《焊接工艺技术标准 空气储灌焊工艺卡》由会员分享,可在线阅读,更多相关《焊接工艺技术标准 空气储灌焊工艺卡(10页珍藏版)》请在装配图网上搜索。
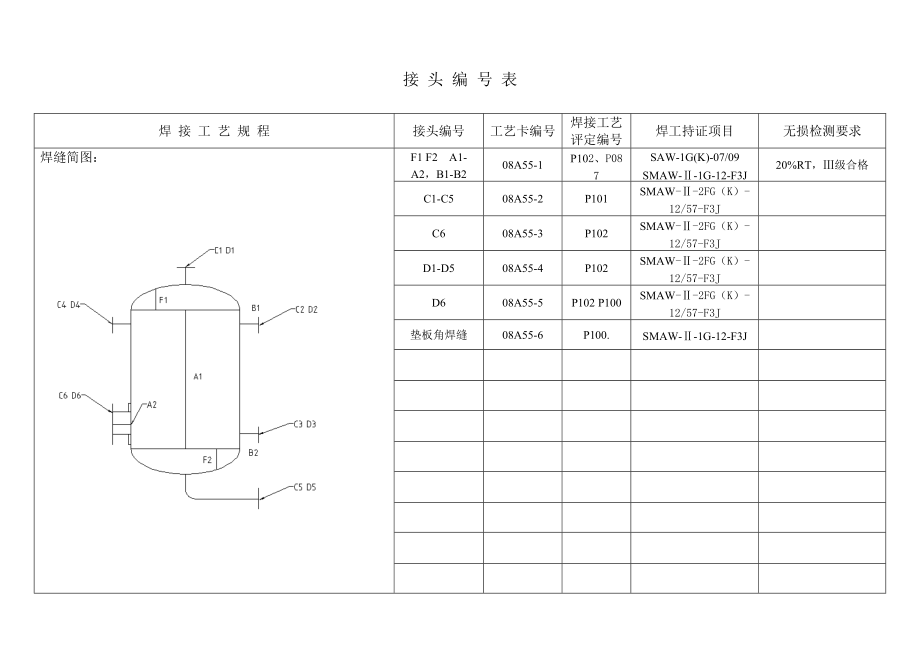
1、接 头 编 号 表 焊 接 工 艺 规 程接头编号工艺卡编号焊接工艺评定编号焊工持证项目无损检测要求焊缝简图:F1 F2 A1-A2,B1-B208A55-1P102、P087SAW-1G(K)-07/09SMAW-1G-12-F3J20%RT,级合格C1-C508A55-2P101SMAW-2FG(K)-12/57-F3JC608A55-3P102SMAW-2FG(K)-12/57-F3JD1-D508A55-4P102SMAW-2FG(K)-12/57-F3JD608A55-5P102 P100SMAW-2FG(K)-12/57-F3J垫板角焊缝08A55-6P100.SMAW-1G-12
2、-F3J压力容器焊接工艺卡接头简图技 术 要 求焊接工艺卡编号08A55-11.本设备各部位焊缝的焊接和检验均严格按照国家标准接头部位封头筒体纵、环缝人孔纵缝 GB150-1998钢制压力容器和压力容器安全技术监察 规程的规定执行.接头编号F1 F2 A1-A2,B1-B22.本设备的焊接应符合JB/T4709-2000钢制压力容器焊接 规程(全熔透工艺)焊工持证项目SAW-1G(K)-07/09SMAW-1G-12-F3J3.下料和组焊前检查标记移植.4.探伤标准:JB4730-2005压力容器无损检测.焊接工艺评定报告编号P087、P1025.未注明坡口形式者,按图纸要求组对.无损检测要求
3、20%RT,级合格母材16MnR厚度(mm)816MnR8焊接位置平焊层道焊接方法牌号直径(mm)极性电流(A)电弧电压(V)焊接速度(cm/min)线能量(KJ/cm)预热温度N.A层间温度N.A内:1-2层焊条电弧焊J5073.2直反100-11022-246-8焊后热处理N.AJ5073.2直反100-11022-246-8钨极直径N.A外:1层埋弧自动焊H10Mn23.2直反500-55036-3840-46m/h喷嘴直径N.A气体成分N.A气体流量正面: N.A背面: N.A 共 6 页 第 1 页压力容器焊接工艺卡接头简图技 术 要 求焊接工艺卡编号08A55-21.本设备各部位焊
4、缝的焊接和检验均严格按照国家标准接头部位接管与法兰 GB150-1998钢制压力容器和压力容器安全技术监察 规程的规定执行.接头编号C1-C52.本设备的焊接应符合JB/T4709-2000钢制压力容器焊接 规程(全熔透工艺)焊工持证项目SMAW-2FG(K)-12/57-F3J3.下料和组焊前检查标记移植.4.探伤标准:JB4730-2005压力容器无损检测.焊接工艺评定报告编号P1015.未注明坡口形式者,按图纸要求组对.无损检测要求母材20厚度(mm)20焊接位置垂直固定层道焊接方法牌号直径(mm)极性电流(A)电弧电压(V)焊接速度(cm/min)线能量(KJ/cm)预热温度N.A层间
5、温度N.A内:一层焊条电弧焊J4273.2直反110-12022-2410-12焊后热处理N.A钨极直径N.A外:1-3层焊条电弧焊J4273.2直反110-12022-2410-12喷嘴直径N.A气体成分N.A气体流量正面: N.A背面: N.A 共 6 页 第 2 页压力容器焊接工艺卡接头简图技 术 要 求焊接工艺卡编号08A55-21.本设备各部位焊缝的焊接和检验均严格按照国家标准接头部位人孔接管与法兰 GB150-1998钢制压力容器和压力容器安全技术监察 规程的规定执行.接头编号C62.本设备的焊接应符合JB/T4709-2000钢制压力容器焊接 规程(全熔透工艺)焊工持证项目SMA
6、W-2FG(K)-12/57-F3J3.下料和组焊前检查标记移植.4.探伤标准:JB4730-2005压力容器无损检测.焊接工艺评定报告编号P1025.未注明坡口形式者,按图纸要求组对.无损检测要求母材16MnR厚度(mm)16MnR焊接位置垂直固定层道焊接方法牌号直径(mm)极性电流(A)电弧电压(V)焊接速度(cm/min)线能量(KJ/cm)预热温度N.A层间温度N.A内:一层焊条电弧焊J5074直反170-18024-2612-16焊后热处理N.A钨极直径N.A外:1-3层焊条电弧焊J5074直反170-18024-2612-16喷嘴直径N.A气体成分N.A气体流量正面: N.A背面:
7、 N.A 共 6 页 第 3 页压力容器焊接工艺卡接头简图技 术 要 求焊接工艺卡编号08A55-41.本设备各部位焊缝的焊接和检验均严格按照国家标准接头部位接管与筒体 GB150-1998钢制压力容器和压力容器安全技术监察 规程的规定执行.接头编号D1-D52.本设备的焊接应符合JB/T4709-2000钢制压力容器焊接 规程(全熔透工艺)焊工持证项目SMAW-2FG(K)-12/57-F3J3.下料和组焊前检查标记移植.4.探伤标准:JB4730-2005压力容器无损检测.焊接工艺评定报告编号P1025.未注明坡口形式者,按图纸要求组对.无损检测要求母材20厚度(mm)16MnR8焊接位置
8、垂直固定层道焊接方法牌号直径(mm)极性电流(A)电弧电压(V)焊接速度(cm/min)线能量(KJ/cm)预热温度N.A层间温度N.A内:1层焊条电弧焊J4273.2直反110-12022-2410-12焊后热处理N.A钨极直径N.A外:1-3层焊条电弧焊J4273.2直反100-11022-246-8喷嘴直径N.AJ4273.2直反110-12022-2410-12气体成分N.A气体流量正面:N.A背面:N.A 共 6 页 第 4 页压力容器焊接工艺卡接头简图技 术 要 求焊接工艺卡编号08A55-51.本设备各部位焊缝的焊接和检验均严格按照国家标准接头部位补强圈、人孔接管与筒体 GB15
9、0-1998钢制压力容器和压力容器安全技术监察 规程的规定执行.接头编号D62.本设备的焊接应符合JB/T4709-2000钢制压力容器焊接 规程(全熔透工艺)焊工持证项目SMAW-2FG(K)-12/57-F3J3.下料和组焊前检查标记移植.4.探伤标准:JB4730-2005压力容器无损检测.焊接工艺评定报告编号P102,P015.未注明坡口形式者,按图纸要求组对.无损检测要求母材16MnR厚度(mm)16MnR8+8焊接位置垂直固定层道焊接方法牌号直径(mm)极性电流(A)电弧电压(V)焊接速度(cm/min)线能量(KJ/cm)预热温度N.A层间温度N.A内:1-2层焊条电弧焊J507
10、3.2直反110-12022-2410-12焊后热处理N.A钨极直径N.A外:1-3层焊条电弧焊J5073.2直反110-12022-2410-12喷嘴直径N.A-焊条电弧焊J5074直反170-18024-2612-16气体成分N.A气体流量正面:N.A背面:N.A 共 6 页 第 5 页压力容器焊接工艺卡接头简图技 术 要 求焊接工艺卡编号08A55-61.本设备各部位焊缝的焊接和检验均严格按照国家标准接头部位垫板角焊缝 GB150-1998钢制压力容器和压力容器安全技术监察 规程的规定执行.接头编号2.本设备的焊接应符合JB/T4709-2000钢制压力容器焊接 规程(全熔透工艺)焊工持
11、证项目SMAW-1G-12-F3J3.下料和组焊前检查标记移植.4.探伤标准:JB4730-2005压力容器无损检测.焊接工艺评定报告编号P1025.未注明坡口形式者,按图纸要求组对.无损检测要求母材16MnR厚度(mm)16MnR焊接位置垂直固定层道焊接方法牌号直径(mm)极性电流(A)电弧电压(V)焊接速度(cm/min)线能量(KJ/cm)预热温度N.A层间温度N.A内:焊后热处理N.A钨极直径N.A外:1-3层焊条电弧焊J5074直反170-18024-2612-16喷嘴直径N.A气体成分N.A气体流量正面:N.A背面:N.A 共 6 页 第 6 页岳阳威尔机器有限公司焊 接 工 艺 规 程产品名称 5m3空气储灌产品图号 HL-08-019产品编号 08A55编制 日期 校对 日期 审核 日期 容 器 技 术 特 性 设计压力(Mpa)设计温度()试验压力(Mpa)焊接接头系数容器类别介质0.9501.1250.85一类空气
 焊接工艺技术标准 空气储灌焊工艺卡
焊接工艺技术标准 空气储灌焊工艺卡