《产品外到观检验标准五金件印刷电路板喷粉油漆丝印1》由会员分享,可在线阅读,更多相关《产品外到观检验标准五金件印刷电路板喷粉油漆丝印1(7页珍藏版)》请在装配图网上搜索。
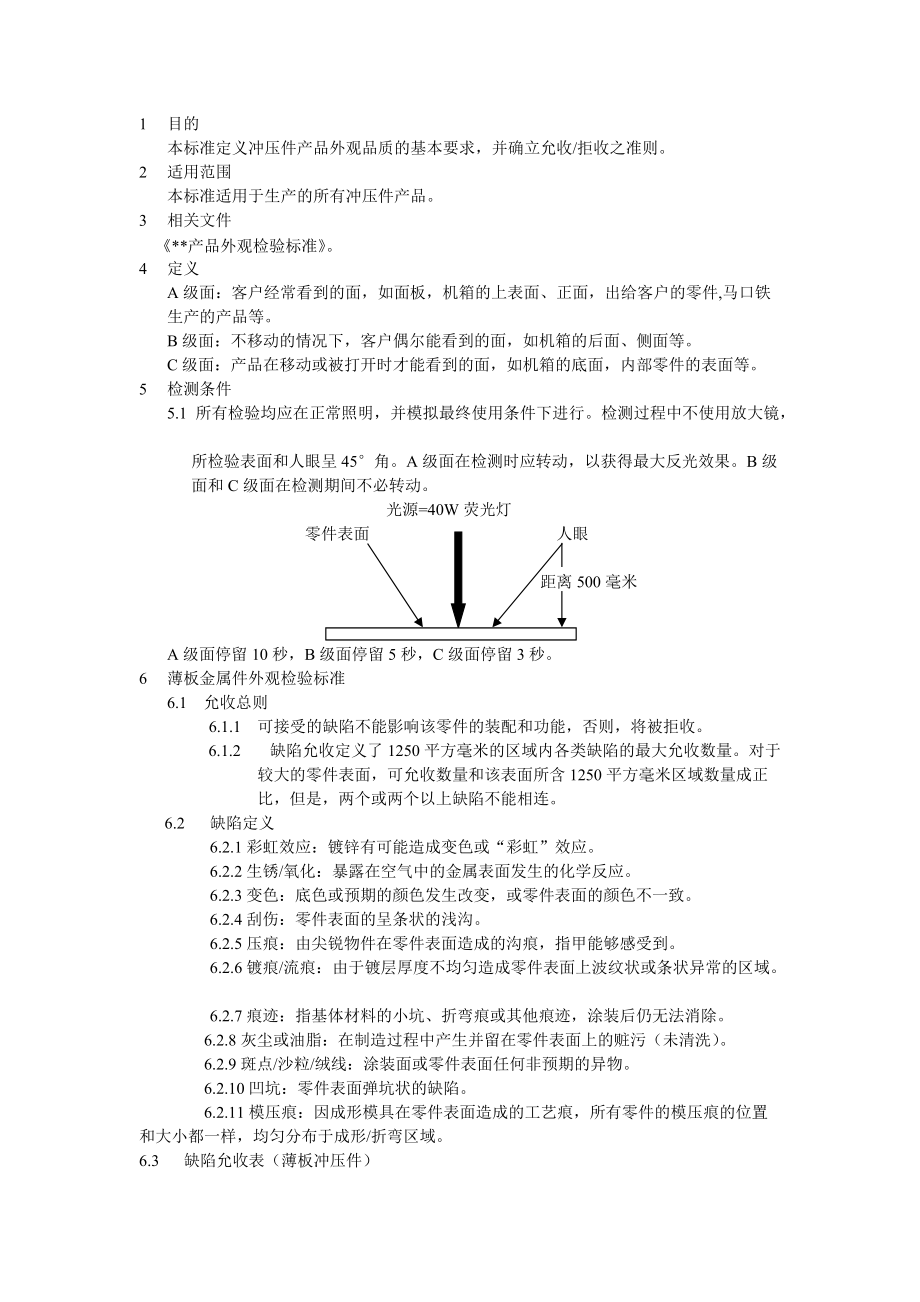
1、1 目的本标准定义冲压件产品外观品质的基本要求,并确立允收/拒收之准则。2 适用范围本标准适用于生产的所有冲压件产品。3 相关文件*产品外观检验标准。4 定义A级面:客户经常看到的面,如面板,机箱的上表面、正面,出给客户的零件,马口铁生产的产品等。B级面:不移动的情况下,客户偶尔能看到的面,如机箱的后面、侧面等。C级面:产品在移动或被打开时才能看到的面,如机箱的底面,内部零件的表面等。5 检测条件5.1 所有检验均应在正常照明,并模拟最终使用条件下进行。检测过程中不使用放大镜, 所检验表面和人眼呈45角。A级面在检测时应转动,以获得最大反光效果。B级 面和C级面在检测期间不必转动。 光源=40
2、W荧光灯 零件表面 人眼 距离500毫米A级面停留10秒,B级面停留5秒,C级面停留3秒。6 薄板金属件外观检验标准6.1 允收总则6.1.1 可接受的缺陷不能影响该零件的装配和功能,否则,将被拒收。6.1.2 缺陷允收定义了1250平方毫米的区域内各类缺陷的最大允收数量。对于较大的零件表面,可允收数量和该表面所含1250平方毫米区域数量成正比,但是,两个或两个以上缺陷不能相连。6.2 缺陷定义6.2.1彩虹效应:镀锌有可能造成变色或“彩虹”效应。6.2.2生锈/氧化:暴露在空气中的金属表面发生的化学反应。6.2.3变色:底色或预期的颜色发生改变,或零件表面的颜色不一致。6.2.4刮伤:零件表
3、面的呈条状的浅沟。6.2.5压痕:由尖锐物件在零件表面造成的沟痕,指甲能够感受到。6.2.6镀痕/流痕:由于镀层厚度不均匀造成零件表面上波纹状或条状异常的区域。6.2.7痕迹:指基体材料的小坑、折弯痕或其他痕迹,涂装后仍无法消除。 6.2.8灰尘或油脂:在制造过程中产生并留在零件表面上的赃污(未清洗)。 6.2.9斑点/沙粒/绒线:涂装面或零件表面任何非预期的异物。 6.2.10凹坑:零件表面弹坑状的缺陷。 6.2.11模压痕:因成形模具在零件表面造成的工艺痕,所有零件的模压痕的位置和大小都一样,均匀分布于成形/折弯区域。6.3 缺陷允收表(薄板冲压件) 每个面的缺陷数量不能超过允收的界限,如
4、下表所示: 薄板金属件缺陷允收表缺陷类型A级面B级面C级面彩虹效应(镀锌面)不允收允收允收生锈/氧化不允收不允收切断面允收,表面最大缺陷直径不超过1毫米变色不允收允收允收刮伤/压痕刮伤在6.5毫米长0.4毫米宽的范围内允收状况表面积(平方毫米)可接受的缺陷数量2505005011250125150005001+0001刮伤在13毫米长0.2毫米宽的范围内允收状况表面积(平方毫米)可接受的缺陷数量2505005011250125150005001+0001刮伤在6.5毫米长0.4毫米宽的范围内允收状况表面积(平方毫米)可接受的缺陷数量2505005011250125150005001+36102
5、0刮伤在13毫米长0.2毫米宽的范围内允收状况表面积(平方毫米)可接受的缺陷数量2505005011250125150005001+1237累积刮伤长度不超过62.5毫米/5000平方毫米可允收缺陷个数为:1个。不超过正常制造标准(如由于定位偏而造成的压伤不允收)镀痕和流痕不允收每1250平方毫米区域内不得超过2个,缺陷最大尺寸:长12.5毫米,宽1.5毫米允收灰尘和油脂不允收不允收不允收沙粒/绒线/斑点不允收允收允收凸起不允收每1250平方毫米区域内不得超过4个,缺陷最大尺寸:面积1.5平方毫米,高度0.25毫米允收模压痕不允收允收允收7 液体/干粉喷涂外观标准 7.1允收总则 7.1.1所
6、有的等级面应当喷涂完好且满足颜色、光泽度、厚度、附着力等方面的要求。 7.1.2液体喷涂允许补漆,但补漆后的表面应满足喷涂面缺陷允收表中B级面和C级面的允收标准。 7.1.3缺陷允收定义了1250平方毫米的区域内各类缺陷的最大允收数量。对于较大的零件表面,可允收数量和该表面所含1250平方毫米区域数量成正比,但是,两个或两个以上缺陷不能相连。 7.2缺陷定义 7.2.1杂质:喷涂面上的外来物。 7.2.2凹痕:基体材料压痕造成的喷涂面局部凹陷。 7.2.3掉漆:局部表面掉漆造成的缺陷。 7.2.4刮痕:浅底的沟槽。 7.2.5桔皮:喷涂面因涂料附着力差而导致起皱,象桔子皮样的外观。 7.2.6
7、流痕:喷涂涂料过多且不均匀且干燥导致的流痕。 7.2.7变色:喷涂面颜色不一致。 7.2.8涂层过薄:涂层厚度不够。 7.2.9气泡:有气泡或无附着力的喷涂区域。 7.2.10污迹:由于基体材料缺陷或不干净而导致零件喷涂表面有污迹或颜色不规则。 7.3缺陷允收表(喷漆/喷涂面) 每个面缺陷的总数不超过允收的界限,如下表所示: 喷涂表面缺陷允收表缺陷类型A级面B级面C级面杂质不允收每1250平方毫米区域内不得超过3个,缺陷最大尺寸:直径1毫米,高度0.25毫米,两个缺陷相距不小于50毫米允收凹痕不允收不允收允收掉漆不允收不允收允收刮痕不允收每1250平方毫米区域内不得超过4个,缺陷最大尺寸:长6
8、.5毫米,宽0.5毫米,补漆后表面完好允收,但刮伤不能穿过漆层桔皮不允收不允收不允收流痕不允收不允收允收变色不允收不允收允收气泡不允收不允收不允收污迹不允收不允收允收8 印刷产品外观标准 8.1 允收总则8.1.1所有的等级面应当印刷完好且满足颜色、光泽度、附着力等方面的要求。8.1.2 可接受的缺陷不能影响该零件的装配和功能,否则,将被拒收。8.1.3 印刷产品包括:零件表面之丝印、标签之印刷等。 8.2 允收缺陷表(产品印刷) 每个面缺陷的总数不超过允收的界限,如下表所示:印刷产品缺陷允收表缺陷类型A级面B级面C级面油墨过多(如因印刷油墨过多,把“O”印为黑点)不允收不允收允收字体/符号不
9、完整(字体/符号有欠缺)不允收不允收允收针孔(气孔)不允收不允收允收油墨颜色不均匀(同一颜色在同一区域光泽不一致)不允收不允收允收锯齿状边缘不允收不允收不允收文本或图案线条宽度变化允许有5%的变化允许有10%的变化允收文本难以辨认/油墨污迹(非印刷区域被油墨污染)不允收不允收不允收印刷刮破/刮伤/破损不允收不允收允收印刷字体倾斜(印刷的字体、符号与产品的底边不平行或不垂直)允收有1度偏差允收有2度偏差允收3M胶带测试在喷涂表面,用3M胶带粘贴在工件上,停留3分钟后与被测工件成45角迅速揭起,看3M胶带上是否有喷涂涂料之颜色,若有则为不合格3M胶带/目视5PCS/LOT0/1抗化学溶剂试验在细棒
10、上绑一棉团,面积为100平方毫米,沾有100%的工业酒精,施1KGN以来回一次2秒的速度擦拭30次,看棉团上是否有喷涂涂料之颜色,若有则为不合格100%工业酒精/目视5PCS/LOT0/1膜厚用膜厚仪测试,厚度要求为50100m之间为合格膜厚仪5PCS/LOT0/1弯曲试验把喷涂后的工件对折后再扳平,看喷涂部位是否有漆层脱落,若有则为不合格目视5PCS/LOT0/19 可靠度试验作业要求9.1烤漆可靠度试验可靠度试验项目作业要求量测仪器抽样水准允收/拒收百格试验在喷涂表面用百格刀或刀片划1X1mm的方格(露出基体),用3M胶带粘贴在划格区域(要求紧贴工件,无气泡),停留2分钟后与被测工件成45
11、角迅速揭起,看工件划格区域是否有超过3个方格脱落,若有则为不合格百格刀/3M胶带/目视5PCS/LOT0/1 9.2印刷可靠度试验可靠度试验项目作业要求量测仪器抽样水准允收/拒收3M胶带测试在印刷区域,用3M胶带粘贴在工件上,停留3分钟后与被测工件成45角迅速揭起,看3M胶带上是否有印刷涂料之颜色,若有则为不合格3M胶带/目视5PCS/LOT0/1抗化学溶剂试验在细棒上绑一棉团,面积为100平方毫米,沾有100%的工业酒精,施1KGN以来回一次2秒的速度擦拭30次,看棉团上是否有印刷涂料之颜色,若有则为不合格100%工业酒精/目视5PCS/LOT0/1硬度测试把硬度为HB的铅笔削扁,与被测面成
12、45角,施1KGN测试10次,如果印刷字体有模糊或残缺,则为不合格HB铅笔/目视5PCS/LOT0/1橡皮测试在印刷区域用橡皮,施1KGN与被测工件成45角施1KGN以来回一次2秒的速度擦拭30次,看印刷字体是否有颜色变淡或模糊,若有则为不合格3M胶带/目视5PCS/LOT0/1標簽印刷一般來說主要管控以下方面:3 P0 r$ w$ b z5 W/ |9 r0 o1.外觀:要求印字內容須與要求相符不可有缺印毛邊印字模糊破損等 Z3 Q4 P# I; K2.尺寸:標准的大小尺寸、印字尺寸等須與要求相符.9 L; F5 a0 c+ N/ Q6 c: l2 U6 9 K O8 G- H8 o9 y&
13、 d3.附著力測試:3M#810的膠紙粘1520次 不可有脫字 字明?模糊等: R* F9 o9 A! l3 S g- W2 以上标准如果与客户图面或要求有冲突,按客户图面或要求执行。如果明确缺陷样品和极限接受样板,( K5 0 ?8 3 eL- m判断起来应该没问题. 6 |- a# Q S, F; W如果没有样板,; V0 + a( S s! E3 z那外观问题一般分为三类:d# % b( x! e p1.严重的外观问题:指会直接损害商品价值或引起顾客反感的.3 s9 b7 | t9 B A( I. # U& L4 . w2.一般的外观问题:明显可见的可能减低商品价值或引起顾客反感的./
14、- Q H V7 ) y8 RsO% J3 3.轻微的外观问题:不影响商品价值但可能影响顾客购买欲望的.! s% H: x) N. y 而对于外观轻重程度的判断,还要依据不同的区域而定.具体跟各个公司的规定有关.- p# t, c m7 v0 T$ u0 i, Fx对于标准检查方法,一般都会规定时间/角度/光线/距离来定.) g) m# Q. e* 0 O比如说在我们公司,就规定产品直接外观面的外观要求是: x+ F4 - q6 k+ A不可有任何可见的黑点/刮花等.- z& o1 m1 i, h& r5 y/ K而检查方法是:在700lux光线下,间隔3045cm,以45度角俯视35秒.1
15、S: Za5 V* j# x当然,很多公司有做缺陷点的film,一比对就知道了.电镀类产品检验标准2 L2 8 J4 l: I+ f外观要求:镀银层呈银白色,在4-8倍放大镜下观察,镀银层应细致、均匀、无针孔、不粗糙、无裂纹和局部无镀层现象(盲孔深度在50mm以上时不包括在内);镀层表面不允许有气泡、烧焦、起皮、脱落、黑斑、严重腐蚀和清洁不到位所产生的斑纹;不允许有树枝状、海绵状、条纹状、的镀层;不允许表面划伤露铜,表面划伤长度不超过10cm,宽度不超过0.1mm若在510cm之间不超过两条。, D& j5 ( s5 q7 e附着力:使用不干胶带(150mm长50mm宽)贴在镀银层表面并压紧,
16、形成90并迅速拉脱不干胶带,胶纸上无镀银层即可油漆件外观标准外观:(成品纸贴部位及装配后在内部或隐蔽部位,适当放宽要求); t, - r( u7 Q3 w* S! v检验时要对照样品,不允许色差、阴阳面;3 o, m9 F: mF g喷漆层表面光滑,手摸无粗造感,颗粒度均匀,光泽一致;9 G1 N# N% S/ n与塑料包装纸受压接触时无接触痕迹;& b u+ _% f# g内层如是真空镀膜或电镀或导电漆,要求真空镀膜(或电镀或导电漆)与基体粘合良好,镀膜层要求均匀、无断裂、无刮伤、无污点。9 n L& R p# # v7 t8 Q6.3.1.1. A面(重要):, l3 F, q9 N: V
17、- J( p* r% a与样品比较,轻微的色差允收;2 u) U$ v2 T; y! b, R* y表面不允许有0.3mm的疵点,尘埃颗粒等杂质,凹坑,大于0.2mm但低于0.3mm的疵点,尘埃颗粒等杂质,凹坑不得在每平方厘米范围内出现2处以上,0.2mm的疵点,尘埃颗粒等杂质,凹坑在每平方厘米内不得集中3点或以上;2 f6 O; ( 8 e, R轻微的擦伤、小亮点作为不明显的色泽差异允收;$ a# L! T( s) M( |毛胚上暂时不能克服的有规则的小凹坑、熔接痕可允收。1 / V9 U) j+ U7 M6.3.1.2. B面(次重要):2 X. N6 F, q# / ; O; Z1 E与
18、样品比较,较轻微的色差可根据供应商提供的上下限范围允收;4 n; F& i+ |2 9 A! l& d8 A* R表面不允许有0.5mm的疵点,尘埃颗粒等杂质,凹坑,大于0.3mm但低于0.5mm的疵点,尘埃颗粒等杂质,凹坑不得在每平方厘米范围内出现2处以上,0.5mm的疵点,尘埃颗粒等杂质,凹坑在每平方厘米内不得集中3点或以上;8 n) C& 8 h5 Z( w长度2mm的浅划痕可允收,但每一面内不得集中3条以上;. F* s, h3 i. D( 毛胚上暂时不能克服的有规则的凹坑、熔接痕可允收 。2 b! S2 , E( l3 Y6.3.1.3. C面(次要):3 O; L% V9 t$ %
19、 Y无严重划伤、凹坑、杂质或喷漆层大面积剥离。 o/ R3 I % w/ N0 o% 6.3.2. 尺寸:喷漆后关键尺寸能与相应零件配合。! & j! t7 K, h9 L6.3.3. 漆膜附着力:参照漆膜附着力检验作业指导书检验。% M8 H* Z5 u8 |& R6.3.4. 耐磨性:对喷弹性漆的重要零件,用手指甲以较重的力刮擦使用状况下易磨损的表面,不允许起皮或漆膜脱落影响外观,每批检查五件,0收1退。% q8 ?/ , t% V6.3.5. ,如零件有特殊要求除外。W1导电性:内部如有电镀的不需测量电阻值,内部如有真空镀膜或导电漆的,壳体内,如零件有特殊要求除外。W1任意两点间的电阻值
 产品外到观检验标准五金件印刷电路板喷粉油漆丝印1
产品外到观检验标准五金件印刷电路板喷粉油漆丝印1