《工序生产检验记录》由会员分享,可在线阅读,更多相关《工序生产检验记录(6页珍藏版)》请在装配图网上搜索。
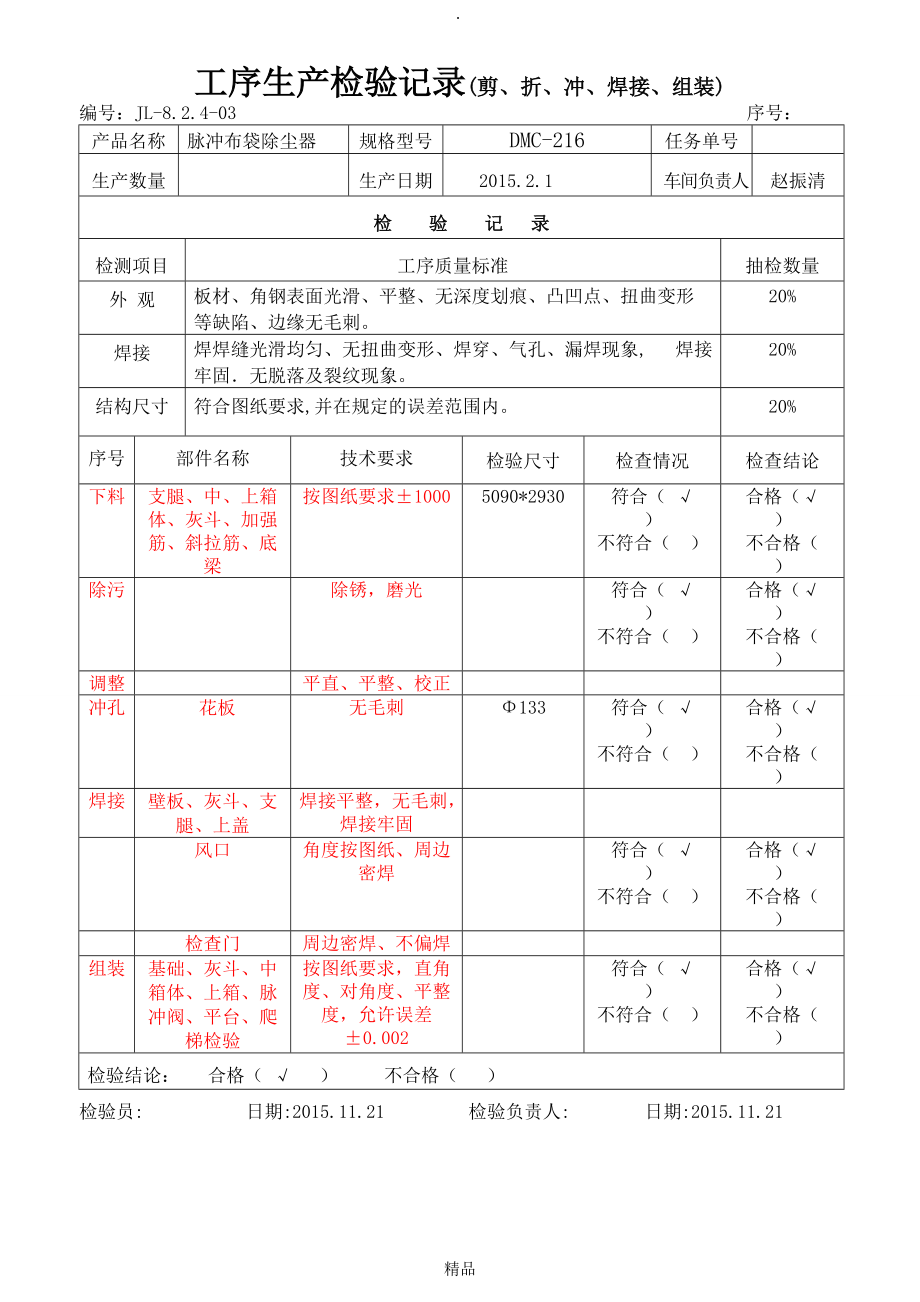
1、.工序生产检验记录(剪、折、冲、焊接、组装)编号:JL-8.2.4-03 序号: 产品名称脉冲布袋除尘器规格型号DMC-216任务单号 生产数量 生产日期 2015.2.1车间负责人赵振清检 验 记 录检测项目工序质量标准抽检数量外 观板材、角钢表面光滑、平整、无深度划痕、凸凹点、扭曲变形等缺陷、边缘无毛刺。20%焊接焊焊缝光滑均匀、无扭曲变形、焊穿、气孔、漏焊现象, 焊接牢固无脱落及裂纹现象。20%结构尺寸符合图纸要求,并在规定的误差范围内。20%序号部件名称技术要求检验尺寸检查情况检查结论下料支腿、中、上箱体、灰斗、加强筋、斜拉筋、底梁按图纸要求1000 5090*2930 符合( )不符
2、合( )合格( )不合格( )除污除锈,磨光符合( )不符合( )合格( )不合格( )调整平直、平整、校正冲孔 花板无毛刺 133 符合( )不符合( )合格( )不合格( )焊接壁板、灰斗、支腿、上盖焊接平整,无毛刺,焊接牢固风口角度按图纸、周边密焊符合( )不符合( )合格( )不合格( )检查门周边密焊、不偏焊组装基础、灰斗、中箱体、上箱、脉冲阀、平台、爬梯检验按图纸要求,直角度、对角度、平整度,允许误差0.002符合( )不符合( )合格( )不合格( )检验结论: 合格( ) 不合格( )检验员: 日期:2015.11.21 检验负责人: 日期:2015.11.21精品.工序生产检
3、验记录(剪、折、冲、焊接、组装)编号:JL-8.2.4-03 序号: 产品名称电袋复合除尘器规格型号KWD/LDMC-4000任务单号 生产数量 生产日期 2015.6.11车间负责人赵振清检 验 记 录检测项目工序质量标准抽检数量外 观板材、角钢表面光滑、平整、无深度划痕、凸凹点、扭曲变形等缺陷、边缘无毛刺。20%焊接焊焊缝光滑均匀、无扭曲变形、焊穿、气孔、漏焊现象, 焊接牢固无脱落及裂纹现象。20%结构尺寸符合图纸要求,并在规定的误差范围内。20%序号部件名称技术要求检验尺寸检查情况检查结论下料支腿、中、上箱体、灰斗、加强筋、斜拉筋、底梁按图纸要求1000 7680*4650 符合( )不
4、符合( )合格( )不合格( )除污除锈,磨光符合( )不符合( )合格( )不合格( )调整平直、平整、校正冲孔 花板无毛刺 133 符合( )不符合( )合格( )不合格( )焊接壁板、灰斗、支腿、上盖焊接平整,无毛刺,焊接牢固风口角度按图纸、周边密焊符合( )不符合( )合格( )不合格( )检查门周边密焊、不偏焊精品.组装基础、灰斗、中箱体、上箱、振打装置、电晕线、布袋、骨架、喷吹系统、平台、爬梯检验按图纸要求,直角度、对角度、平整度,允许误差0.002符合( )不符合( )合格( )不合格( )检验结论: 合格( ) 不合格( )检验员: 日期:2015.08.02 检验负责人: 日
5、期:2015.08.02工序生产检验记录(剪、折、冲、焊接、组装)编号:JL-8.2.4-03 序号: 产品名称骨架规格型号120*2450 任务单号 生产数量 生产日期 2015.5.09车间负责人赵振清检 验 记 录检测项目工序质量标准抽检数量外 观表面光滑、平整、无深度划痕、凸凹点、扭曲变形等缺陷、边缘无毛刺。20%焊接焊点光滑均匀、无扭曲变形、焊穿、漏焊现象, 口底焊接牢固无脱落及开焊现象。20%结构尺寸符合图纸要求,并在规定的误差范围内。20%序号部件名称技术要求检验尺寸检查情况检查结论下料冷拔丝调直按图纸要求1000 120*2450 符合( )不符合( )合格( )不合格( )除
6、污除锈,磨光符合( )不符合( )合格( )不合格( )调整平直、平整、校正焊接支撑圈、口底焊接平整,无毛刺,焊接牢固精品.检验结论: 合格( ) 不合格( )检验员: 日期:2015.05.16 检验负责人: 日期:2015.05.16工序生产检验记录(剪、折、冲、焊接、组装)编号:JL-8.2.4-03 序号: 产品名称脱硫设备规格型号任务单号 生产数量 生产日期 2015.4.09车间负责人赵振清检 验 记 录检测项目工序质量标准抽检数量外 观板材、角钢表面光滑、平整、无深度划痕、凸凹点、扭曲变形等缺陷、边缘无毛刺。20%焊接焊焊缝光滑均匀、无扭曲变形、焊穿、气孔、漏焊现象, 焊接牢固无
7、脱落及裂纹现象。20%结构尺寸符合图纸要求,并在规定的误差范围内。20%序号部件名称技术要求检验尺寸检查情况检查结论下料支腿、塔体、加强筋、斜拉筋、底梁按图纸要求1000 3500*12000 符合( )不符合( )合格( )不合格( )除污除锈,磨光符合( )不符合( )合格( )不合格( )调整平直、平整、校正精品.焊接塔壁板、灰斗、支腿焊接平整,无毛刺,焊接牢固进出风口角度按图纸、周边密焊符合( )不符合( )合格( )不合格( )检查门周边密焊、不偏焊组装基础、塔箱体、喷淋装置、反冲洗装置、平台、爬梯检验按图纸要求,直角度、对角度、平整度,允许误差0.002符合( )不符合( )合格(
8、 )不合格( )检验结论: 合格( ) 不合格( )检验员: 日期:2015.07.11 检验负责人: 日期:2015.07.11工序生产检验记录(剪、折、冲、焊接、组装)编号:JL-8.2.4-03 序号: 产品名称脱硝设备规格型号任务单号 生产数量 生产日期 2015.4.02车间负责人赵振清检 验 记 录检测项目工序质量标准抽检数量外 观板材、角钢表面光滑、平整、无深度划痕、凸凹点、扭曲变形等缺陷、边缘无毛刺。20%焊接焊焊缝光滑均匀、无扭曲变形、焊穿、气孔、漏焊现象, 焊接牢固无脱落及裂纹现象。20%结构尺寸符合图纸要求,并在规定的误差范围内。20%序号部件名称技术要求检验尺寸检查情况检查结论精品.下料支腿、罐体、加强筋、斜拉筋、底梁按图纸要求1000 3500*12000 符合( )不符合( )合格( )不合格( )除污打磨,磨光符合( )不符合( )合格( )不合格( )调整平直、平整、校正焊接罐体板、灰斗、支腿焊接平整,无毛刺,焊接牢固组装基础、罐体、稀释装置、加料装置、喷射装置、加热装置、平台、爬梯检验按图纸要求,直角度、对角度、平整度,允许误差0.002符合( )不符合( )合格( )不合格( )检验结论: 合格( ) 不合格( )检验员: 日期:2015.10.15 检验负责人: 日期:2015.10.15如有侵权请联系告知删除,感谢你们的配合!精品
 工序生产检验记录
工序生产检验记录