《机械加工工序卡片三轴连杆工序卡》由会员分享,可在线阅读,更多相关《机械加工工序卡片三轴连杆工序卡(6页珍藏版)》请在装配图网上搜索。
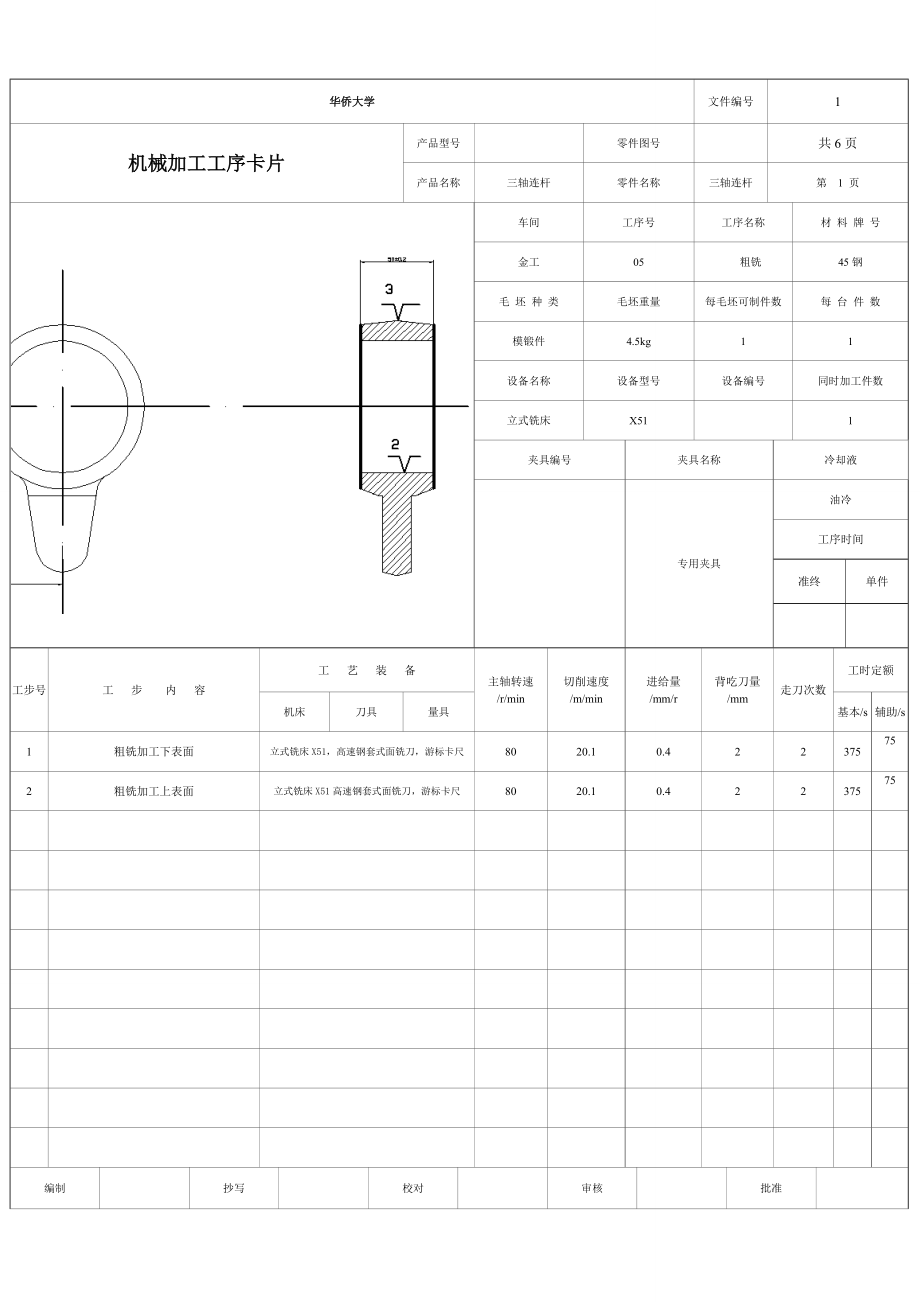
1、华侨大学文件编号1机械加工工序卡片产品型号零件图号共6页产品名称三轴连杆零件名称三轴连杆第 1 页车间工序号工序名称材 料 牌 号金工05粗铣45钢毛 坯 种 类毛坯重量每毛坯可制件数每 台 件 数模锻件4.5kg11设备名称设备型号设备编号同时加工件数立式铣床X511夹具编号夹具名称冷却液专用夹具油冷工序时间准终单件工步号工 步 内 容工 艺 装 备主轴转速/r/min切削速度/m/min进给量/mm/r背吃刀量/mm走刀次数工时定额机床刀具量具基本/s辅助/s1粗铣加工下表面立式铣床X51,高速钢套式面铣刀,游标卡尺8020.10.422375752粗铣加工上表面立式铣床X51高速钢套式面
2、铣刀,游标卡尺8020.10.42237575编制抄写校对审核批准华侨大学文件编号机械加工工序卡片产品型号零件图号共6页产品名称三轴连杆零件名称第 2 页车间工序号工序名称材 料 牌 号金工06粗铣45钢毛 坯 种 类毛坯重量每毛坯可制件数每 台 件 数模锻件4.5kg11设备名称设备型号设备编号同时加工件数立式铣床X511夹具编号夹具名称冷却液专用夹具油冷工序时间准终单件工步号工 步 内 容工 艺 装 备主轴转速/r/min切削速度/m/min进给量/mm/r背吃刀量/mm走刀次数工时定额机床刀具量具基本/s辅助/s1粗铣加工上表面立式铣床X51高速钢套式面铣刀,游标卡尺8020.10.42
3、1243.848.82粗铣加工下表面立式铣床X51高速钢套式面铣刀,游标卡尺8020.10.421243.848.8编制抄写校对审核批准华侨大学文件编号机械加工工序卡片产品型号零件图号共6页产品名称三轴连杆零件名称第 3 页车间工序号工序名称材 料 牌 号金工07粗铣45钢毛 坯 种 类毛坯重量每毛坯可制件数每 台 件 数模锻件4.5kg11设备名称设备型号设备编号同时加工件数立式铣床X511夹具编号夹具名称冷却液专用夹具工序时间准终单件工步号工 步 内 容工 艺 装 备主轴转速/r/min切削速度/m/min进给量/mm/r背吃刀量/mm走刀次数工时定额机床刀具量具基本/s辅助/s1粗铣加工
4、上表面立式铣床X51高速钢套式面铣刀,游标卡尺8020.10.421243.848.82粗细加工下表面立式铣床X51高速钢套式面铣刀,游标卡尺8020.10.421243.848.8编制抄写校对审核批准华侨大学文件编号机械加工工序卡片产品型号零件图号共6页产品名称三轴连杆零件名称第 4 页车间工序号工序名称材 料 牌 号金工01粗镗-半精镗-精镗45钢毛 坯 种 类毛坯重量每毛坯可制件数每 台 件 数模锻件4.5kg11设备名称设备型号设备编号同时加工件数镗床四面组合钻床1夹具编号夹具名称冷却液专用夹具工序时间准终单件工步号工 步 内 容工 艺 装 备主轴转速/r/min切削速度/m/min进
5、给量/mm/r背吃刀量/mm走刀次数工时定额机床刀具量具基本/s辅助/s1粗镗T612,硬质合金镗刀、扩孔钻卡尺、塞规24566.90.412131.36.32半精镗T612,硬质合金镗刀、扩孔钻卡尺、塞规24568.50.21.75163.212.63精镗T612,硬质合金镗刀、扩孔钻卡尺、塞规370104.60.10.18181.116.2编制抄写校对审核批准华侨大学文件编号机械加工工序卡片产品型号零件图号共6页产品名称万向节滑动叉零件名称第 5 页车间工序号工序名称材 料 牌 号金工01钻-扩-粗铰-精铰45钢毛 坯 种 类毛坯重量每毛坯可制件数每 台 件 数模锻件4.5kg11设备名称
6、设备型号设备编号同时加工件数钻床Z5501夹具编号夹具名称冷却液专用夹具工序时间准终单件工步号工 步 内 容工 艺 装 备主轴转速/r/min切削速度/m/min进给量/mm/r背吃刀量/mm走刀次数工时定额机床刀具量具基本/s辅助/s1钻立式钻床Z550、麻花钻、卡尺、塞规19.170.42128.45.72扩孔立式钻床Z550、铰刀,卡尺、塞规50054.560.621.7517.81.63粗铰立式钻床Z550、铰刀,卡尺、塞规475.20.40.181126.625.34精铰立式钻床Z550、铰刀,卡尺、塞规475.20.40.07112224.4编制抄写校对审核批准华侨大学文件编号机械
7、加工工序卡片产品型号零件图号共6页产品名称万向节滑动叉零件名称第 6 页车间工序号工序名称材 料 牌 号金工0145钢毛 坯 种 类毛坯重量每毛坯可制件数每 台 件 数模锻件4.5kg11设备名称设备型号设备编号同时加工件数钻床Z5501夹具编号夹具名称冷却液专用夹具工序时间准终单件工步号工 步 内 容工 艺 装 备主轴转速/r/min切削速度/m/min进给量/mm/r背吃刀量/mm走刀次数工时定额机床刀具量具基本/s辅助/s1钻立式钻床Z550、麻花钻、,卡尺、塞规35124.20.4218.61.72扩孔立式钻床Z550、铰刀,卡尺、塞规73555.30.621.7512.70.63粗铰立式钻床Z550、铰刀,卡尺、塞规634.90.40.18147.69.54精铰立式钻床Z550、铰刀,卡尺、塞规634.90.40.07147.69.5编制抄写校对审核批准
 机械加工工序卡片三轴连杆工序卡
机械加工工序卡片三轴连杆工序卡