《ASME压力容器工艺评定试板取样尺寸》由会员分享,可在线阅读,更多相关《ASME压力容器工艺评定试板取样尺寸(6页珍藏版)》请在装配图网上搜索。
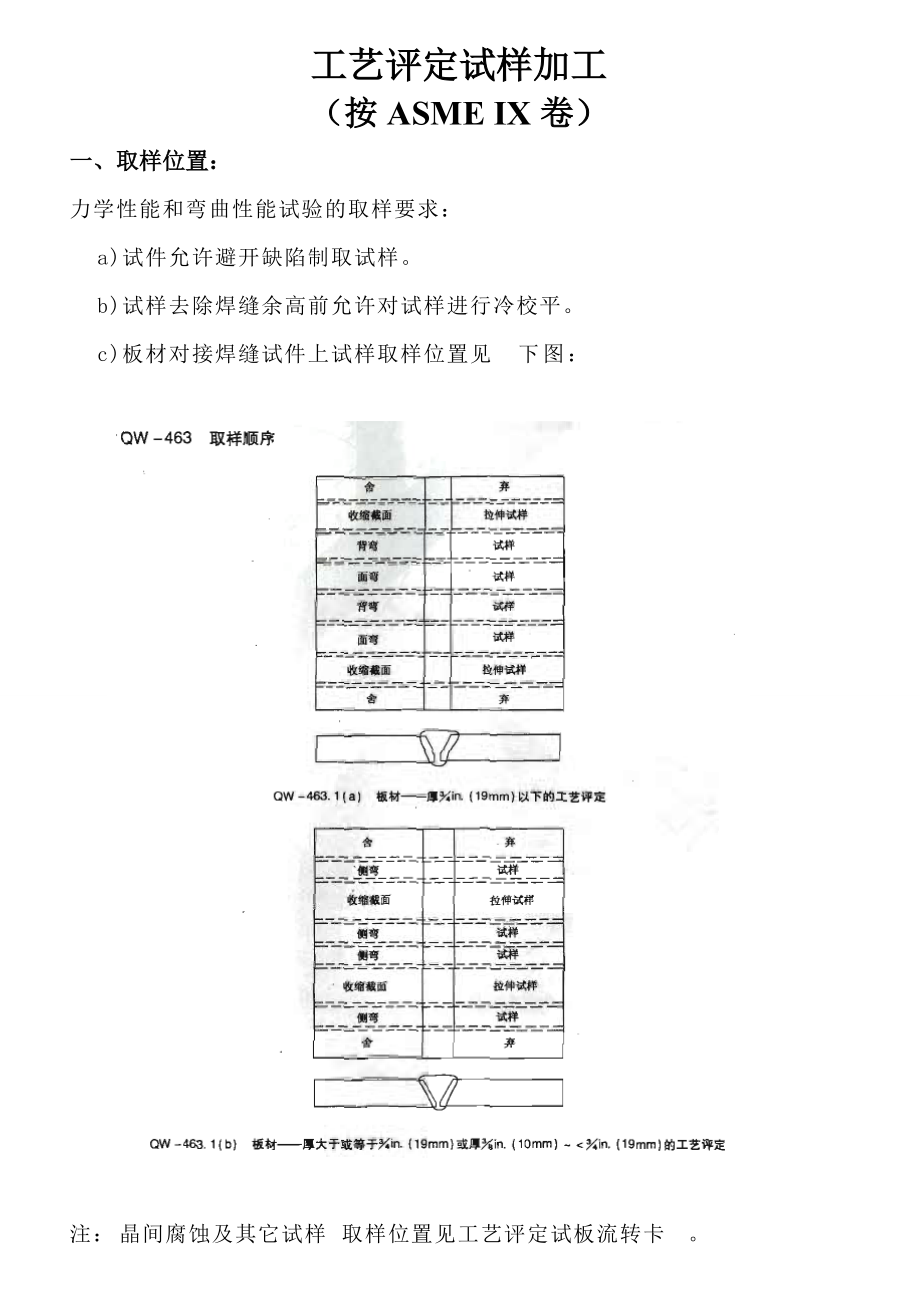
1、工艺评定试样加工(按ASME IX卷)一、取样位置:力学性能和弯曲性能试验的取样要求: a)试件允许避开缺陷制取试样。 b)试样去除焊缝余高前允许对试样进行冷校平。 c)板材对接焊缝试件上试样取样位置见下图:注:晶间腐蚀及其它试样取样位置见工艺评定试板流转卡。二、板对接拉伸试样取样和加工要求: a)试样的焊缝余高应以机械方法去除,使之与母材齐平。试样厚度应等于或接近试件母材厚度T。 b)厚度小于或等于25mm的试件,采用全厚度试样进行试验。c)当试验机受能力限制不能进行全厚度的拉伸试验时,则可将试件在厚度方向上均匀分层取样,等分后制取试样厚度应接近试验机所能试验的最大厚度。等分后的两片或多片试
2、样试验代替一个全厚度试样的试验(当工艺评定试板流转卡拉伸试样数量要求大于2时则需分层取样)。注:S试样厚度,mm;hk焊缝最大宽度,mm;h夹持部分长度,根据试验机夹具而定,mm。三、板对接弯曲试样试样加工要求: 试样的焊缝余高应采用机械方法去除,面弯、背弯试样的拉伸表面应齐平,去除余高前允许采用冷校平。试样形式: a)面弯和背弯试样1. 材料为P-No.23,F-No.23或P-No.35时试件厚度T3mm时,试样厚度T与y相等;T3mm时,y3mm,从试样受压面加工去除多余厚度;2. 其它所有材料厚度T10mm时,试样厚度T与y相等;T10mm时,y10mm,从试样受压面加工去除多余厚度;
3、 面弯试样 背弯试样注:1 试样长度L160mm;2 板材试样宽度B=38mm;3 试样拉伸面棱角R3mm。)b)横向侧弯试样。 1.当试件厚度T为1038mm时,试样宽度等于试件厚度。当试件厚度T大 于38mm时,允许沿试件厚度方向分层切成宽度为1938mm 等宽的两片 或多片试样的试验代替一个全厚度侧弯试样的试验(详见工艺流转卡)。2.材料为P-No.23,F-No.23或P-No.35时试样宽度W3mm,T=t;3.除上述2所述材料,其它所有材料试样W10mm,从试样受压面加工去除 多余厚度; 横向侧弯试样注:3.试样长度L160mm;4.试样拉伸面棱角R3mm。4、 板对接冲击试样a)
4、试样取向:试样纵轴应垂直于焊缝轴线,缺口轴线垂直于母材表面。b)取样位置:在试件厚度上的取样位置(厚度小于等于38mmnn情况)见下图,不锈钢复合板冲击试样只对基层焊缝区及热影响区取冲击试样。 注:l T38mm时,t11.5mm(仅限焊缝区)。2 厚度大于38mm时 取3组(每组仍为3个)试样 一组取焊缝热影响区(与T38mm时相同取样尽可能包括更多的热影响区) 另一组取距焊缝表面1.2mm处 另一组取焊缝的另一表面至中心的中间部分.ASTM、ASME材料的冲击试样:902mmL/210mm4555mm10mmL (a) 标准全尺寸试样 试样尺寸要求(a)允许偏差如下:缺口长对边缘902相等
5、侧面应成9010横截面尺寸0.075mm试样长度L+0,-2.5mm缺口中心线L/21mm缺口角度1缺口半径0.025m缺口深度0.025m粗糙度在缺口表面和背面2m。在其他两个表面4m7.5mm6.7mm5mm3.3mm2.5mm10mm2mm (b) 标准小尺寸试样(b) 对小尺寸试样,除上面所示宽度改变外公差是1, 标准试样的所有尺寸和公差保持不变。标准号主要材质板厚试样尺寸备注A240/SA240A240/SA240-304A240/SA240-304LA240/SA240-316A240/SA240-316LA240/SA240-310SA240/SA240-321A240/SA240-410SA240/SA240-S31803A240/SA240-S32205A/SA516Gr70A/SA612等11101055板厚方向尽量取较大尺寸,冲击试样轴线尽量位于1/4板厚处109.0105598.0105587.5105576.0105565.0105554.0105543.3105532.51055
 ASME压力容器工艺评定试板取样尺寸
ASME压力容器工艺评定试板取样尺寸