《专用精压机课程设计标准沐风书苑》由会员分享,可在线阅读,更多相关《专用精压机课程设计标准沐风书苑(17页珍藏版)》请在装配图网上搜索。
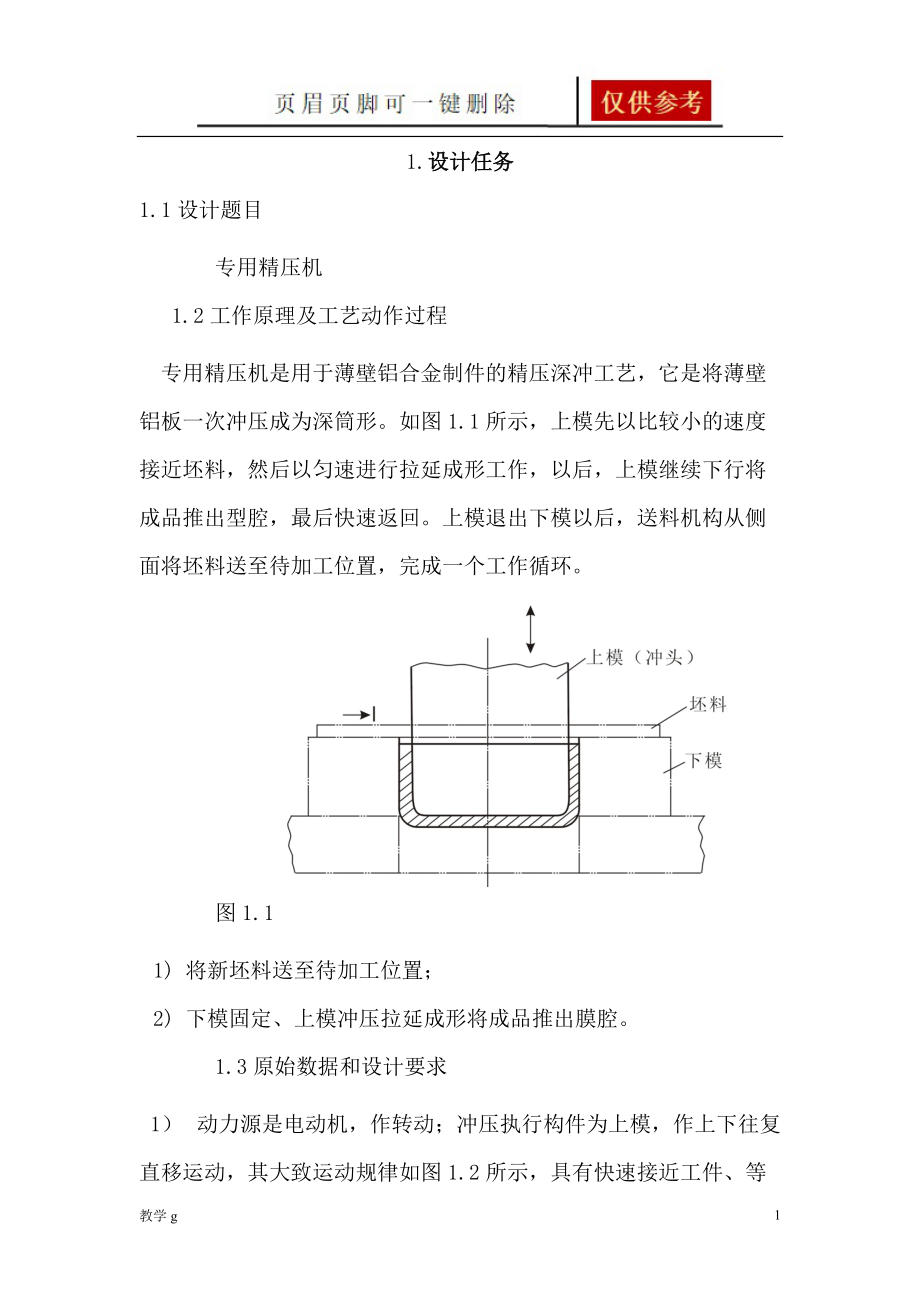
1、1.设计任务1.1设计题目专用精压机 1.2工作原理及工艺动作过程专用精压机是用于薄壁铝合金制件的精压深冲工艺,它是将薄壁铝板一次冲压成为深筒形。如图1.1所示,上模先以比较小的速度接近坯料,然后以匀速进行拉延成形工作,以后,上模继续下行将成品推出型腔,最后快速返回。上模退出下模以后,送料机构从侧面将坯料送至待加工位置,完成一个工作循环。图1.11) 将新坯料送至待加工位置;2) 下模固定、上模冲压拉延成形将成品推出膜腔。1.3原始数据和设计要求1) 动力源是电动机,作转动;冲压执行构件为上模,作上下往复直移运动,其大致运动规律如图1.2所示,具有快速接近工件、等速工作进给和快速返回的特性。2
2、) 精压成形制品生产率约每分钟70件。 3) 上模移动总行程为280 mm,其拉延行程置于总行程的中部,约100 mm。4) 行程速比系数K1.3。5) 坯料输送的最大距离200 mm。6) 上模滑块总质量40 kg,最大生产阻力为5000 N,且假定在拉延区内生产阻力均衡;7) 设最大摆动件的质量为40kg/mm,绕质心转动惯量为2 kgm2/mm,质心简化到杆长的中点。其它构件的质量及转动惯量均忽略不计;8) 传动装置的等效转动惯量(以曲柄为等效构件,其转动惯量设为30 kgm2,机器运转许用不均匀系数为0.05) 1.4设计任务 1)按工艺动作要求拟定动作循环图。 2)进行送料机构、冲压
3、机构的选型。 3)机械运动方案的评价和选择。 4)按选定的电动机和执行机构运动参数拟定机械传动方案。 5)进行飞轮设计。 6)画出机械运动方案简图。 7)对传动机构和执行机构进行运动尺寸计算。 2.系统传动方案设计2.1原动机类型的选择 本机构加工的主要是铝合金制件,且需要一次冲压成型。故机构需要较大的冲压力来实现。同时保证其精压的质量,机构需要匀速的冲压过程,因此我们采用具有较好的传动性和较高接触强度的齿轮机构。考虑到工作效率的要求,采用曲柄滑块机构送料,为了使整个机构能够快速、紧密、平稳地运行,需要机构各个部分必须相互配合,并且足够稳定。2.2主传动机构的选择(1)、 推板送料 由曲柄滑块
4、送料机构的推板将待加工件推至预定的工作位置。(2)、 上、下模冲压工件 摆动导杆冲压机构在送料机构完成送料回程时已经进入冲压工作阶段。上模滑块先快速接近工件,接近时在以等速对其进行冲压,而下模在等速冲压时恰好达到极限位置,顶住工件实现精压。(3)、 上模滑块急回、下模向上顶出工件 上模滑块机构急回向上退回,下模滑块则由原本的最低极限位置向上运动,将精压好的成品向上顶出。(4)、 推板送料并将成品推至下工作台 曲柄滑块送料机构完成一次送料后再次送料,而此时成品已被下模顶出下一个加工工件恰好将成品推至下工作台。同时将新工件送至预定加工位置。3 执行机构的选择与比较3.1执行机构方案的比较1、 送料
5、机构的选择送料机构实现间歇送料可采用凸轮机构、凸轮连杆组合送料机构、槽轮机构等。方案一:选用凸轮机构方案一中,凸轮机构的缺点是凸轮廓线与推杆之间为点接触,线接触,易磨损,并且凸轮机构制作比较困难。方案二:选择曲柄滑块机构方案二中,运动副元素为面接触,压力较小,承载能力较大,润滑好,磨损小,加工制造较容易2冲压机构的选择冲压机构为保证等速拉延、回程快速的要求,可采用导杆加摇杆滑块的六杆机构、铰链四杆加摇杆滑块的六杆机构、齿轮连杆冲压机构等。方案一:选用曲柄滑块机构该方案自由度为一,自由度等于原动件数,能够满足传动要求,结构简单,装配较容易,但一级传动角较小,机构传力性能差。方案二: 四连杆机构+
6、摇杆滑块机构该方案自由度等于原动件数,能够满足传动要求,加压时间较短,一级传动角最大,效率高,成本低,工作平稳性一般.方案三:四杆机构+曲柄滑块机构方案一、二、三都能实现急回运动,综合考虑机构的力学性能和制作成本,选用方案三。2、 顶杆机构的选择凸轮机构设计顶杆机构的目的为了使成品推出型腔,选用下图的凸轮机构,能够满足条件。3.2执行机构方案的确定在所有方案全部提出后,小组进行了对比。各个方案都由不同的基础机构组合而成,且基本都可完成设计要求的运动。但是考虑到后期的建模,分析等的方便,最后小组经过讨论,决定送料机构选择方案一,冲压机构选择方案三,顶杆机构选择凸轮机构。4.系统总体运动方案的比较
7、分析确定41电动机5主滑块2飞轮6凸模3带轮传动7凹模4齿轮8坯料5.拟定工作循环图从循环图看出,推杆和上模正行程同时开始,但推杆送料时间短,在开始冲压前送料已经完毕,同时在上模回程一小段时间后顶杆开始顶出成型品,在下一个运动周期开始时顶杆完成正行程。机构运动尺寸计算1、 冲压机构1 传动四杆机构的尺寸计算按照设计要求,摆杆质量为40kg/m,绕质心转动转动惯量为2kg m2 ,所以根据计算式112 40 c3 = 2 C 0.843 m取K=1.4 ,设计摆杆摆脚为 = 60。 ,由课本P120图8-20 查得此时最小传动角最大取值maxmin 33。 ,46。 参考课本p136式8-25则
8、=180。(k 1)/(k+1)=30。 a/d=sin30。sin(15。+46。)/cos(30。-15。) = 0.4527b/d= sin30。sin(15。+46。)/sin(30。-15。) =0.9366c/d = 1可得:a = 0.382m b = 0.790m c = d = 0.843m2 冲模连杆滑块机构尺寸计算在刚结束冲压时(图中粗实线所示),OA与水平夹角为30。 ,并且冲块和连杆在一条直线上。 回程结束时(图中虚线所示)OA极限位置在OA处,AB处于AB处。由几何关系可知:AB = 140 + OAsin30。AB2= OA2+ OA2cos30。2解得OA =
9、170.135mmAB = 225.067mm3 传动机构运动分析设计要求精压机生产效率为70件/min ,则曲柄转动周期为T=0.857s ,曲柄平均角速度 =7.33 rad/s 。冲块正行程时间:t =T(180 +)/360。= 0.5s回程时间:t = T t = 0.357s2、 送料机构1 送料机构尺寸由设计要求坯料输送距离需达到200mm,所以2a = 200mm a = 100mmb杆长选取为200mm2 运动分析为保证送料和冲模运动一致,其周期也应为T = 0.857s3、 顶杆机构顶杆机构采用凸轮传动,凸轮推程角为80。,推程时间为t = 80。/360。= 0.19s
10、回程角设计为60。,时间约为0.143s ,使其能快速回程,避免和冲块,送料机构碰撞。工作廓线的设计由课本P163式9-17得X,= x-rrcos y, = y-rrsin其中:sin=(dx/d)(dx/d)2+(dy/d)2cos=-(dy/d)(dx/d)2+(dy/d)2推程段 1=0,80.dx/d=(ds/ d)sin1 +(r0+s)cos1=(2h/)1-cos41sin1+(r0+s)cos1dy/d=(ds/ d)cos1-(r0+s)sin1=(2h/)1-cos41 cos1+(r0+s) sin1远休止 2=0,10.dx/d=(r0+s)cos(/2+2)dy/d=-(r0+s)sin(/2+2)回程阶段3=0,60.dx/d=(ds/ d)sin(3+)+(r0+s)cos(3+)=(810h32/3-4860 h33/4+7290 h34/5)sin(+ )+ (r0+s) cos(3+)dy/d=(810h32/3-4860 h33/4+7290 h34/5)cos(3+ - (r0+s)cos(3+)近休止 4=0,210. dx/d=(r0+s)cos(4/3+4)dy/d=-(r0+s)sin(4/3+4)通过计算得出凸轮工作廓线各点坐标得出凸轮廓线。17教学g
 专用精压机课程设计标准沐风书苑
专用精压机课程设计标准沐风书苑