《零件上常见的工艺结构》由会员分享,可在线阅读,更多相关《零件上常见的工艺结构(12页珍藏版)》请在装配图网上搜索。
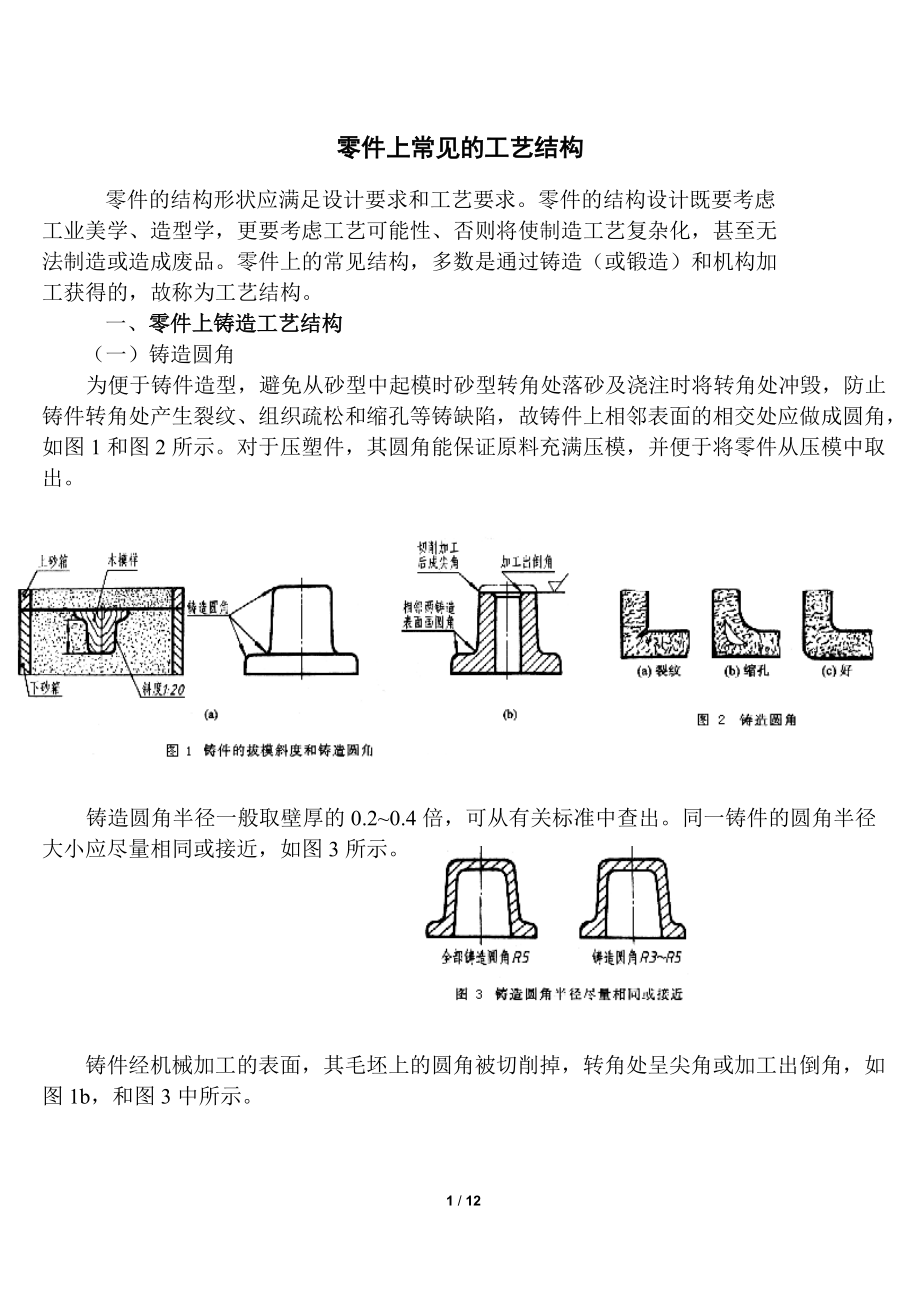
1、零件上常见的工艺结构零件的结构形状应满足设计要求和工艺要求。零件的结构设计既要考虑工业美学、造型学,更要考虑工艺可能性、否则将使制造工艺复杂化,甚至无法制造或造成废品。零件上的常见结构,多数是通过铸造(或锻造)和机构加工获得的,故称为工艺结构。一、零件上铸造工艺结构(一)铸造圆角为便于铸件造型,避免从砂型中起模时砂型转角处落砂及浇注时将转角处冲毁,防止铸件转角处产生裂纹、组织疏松和缩孔等铸缺陷,故铸件上相邻表面的相交处应做成圆角,如图1和图2所示。对于压塑件,其圆角能保证原料充满压模,并便于将零件从压模中取出。铸造圆角半径一般取壁厚的0.20.4倍,可从有关标准中查出。同一铸件的圆角半径大小应
2、尽量相同或接近,如图3所示。 铸件经机械加工的表面,其毛坯上的圆角被切削掉,转角处呈尖角或加工出倒角,如图1b,和图3中所示。 12 / 12 (二)起模斜度造型时,为了便于将木模从砂型中取出,在铸件的内外壁上沿起模方向常设计出一定的斜度,称为起模斜度(或叫起模斜度、铸造斜度),如图4所示。起模斜度的大小通常为1:1001:20,用角度表示时,手工造型木模样为1o3 o,金属模样为1 o 2 o,机构造型金属模样为0.5 o 1 o。 起模斜度(如起模斜度不大于3时),图中可不画出(图4a),但应在技术要求中加以注明。当需要表示时,如在一个视图中起模斜度已表示清楚(图4b),则其他视图疔只按其
3、小端画出,如图4c所示。(三) 铸件壁厚 为保证铸件的铸造质量,防止因壁厚不均冷却结晶速度不同,在肥厚外产生组织疏松以致缩孔,薄厚相间处产生裂纹等,应使铸件壁厚均匀或逐渐变化,避免突然改变壁厚和局部肥大现象。壁厚变化不宜相差过大,为此可在两壁相交处设置过渡斜度,如图5。 为了便于制模、造型、清砂、去除浇冒口和机械加工,铸件形状应尽量简化,外形尽可能平直,内壁应减少凹凸结构,如图6。铸件厚度过厚易产生裂纹、缩孔等铸造缺陷,但厚度过薄又使铸件强度不够。为避免由于厚度减薄对强度的影响,可用加强肋来补偿,如图7所示。一、零件上的机械加工工艺结构(一) 倒角和圆角1、倒角为了去掉切削零件时产生的毛刺、锐
4、边,使操作安全,保护装配便于装配,常在轴或孔的端部等处加工倒角。倒角多为45 o,也可制成30 o或60 o,倒角宽度C数值可根据轴径或孔径查有关标准确定,如图1013a、b所示。GB/T16675.11996中指出,在不致引起误解时,零件图中的倒角可以省略不画,其尺寸也可简化标注,如图1013a、b所示。2、圆角为避免在零件的台肩等转折处由于应力集中而产生裂纹,常加工出圆角,如图1014所示,圆角半径r数值可根据轴径或孔径查表确定。加工圆角的简化画法、注法与倒角、铸造圆角类同,如图1015所示(GB/T16675.11996)。上述倒角、圆角,如图中不画也不在图中标注尺寸时,可在技术要求中注
5、明,如“未注倒角C2”、“锐边倒钝”、“全部倒角C3”、“未注圆角R2”等。(二)退刀槽和越程槽为了在切削零件时容易退出刀具,保证加工质量及易于装配时与相关零件靠紧,常在零件加工表面的台肩外预先加工出退刀槽或越程槽。常见的有螺纹退刀槽、插齿空刀槽、砂轮越程槽、刨削越程槽等。图1016中所示的该结构尺寸a、b、h等数值,可从标准中查取。 一般的退刀槽(或越程槽),其尺寸可按“槽宽直径”或“槽宽槽深”的标注(GB/T16775.11996),如图1017所示。(三)钻孔处结构零件上钻孔处的合理结构如图1018a所示。用钻头钻孔时,被加工零件的结构设计应考虑到加工方便,以保证钻孔的主要位置准确性和避
6、免钻头折断;同时还要保证钻削工具有最方便的工作条件。为此,钻头的轴线应尽量垂直于被钻孔的端面,如果钻孔处表面是斜面或曲面,应预先设置与钻孔方向垂直的平面凸台或凹坑,并且设置的位置应避免钻头单边受力产生偏斜或折断,如图1018a符合上述工艺条件,故合理;图1018b则不合理。 (四)台或凹为了保证装配时零件间接触良好,减少零件上机械加工的面积,降低加工费用,设计铸件结构时常设置凸台或凹坑(或凹槽、凹腔)如图1019所示,以便达到上述加工目的。凹槽或是凹腔不需加工,只加工其相邻的表面。内凸台加工不方便,应尽量设计成外凸台(或凹坑)。对属于不连续的同一表面的凸台应同时加工,其尺寸只注一次。零件在与螺
7、栓头部或与螺母、垫圈接触的表面,常设置凸台(再加工)或加工出沉孔(鱼眼坑),以减少加工面并保证两零件接触良好,如图1020所示。各种孔的尺寸注法见104。(五)滚花在某些用手转动的手柄捏手、圆柱头调整螺钉头部等表面上常做出滚花,以防操作时打滑。塑料嵌接件的嵌接面有时也做出滚花,以增强嵌接的牢固性。滚花可在车床上加工。滚花有直纹、网纹两种形式,其结构图尺寸可从有关标准中查出。 滚花的画法和尺寸注法(GB/T16675.11996),如图1021所示。(六) 形结构(铣方) 轴、轩或孔上的方形结构(铣方),通常用于两传动件间的配合接触面。铣方的画法和尺寸注法如图1022所示(GB/T16675.1
8、1996),铣方平面可用两条对角线(经实线)表示,其结构尺寸可在连长尺寸前注“”符号。(七)中心孔加工较长的轴类零件时,为了便于定位和装夹,常在轴的一端或两端加工出中心孔。中心孔的结构形式、尺寸数值可查有关标准,见附表41。 标准中心孔在零件图中可不画出,只需用规定符号标注其代号以表达设计要求(GB/T16675.11996),见附表41。 A B (A)小齿轮无法加工(B)有退刀槽后,小齿轮可插齿加工 A B (A)键槽方位不同,需两次装夹(B)可在一次装夹中加工出全部键槽改进前(A)改进后(B)说明1(A)小齿轮无法加工(B)有退刀槽后,小齿轮可插齿加工2(A)键槽方位不同,需两次装夹(B)可在一次装夹中加工出全部键槽3(A)加工面大(B)加工面小,减少地面接触面积,稳定性好4(A)斜面钻孔,钻头容易起偏(B)钻孔工作条件好,提高刀具寿命,提高钻孔精度和生产率5(A)孔的位置距离太近,不易加工,或采用非标准刀具加工(B)可采用标准刀具加工,提高加工精度6(A)凹槽尺寸不同,增加换刀次数(B)可减少刀具种类,减少换刀时间
 零件上常见的工艺结构
零件上常见的工艺结构