《三角圆弧轴的铲磨加工及其控制凸轮的设计》由会员分享,可在线阅读,更多相关《三角圆弧轴的铲磨加工及其控制凸轮的设计(10页珍藏版)》请在装配图网上搜索。
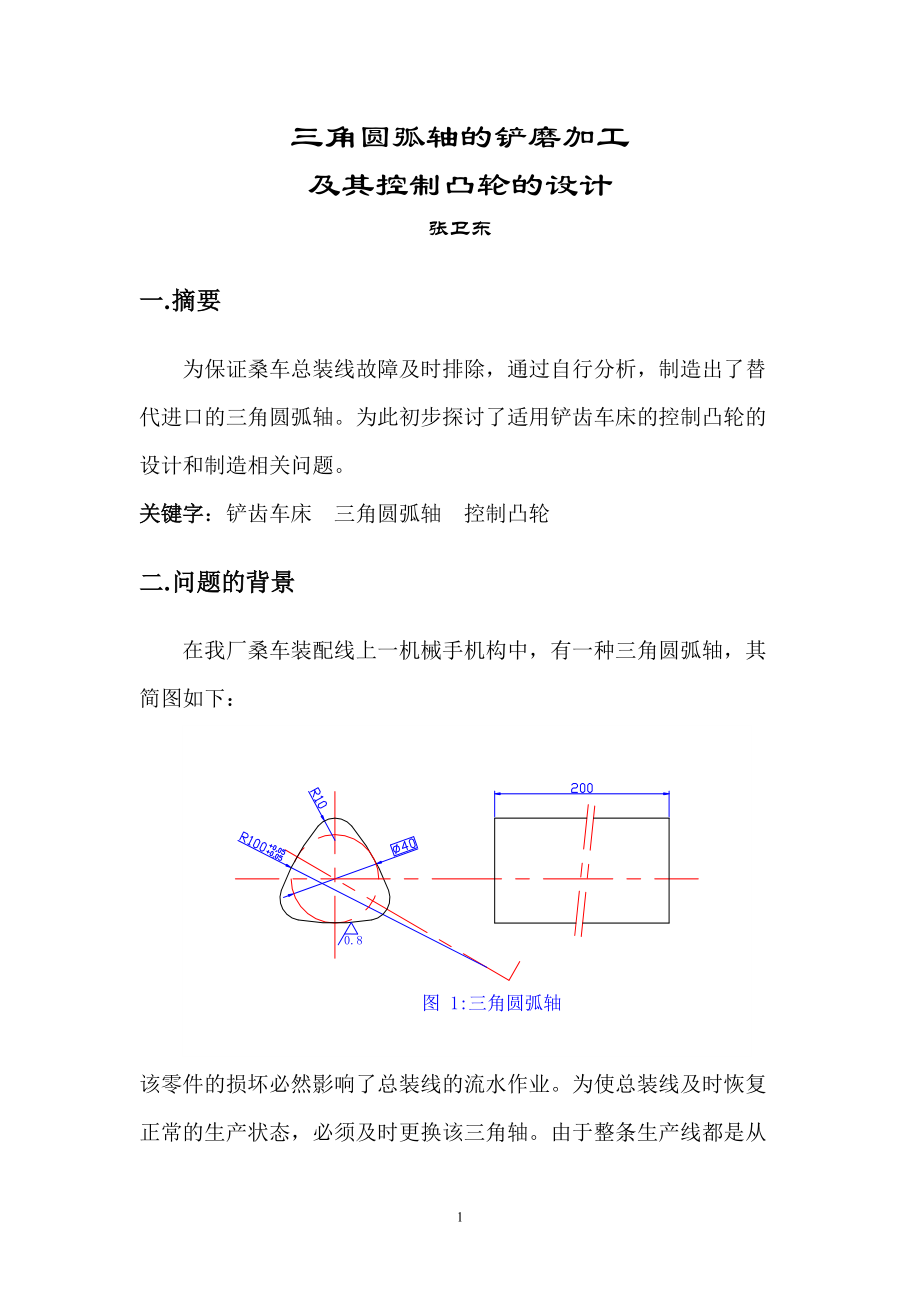
1、三角圆弧轴的铲磨加工及其控制凸轮的设计张卫东一. 摘要为保证桑车总装线故障及时排除,通过自行分析,制造出了替代进口的三角圆弧轴。为此初步探讨了适用铲齿车床的控制凸轮的设计和制造相关问题。关键字:铲齿车床 三角圆弧轴 控制凸轮二. 问题的背景在我厂桑车装配线上一机械手机构中,有一种三角圆弧轴,其简图如下: 该零件的损坏必然影响了总装线的流水作业。为使总装线及时恢复正常的生产状态,必须及时更换该三角轴。由于整条生产线都是从国外成套引进的,短时间内不可能完成零件购买。结果只有我们自行测绘,制造。这个任务交给了我们部门。通过与技术人员的共同分析表明,在我们车间,该零件有以下几种可能的加工方案:采用线切
2、割直接成型铲磨成型线切割的方法加工简便,效率较高,但是由于该轴的长度为220,车间现有的线切割设备不能进行加工。因此线切割方法只能是一种设想。根据作者的工作经验,用铲齿车床进行铲磨加工,对于这种零件应该可以实现加工意图,并满足使用要求。麻烦之处在于为了加工该零件,必须准备相应的二类工装,最主要的是控制凸轮。但是对于控制头凸轮而言,主要是设计出其形状。基于这要的考虑,除去粗加工,要结决的核心问题可归结如下:设计控制凸轮铲磨加工三角圆弧轴三. 铲磨加工简介为便于说明,在这里将铲齿车床的铲磨加工作一简单介绍。铲齿车床是一种以车床为主体,通过增加专用附件凸轮控制溜板箱机构、电机驱动的沙轮机和其它相应的
3、控制机构所形成的具有车,磨(内、外)等多种加工能力的综合型设备。这种机床最突出的特点是主轴旋转的同时,溜板箱上的小溜板能够实现往复规律运动,从而能够实现平面曲线轮廓的加工。采用不同的控制凸轮,小溜板就可实现相应的运动规律,以加工不同的曲线轮廓。图2反映了用铲齿车床磨加工三角圆弧轴的传动原理: 如图所示,凸轮推杆、小溜板、砂轮是一体的,可以同时上下运动,实现相应的运动规律;而工件和控制凸轮则在各自固定的中心旋转,由于三角圆弧轴的中心对称性,自然地选择控制凸轮与三角圆弧轴角速度相同的模式。在实际加工过程中,工件象车床加工一样,用三爪卡盘或顶针机构装夹,加工过程随主轴作旋转运动,砂轮机随小溜板相在控
4、制凸轮的作用下前后往复运动,控制凸轮的旋转角速度可根据需要进行调节,在加工三角圆弧轴时,考虑三脚圆弧轴轮廓的对称性,选择了主轴,凸轮同步旋转的模式,即主轴和控制凸轮角速度相同。这样就可以根据以上说明进行控制凸轮的设计。四. 控制凸轮设计一般而言,凸轮设计计算比较复杂,可以采用的方法有解析法和作图法两种。但在实际加工中,数学数据极为重要,这就使得作图法只有理论上意义,这里只能选择解析法。为设计控制凸轮,计算分为两个步骤:一是计算砂轮工件凸轮机构的运动规律,二是计算控制凸轮机构的运动规律。在下面将分别讨论。出于计算时的方便性考虑,这里参照图3统一约定相关的参数如下: 三角圆弧轴的转角,是工件轮廓上
5、最短距离点与其回转中心连线与工件砂轮中心连线的夹角,为运动规律的主参数;a 三角圆弧轴大圆弧圆心和三角圆弧轴回转中心的距离;b 三角圆弧轴小圆弧圆心和三角圆弧轴回转中心的距离;R0 三角圆弧轴基圆半径;R1 三角圆弧轴大圆弧半径;R2 三角圆弧轴小圆弧半径;r 砂轮半径;x 砂轮圆心与三角圆弧轴回转中心的距离;x 砂轮圆心与三角圆弧轴回转中心的距离的变化量,图中没有标出,但x实际上是控制凸轮设计的依据;0 三角圆弧轴在大小圆弧过度处的转角,意义同;1 三角圆弧轴小圆弧中点处的转角,意义同;很显然,这里1=60。y 控制凸轮回转中心与推杆顶部距离的变化量,即控制凸轮的运动规律;T x的最大值,T
6、=b+R2-R0(或T=(R2+b)-(R1-a),意义相同)1砂轮工件凸轮机构的运动规律考虑到该三角圆弧轴的对称性,简单起见,对其圆周的1/6部分进行分析,即选择1/2的大圆弧和1/2的小圆弧进行分析,以后的分析或计算中,参数如无特别说明,均针对圆周的1/6。例如,如果是角度,其值必然小于等于60。砂轮工件凸轮机构见图3所示。 三角圆弧轴和砂轮形成的凸轮机构的运动规律实际上就是x与的关系。而由图3不难看出,x与的关系更容易理解。因此,这里先推导出x与的关系表达式,再推导x与的关系就很容易了。为推导x、x与,需要分段考虑:1)当00 (0将在后面推导)时:由图3不难看出: 化简得到: (1)于
7、是不难得到:这里+r于是: (2)2)当01时,情况有些不同,这时砂轮三角圆弧轴机构形位如图4所示:为计算方便,这里引入中间角度变量,则有=1-,于是不难得到: (3) 用代替则有: (4) 因此: (5) 3)0计算根据圆弧相切关系,不难得出: 考虑,则 (6) 4)x的取值范围以上计算得到的公式(2)、(5)是当三角圆弧轴不同的转角范围时沙轮工件凸轮机构的运动规律。x的取值范围情况如下:设T=b+R2-R0(或T=(R2+b)-(R1-a),意义相同),则x0,T (7)2控制凸轮机构的运动规律从图3中不难看出,y与x有着相同的取值范围,即 y0,T (8)但是方向不同;当x从0到T变化时
8、,y将从T到0变化。很显然,他们有如下关系: y=T-x (9) 公式(9)是控制凸轮对应的运动规律的最简化表达式,实际计算时,要联合公式(2)(5)(6)(9)以及参数T的定义。 3数值计算和处理的说明1)数值的计算 根据上述推导过程,可以知道在y计算中,角度是变量,a,b,r,R1,R2,R0, 0,1,T是常量,另外还需要指定控制凸轮的基圆半径r0。这样就可以通过以很小的步长()变化,就可以计算出一系列的y,再联合控制凸轮的基圆半径r0,就可得到控制凸轮的轮廓。由于实际计算的复杂性和繁琐性,计算需要借助于计算机程序完成。我们车间有这样的条件。2)处理说明根据以上的推导计算进行控制凸轮的设
9、计,需要注意以下两点: a所计算出的凸轮轮廓数据是凸轮的理论轮廓线数据,实际加工中,控制凸轮的推杆尖部虽然圆弧很小(R小于1mm)但不是零。控制凸轮采用线切割加工时,需要根据推杆尖部的尺寸进行补偿(这对于很小尺寸时,是能够做到的)。b以上所有公式的推导只考虑了三角圆弧轴的1/6圆周,相应的控制凸轮的运动规律也只有1/6圆周,要得到完整的凸轮轮廓数据,应该做些数学处理(镜向和旋转)。实际中,这些处理是由工程技术人员协助解决的。 五. 加工过程中的问题及对策从上面的讨论中,不难看出,影响控制凸轮形状的因素较多。实际中显然地,砂轮半径的影响是最突出的。为减少影响,需要保证三角圆弧轴铲磨精加工砂轮外径尺寸符合设计时采用的理论值。加工中,为避免砂轮半径变化造成的负面影响,准备了两个砂轮一个用于粗加工,一个用于精加工。采用了小进给量多次加工的试切法磨削。这样,因为砂轮外径变化造成的影响就大大减少了。而对于控制凸轮机构中推杆的尖部圆弧,因为在线切割加工控制凸轮时已经做了补偿处理,控制凸轮及其推杆用的材料时淬火钢,有较好的耐磨性。六. 结论基于以上的讨论,解决了三角圆弧轴的加工问题,及时地恢复总装车间装配机械手的工作状态。并且也为以后解决类似问题积累了经验。10
 三角圆弧轴的铲磨加工及其控制凸轮的设计
三角圆弧轴的铲磨加工及其控制凸轮的设计