《材料成型基础铸造成形》由会员分享,可在线阅读,更多相关《材料成型基础铸造成形(9页珍藏版)》请在装配图网上搜索。
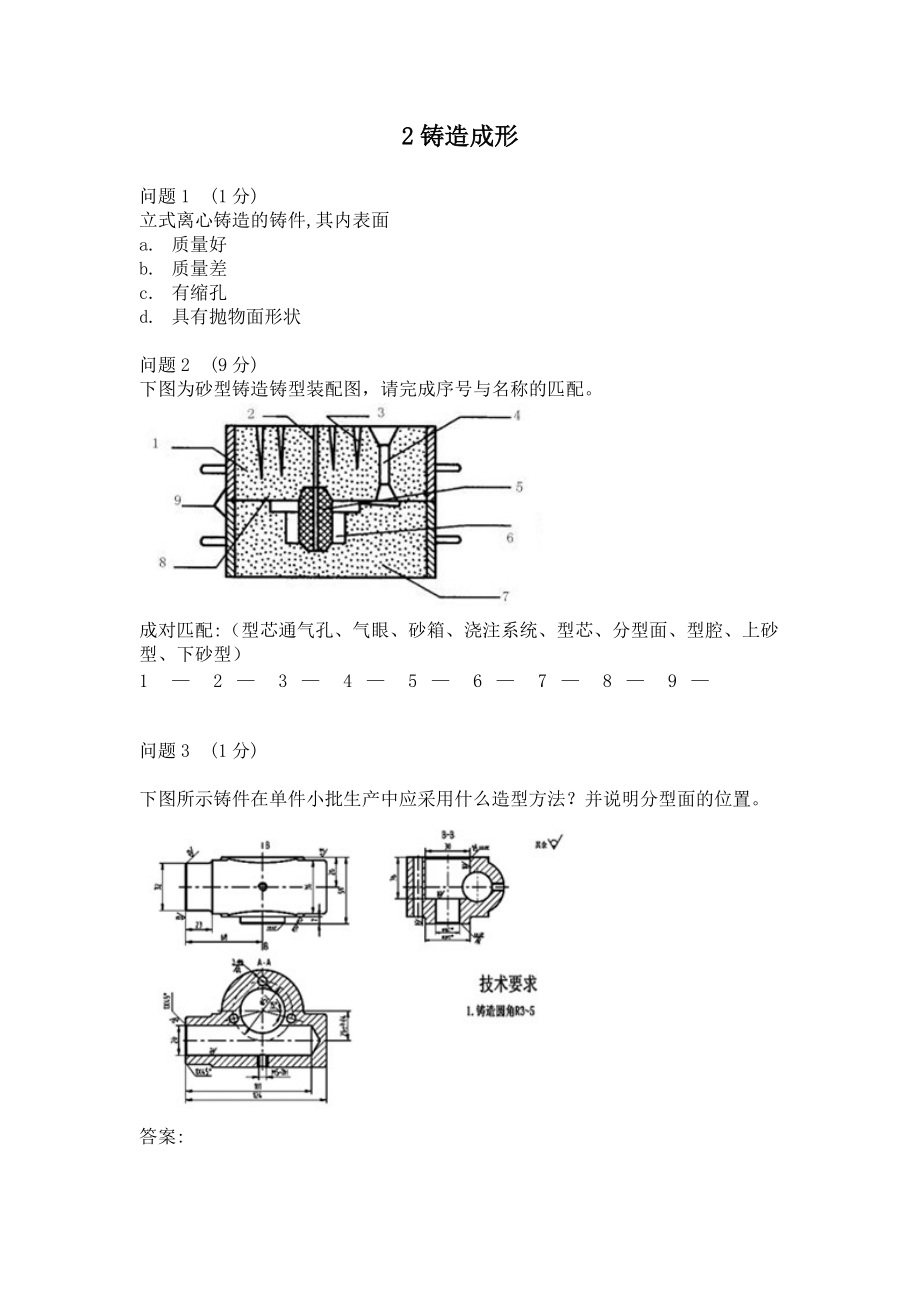
1、2铸造成形问题1 (1分)立式离心铸造的铸件,其内表面 a.质量好 b.质量差 c.有缩孔 d.具有抛物面形状 问题2 (9分)下图为砂型铸造铸型装配图,请完成序号与名称的匹配。 成对匹配:(型芯通气孔、气眼、砂箱、浇注系统、型芯、分型面、型腔、上砂型、下砂型)1 2 3 4 5 6 7 8 9 问题3 (1分)下图所示铸件在单件小批生产中应采用什么造型方法?并说明分型面的位置。 答案: 问题4 (1分)下图所示铸件在单件小批生产中应采用什么造型方法?并说明分型面的位置。 答案: 问题5 (1分)下图所示铸件在单件小批生产中应采用什么造型方法?并说明分型面的位置。 答案: 问题6 (1分)下图
2、所示铸件在单件小批生产中应采用什么造型方法?并说明分型面的位置。 答案: 问题7 (1分)下图所示铸件在单件小批生产中应采用什么造型方法?并说明分型面的位置。 答案: 问题8 (1分)下图所示铸件在单件小批生产中应采用什么造型方法?并说明分型面的位置。 答案: 问题9 (1分) 下图所示铸件在单件小批生产中应采用什么造型方法?并说明分型面的位置。 答案: 问题10 (1分)三箱造型时中箱的高度选择应该: ( )a.不受限制 b.与上箱和下箱样高 c.等于处于中箱中模样的高度 问题11 (1分)压力铸造有诸多优点,下列关于压力铸造优点的叙述中不正确的是( )。 a.金属液充型快,可有效预防铸件产
3、生气孔 b.铸件的强度较高 c.铸件的精度及表面质量较其它铸造方法均高 d.可压铸形状复杂的薄壁件 问题12 (1分)可采用金属铸型的铸造方法有: a.离心铸造 b.熔模铸造 c.压力铸造 d.低压铸造 e.机器造型 问题13 (1分)挖砂造型时,挖砂的深度应该达到: ( ) a.露出模样 b.刚好挖到模样的最大截面处 c.挖到模样的最大截面以下 问题14 (1分)机器造型是将( )和起模等主要工序实现机械化。 a.浇注 b.清洁 c.熔化 d.紧砂 问题15 (1分)熔模铸造的工艺过程包括:( ) 、型壳制造、焙烧和浇注等步骤。 a.蜡模制造 b.硬化 c.压型制造 d.浸涂料 问题16 (
4、1分)下列描述中正确的是: a.活块造型因为活动简便适于成批生产。 b.机器造型只有一个分型面。 c.砂型铸造的模样尺寸与零件尺寸相同。 d.砂型铸造的模样尺寸与铸件尺寸相同。 e.模样尺寸比零件尺寸大;铸件尺寸比模样尺寸小又比零件尺寸大。 问题17 (1分)砂型铸造的最基本工序是( )。 a.造型 b.充型 c.选型 d.分型 问题18 (1分)立式离心铸造常用来生产( )铸件。 a.支架类 b.箱体类 c.铸管类 d.轴杆类 e.套圈类 问题19 (1分)下图所示铸件在单件小批生产中应采用什么造型方法?并说明分型面的位置。 答案: 问题20 (1分)下图所示铸件在单件小批生产中应采用什么造
5、型方法?并说明分型面的位置。 答案: 问题21 (1分)下图所示铸件在单件小批生产中应采用什么造型方法?并说明分型面的位置。 答案: 问题22 (1分)下图所示铸件在单件小批生产中应采用什么造型方法? 答案: 问题23 (1分)金属型铸造主要用于( )。 a.铜、铝合金的中、小批量生产 b.铸铁铸件的大批量生产 c.铸铁铸件的中、小批量生产 d.铜、铝合金的大批量生产 问题24 (4分)完成下列铸件与铸造方法之间的合理匹配 成对匹配: (a离心铸造、b砂型铸造、c熔模铸造、d压力铸造)a)铸件 b)铸件 c)铸件 d)铸件 问题25 (1分)( )的生产率最高。 a.熔模铸造 b.金属型铸造 c.压力铸造 d.砂型铸造 问题26 (4分)下列铸件在大批量生产时以采用什么铸造方法为宜? 成对匹配:(a离心铸造、b砂型铸造、c熔模铸造、d低压铸造)大口径铸铁污水管 汽轮机叶片 车床床身 铝合金活塞
 材料成型基础铸造成形
材料成型基础铸造成形