《螺纹孔的加工步骤1》由会员分享,可在线阅读,更多相关《螺纹孔的加工步骤1(3页珍藏版)》请在装配图网上搜索。
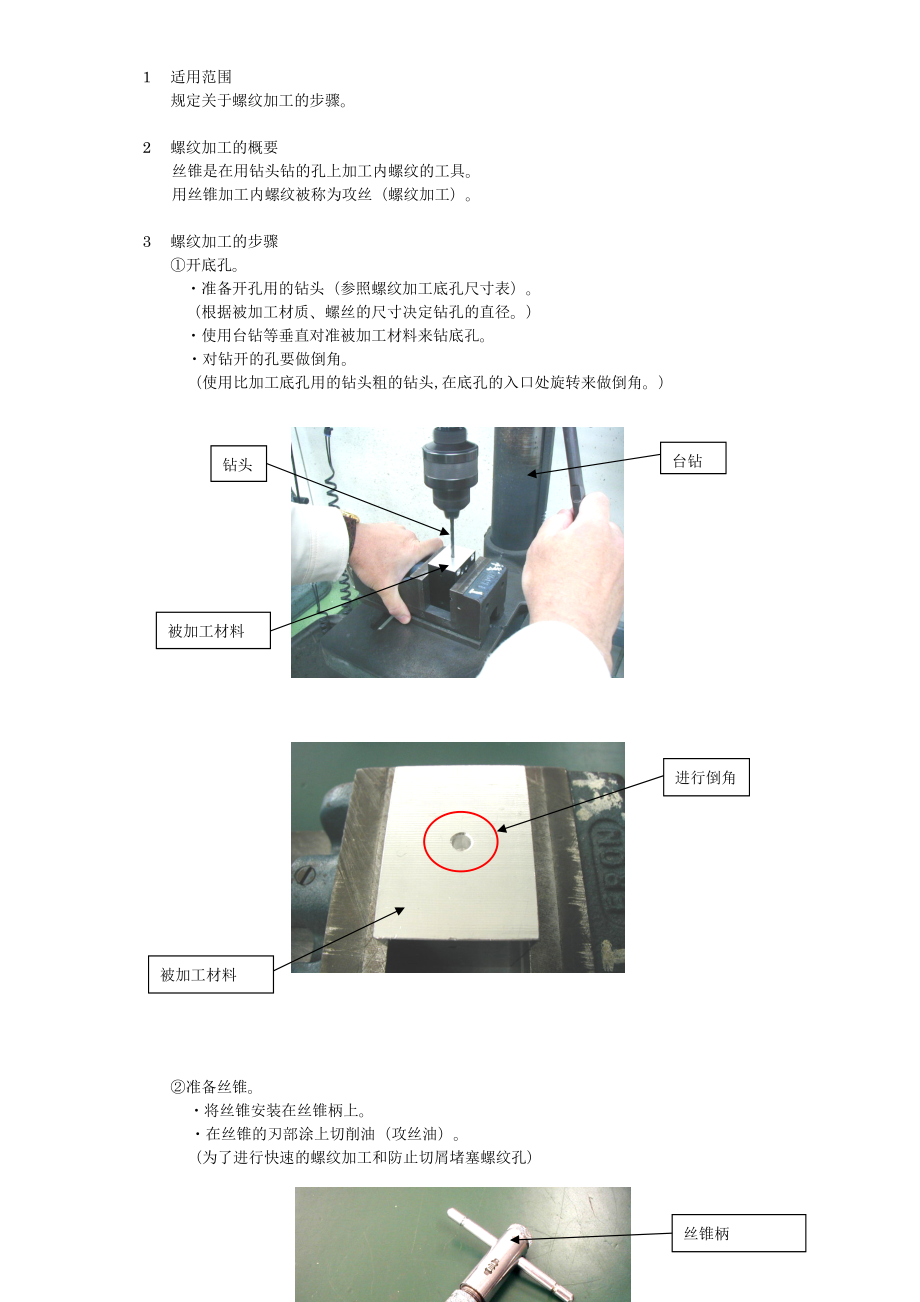
1、1 适用范围规定关于螺纹加工的步骤。2 螺纹加工的概要丝锥是在用钻头钻的孔上加工内螺纹的工具。用丝锥加工内螺纹被称为攻丝(螺纹加工)。3 螺纹加工的步骤开底孔。准备开孔用的钻头(参照螺纹加工底孔尺寸表)。(根据被加工材质、螺丝的尺寸决定钻孔的直径。)使用台钻等垂直对准被加工材料来钻底孔。对钻开的孔要做倒角。(使用比加工底孔用的钻头粗的钻头,在底孔的入口处旋转来做倒角。)钻头台钻被加工材料进行倒角被加工材料准备丝锥。将丝锥安装在丝锥柄上。在丝锥的刃部涂上切削油(攻丝油)。(为了进行快速的螺纹加工和防止切屑堵塞螺纹孔)丝锥柄丝锥在丝锥的刃部涂上切削油(攻丝油)。将丝锥咬在被加工材料上。将丝锥垂直对
2、准被加工材的底孔,然后按着向右旋转,将丝锥咬在被加工材料上。(如果将丝锥斜着咬在被加工材料上的话,即使底孔是垂直开的,内螺纹也是斜的。)丝锥柄压着向右旋转丝锥被加工材料攻丝(进行螺纹加工)。 一边将丝锥向右转一边向里拧进去。 大约转动一圈后向回转动半圈,重复这样的动作来进行攻丝。(如果一直向里拧的话, 丝锥的转动在中途就会沉重,这样强转下去的话, 丝锥就会断掉。) 将丝锥穿透被加工材料或到螺丝所需深度为止,将丝锥向左转动,从被加工材料上将丝锥拔出来。 拔出丝锥后,除去被加工材料的切屑、切削油,并确认内螺纹的加工状态。 将粘在丝锥刃部的切屑、切削油清除干净。4 丝锥的种类关于丝锥,如下图所示有三
3、种。头锥二锥三锥丝锥头的锥状程度不同。丝锥原则上是按头、二、三锥的顺序来使用,但是对于6以下的螺纹加工,通常只需要二锥加工就可以完成。5 注意事项 加工底孔时(使用台钻时)不要带手套。 带上防尘眼镜。 加工底孔时,要先确认使用的是适用于被加工材料的钻头(钻的刀头)。 根据被加工材料、螺丝的大小来确定钻孔的直径。 8以上的螺纹加工,要按照头、二、三锥的顺序进行作业。 螺纹加工时,一定要在丝锥上涂抹切削油。 在清除切屑时,不要用手指、抹布,一定要用压缩气、刷子等清除。 要小心地进行操作,以免把丝锥弄断。6 螺纹加工底孔尺寸表(单位mm)螺丝的尺寸钢不锈钢铜铝铸铁树脂备注M20.41.61.6M2.60.452.22.2M30.52.62.5M40.73.43.3M50.84.34.2M61.05.25.1M81.256.96.8M101.58.78.5M121.7510.510.3M142.012.312.1M162.014.314.17 改订履历
 螺纹孔的加工步骤1
螺纹孔的加工步骤1