗车外圆专用车夹具12001310.562.52描 校设计(日期)审核(日期)标准化(日期)会签(日期)装订号标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片 机械加工工序卡片产品型号FJ12C.4.1-1零(部)件图号产品名称煤机零(部)件名称拖滚轴共( 8 )页第( 3 )页车 间工 序 号工 序 名 称材 料 牌 号4车外圆35号钢毛 坯 种 类毛坯外型尺寸每毛坯可制件数每 台 件 数型材35225mm1 1设 备 名 称设 备 型 号设 备 编 号同时加工件数卧
4、式车床CA61401夹 具 编 号夹 具 名 称冷 却 液 三角卡盘 工位器具编号工位器具名称工 序 时 间准 终单 件工步号工 步 内 容工 艺 装 备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)切削深度/(mm)进给次数工序工时机动辅助描 图1粗车外圆专用车夹具12001310.562.52描 校设计(日期)审核(日期)标准化(日期)会签(日期)装订号标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片 机械加工工序卡片产品型号FJ12C.4.1-1零(部)件图号产品名称煤机零(部)件名称拖滚轴共( 8)页第( 4 )页车 间工 序 号工 序 名 称
5、材 料 牌 号6修磨中心孔35号钢毛 坯 种 类毛坯外型尺寸每毛坯可制件数每 台 件 数型材35mm225mm11设 备 名 称设 备 型 号设 备 编 号同时加工件数车床CA6140夹 具 编 号夹 具 名 称冷 却 液专用夹具工位器具编号工位器具名称工 序 时 间准 终单 件工序号工 步 内 容工 艺 装 备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)切削深度/(mm)进给次数工序工时机动辅助描 图1修磨专用修磨夹具1201描 校设计(日期)审核(日期)标准化(日期)会签(日期)装订号标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片 机械加工工序
6、卡片产品型号FJ12C.4.1-1零(部)件图号产品名称煤机零(部)件名称拖滚轴共( 8)页第( 5)页车 间工 序 号工 序 名 称材 料 牌 号7精车35号钢毛 坯 种 类毛坯外型尺寸每毛坯可制件数每 台 件 数设 备 名 称设 备 型 号设 备 编 号同时加工件数卧式车床CA6410夹 具 编 号夹 具 名 称冷 却 液双顶尖工位器具编号工位器具名称工 序 时 间准 终单 件工序号工 步 内 容工 艺 装 备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)切削深度/(mm)进给次数工序工时机动辅助描 图1精车专用夹具5001560.030.11描 校设计(日期)审核(
7、日期)标准化(日期)会签(日期)装订号标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片 机械加工工序卡片产品型号FJ12C.4.1-1零(部)件图号产品名称煤机零(部)件名称拖滚轴共(8 )页第( 6)页车 间工 序 号工 序 名 称材 料 牌 号835号钢毛 坯 种 类毛坯外型尺寸每毛坯可制件数每 台 件 数型材35225mm11设 备 名 称设 备 型 号设 备 编 号同时加工件数卧式铣床X60夹 具 编 号夹 具 名 称冷 却 液专用夹具工位器具编号工位器具名称工 序 时 间准 终单 件工序号工 步 内 容工 艺 装 备主轴转速/(r/min)切削速度/(m/min)
8、进给量/(mm/r)切削深度/(mm)进给次数工序工时机动辅助描 图1铣平面立式铣刀,专用夹具1506.50.03531描 校设计(日期)审核(日期)标准化(日期)会签(日期)装订号标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片 机械加工工序卡片产品型号FJ12。4。1-1零(部)件图号产品名称煤机零(部)件名称拖滚轴共( 8 )页第(7)页车 间工 序 号工 序 名 称材 料 牌 号10扩孔35号钢毛 坯 种 类毛坯外型尺寸每毛坯可制件数每 台 件 数型材35mmx225mm11设 备 名 称设 备 型 号设 备 编 号同时加工件数卧式钻床Z5125夹 具 编 号夹 具
9、 名 称冷 却 液专用夹具工位器具编号工位器具名称工 序 时 间准 终单 件工序号工 步 内 容工 艺 装 备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)切削深度/(mm)进给次数工序工时机动辅助描 图1钻孔专用夹具971060.30.251描 校设计(日期)审核(日期)标准化(日期)会签(日期)装订号标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片 机械加工工序卡片产品型号FJ12。4。1-1零(部)件图号产品名称煤机零(部)件名称拖滚轴共( 8 )页第(8)页车 间工 序 号工 序 名 称材 料 牌 号9扩孔35号钢毛 坯 种 类毛坯外型尺寸每毛坯可制件数每 台 件 数型材35mmx225mm11设 备 名 称设 备 型 号设 备 编 号同时加工件数卧式钻床Z5125夹 具 编 号夹 具 名 称冷 却 液专用夹具工位器具编号工位器具名称工 序 时 间准 终单 件工序号工 步 内 容工 艺 装 备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)切削深度/(mm)进给次数工序工时机动辅助描 图1扩孔孔专用夹具140450.221描 校设计(日期)审核(日期)标准化(日期)会签(日期)装订号标记处数更改文件号签字日期标记处数更改文件号签字日期
 机械制造工艺学课程设计设计“轴”零件的机械加工工序卡片
机械制造工艺学课程设计设计“轴”零件的机械加工工序卡片