 ABB机器人的程序数据
ABB机器人的程序数据

《ABB机器人的程序数据》由会员分享,可在线阅读,更多相关《ABB机器人的程序数据(42页珍藏版)》请在装配图网上搜索。
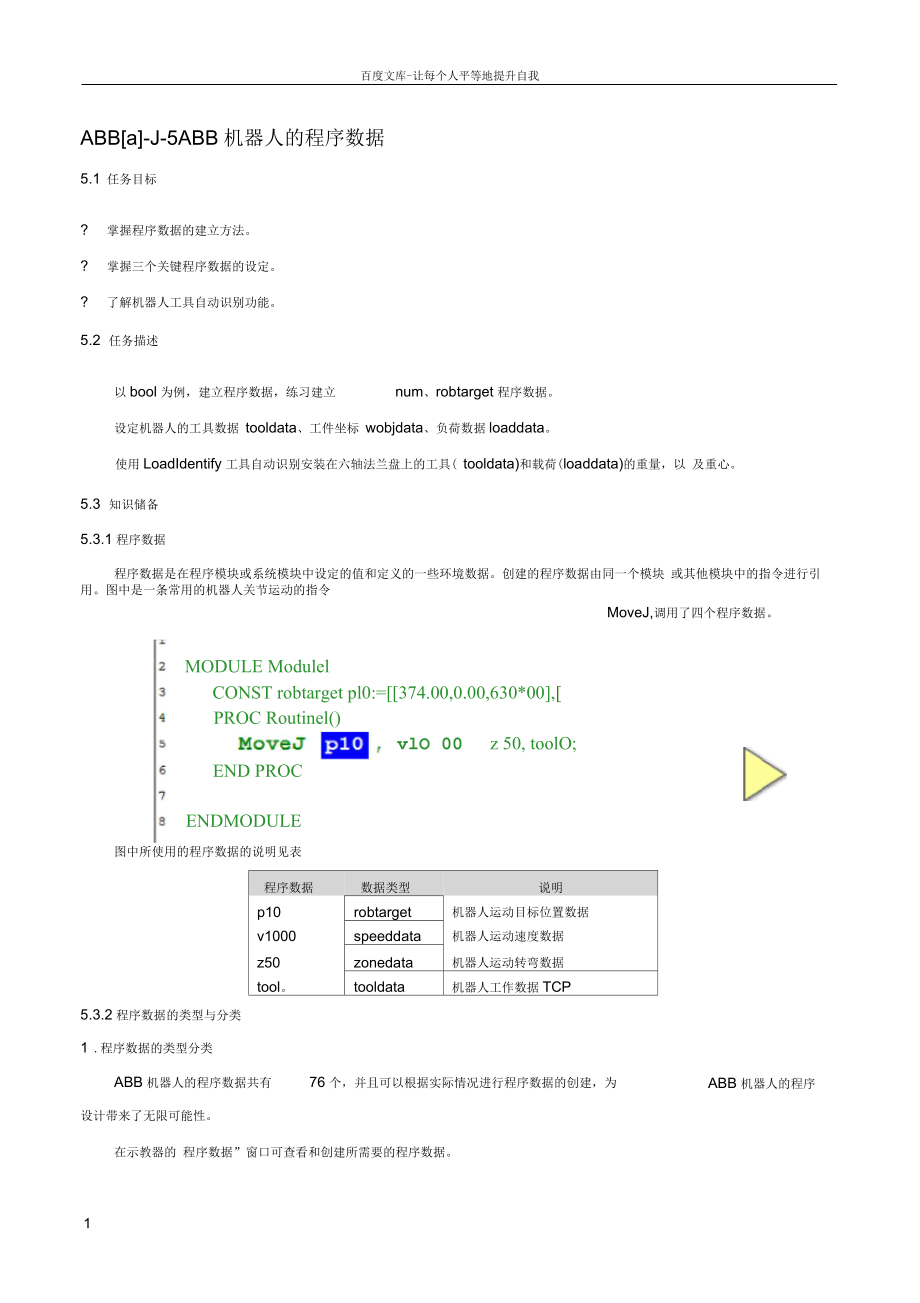
1、百度文库-让每个人平等地提升自我MoveJ,调用了四个程序数据。MODULE ModulelCONST robtarget pl0:=374.00,0.00,630*00,PROC Routinel()vlO 00z 50, toolO;END PROCENDMODULEABBa-J-5ABB机器人的程序数据5.1 任务目标?掌握程序数据的建立方法。?掌握三个关键程序数据的设定。?了解机器人工具自动识别功能。5.2 任务描述以bool为例,建立程序数据,练习建立num、robtarget程序数据。设定机器人的工具数据 tooldata、工件坐标 wobjdata、负荷数据loaddata。使用
2、LoadIdentify工具自动识别安装在六轴法兰盘上的工具( tooldata)和载荷(loaddata)的重量,以 及重心。5.3 知识储备5.3.1程序数据程序数据是在程序模块或系统模块中设定的值和定义的一些环境数据。创建的程序数据由同一个模块 或其他模块中的指令进行引用。图中是一条常用的机器人关节运动的指令42图中所使用的程序数据的说明见表程序数据数据类型说明p10robtarget机器人运动目标位置数据v1000speeddata机器人运动速度数据z50zonedata机器人运动转弯数据tool。tooldata机器人工作数据TCP5.3.2程序数据的类型与分类1 .程序数据的类型分
3、类ABB机器人的程序ABB机器人的程序数据共有76个,并且可以根据实际情况进行程序数据的创建,为设计带来了无限可能性。在示教器的 程序数据”窗口可查看和创建所需要的程序数据。於看年注标-全系瓢桁建国女列盍中连舁一个矗撑臭朋强国:311)/1 耽1更改范国nccdntooiotricsboolbtnrcjbuxitatcbuttondatabytecanaeradcrcaneraexldataearner as or t datacamcratorgetloekcnvciidconf dataconfGupdatacoxrdeccrdataposdianiindirdnum length :=
4、10 - 1;3.常用的程序数据根据不同的数据用途,定义了不同的程序数据,下表是机器人系统中常用的程序数据:程序数据说明bool布尔量byte整数数据0255clock计时数据dionum数字入/输出信号extjoint外轴位置数据intnum中断标志符jointtarget关节位置数据loaddata负荷数据mecunit机械装置数据num数值数据orient姿态数据pos位置数据(只有 X、Y和Z)pose坐标转换robjoint机器人轴角度数据robtarget机器人与外轴的位置数据speeddata机器人与外轴的速度数据string字符串tooldata工具数据trapdata中断数据
5、wobjdata工件数据zonedataTCP转弯半径数据*提示:系统中还有针对一些特殊功能的程序数据,在对应的功能说明书中会有相应的详细介绍,请查 看随机光盘电子版说明书。也可以根据需要新建程序数据类型。5.4任务实施 5.4.1建立程序数据程序数据的建立一般可以分为两种形式,一种是直接在示教器中的程序数据画面中建立程序数据;另一种是在建立程序指令时,同时自动生成对应的程序数据。本节将介绍直接在示教器的程序数据画面中建立程序数据的方法。下面以建立布尔数据为例子进行说 明,练习时建立 num和robtarget程序数据。建立bool数据的操作步骤:4. 进行名称的设定、单击下拉 菜单选择对应的
6、参数,设定 完成后单击确定”完成设设定参数说明名称设定数据的名称范围设定数据可使用 的范围存储类型设定数据的可存任务设定数据所在的 任务模块设定数据所在的 模块例行程序设定数据所在的 例行程序维数设定数据的维数初始值设定数据的初始 值数据设定参数及说明见表:5.4.2三个关键的程序数据的设定在进行正式的编程之前,就需要构建起必要的编程环境,其中有三个必须的程序数据(工具数据tooldata、工件坐标 wobjdata、负荷数据loaddata)就需要在编程前进行定义。工具数据tooldata工具数据tooldata用于描述安装在机器人第六轴上的工具的TCR质量、重心等参数数据。般不同的机器人应
7、用配置不同的工具,比如说弧焊的机器人就使用弧焊枪作为工具,而用于搬运板材的机器人就会使用吸盘式的夹具作为工具。默认工具(tool。)的工具中心点(Tool Center Point)位于机器人安装法兰盘的中心。图中 A点就是原始的TCP点。TCP的设定原理如下:1)首先在机器人工作范围内找一个非常精确的固定点作为参考点。2)然后在工具上确定一个参考点(最好是工具的中心点)。3)用之前介绍的手动操纵机器人的方法,去移动工具上的参考点,以四种以上不同的机器人姿态尽可能与固定点刚好碰上。为了获得更准确的TCP在以下例子中使用六点法进行操作,第四点是用工具的参考点垂直于固定点,第五点是工具参考点从固定
8、点向将要设定为TCP的X方向移动,第六点是工具参考点从固定点向将要设定为TCP的Z方向移动。4)机器人通过这四个位置点的位置数据计算求得TCP的数据,然后TCP的数据就保存在tooldata这个程序数据中被程序进行调用。*提示:执行程序时,机器人将TCP移至编程位置。这意味着,如果要更改工具以及工具坐标系,机器人的移动将随之更改,以便新的TCP到达目标。所有机器人在手腕处都有一个预定义工具坐标系,该坐标系被称为tool。这样就能将一个或多个新工具坐标系定义为tool。的偏移值。*注意:TCP取点数量的区别:4点法,不改变tool。的坐标方向5点法,改变tool。的Z方向6点法,改变tool。的
9、X和Z方向(在焊接应用最为常用)。前三个点的姿态相差尽量大些,这样有利于TCP精度的提高。操作步骤:I 噩有I | 5utl .BDBEC3L IDE?乜 HotEdit手动豳自初生产商口程序毋相器备希与恢豆校盛控制面板事件U志FlciPtndnnt资源管开器系跳信息1. ABB菜单中,选择手动操airDePaul I Ustir重新启动2.选择工具坐标4.对工具数据属性进行设定 后,单击确定”。J朝唯更改声明-.复制删除5.选中tooll后,单击 编辑 菜单中的定义”选项。编辑6. 选择“TCPfl Z, X”,使用6点法设定TCR7 .选择合适的手动操纵模 式。8 .按下使能键,使用摇杆使
10、 工具参考点靠上固定点, 作为第一个点。沽总陆盘指-定义工具坐标定义邙坐标:tuull选鲜一方选,断拉片后白击文方法: |tcp ft 4, X三|寰教二p 一 二J9.单击修改位置”,将点1 位置记录下来。10.工具参考点变换姿态靠上 固定点。11.单击 修改位置”,将点2 位置记录下来。15.单击修改位置”,将点4 位置记录下来。16 .工具参考点以点4的姿态从固定点移动到工具TCP的+X方向。17 .单击修改位置”,将延伸器点X位置记录下来。18 .工具参考点以此姿态从固 定点移动到工具 TCP的Z 方向。19.单击修改位置”,将延伸 器点Z位置记录下来。20.单击确定”完成设定。r程体
11、数据- j_耳里依定义计算结果丁以坐标二tuull电击,痛定中硒认第甲,卓点击.据首重Sfi1义膏*1!审$季&荐虬-JB当前闻tuull工闫君锦电国二朗 GtiJjMAPLD/T KCUl/CalibUia期tool flTh Tl/KEhAJQ 4i/KASE乐市改优.1 toull更改声明/ludulel任务复制删除河MM-翻取酒名撤岁强中学&以给指tooLl电致褂及空LLuad:D., 0, 0,1, 1, & 0, C, . . lottddat a/cog.血0门pQS1 :=0mtmy :-0num._/E :=1runV瓶商flfcir地希21.对误差进行确认,越小越 好,但也
12、要以实际验证效 果为准。22.选中tooll ,然后打开编辑菜单选择更改值”。23.在此页面中,根据实际情 况设定工具的质量mass(单位kg)和重心位置数据(此中心是基于tool。的偏移值,单位mm),然 后单击确定”。*提示:此页显示的内容就 是TCP定义时生成的数据。24.选中tooll ,单击 确定”。点击艮性簿更选机械单元:RDB地丹精的:Off动作模式:重定位半标系:T具T具坐标:.工件坐标:wubjO.和放转荷;13KH 掾纵的定:尢一JS星:无曜.二工。操黑25.动作模式选定为重定 位”。坐标系统选定为工具”。工具坐标选定为“tooll。26.使用摇杆将工具参考点靠 上固定点,
13、然后在重定位 模式下手动操纵机器人, 如果TCP设定精确的话, 可以看到工具参考点与固 定点始终保持接触,而机 器人会根据重定位操作改 变姿态。如果使用搬运的夹具,一般工具数据的设定方法如下:图中,搬运薄板的真空吸盘夹具为例,质量是 25kg,重心在默认tool。的Z的正方向偏移250mm, TCP点设定在吸盘的接触面上,从默认 tool。上的Z方向偏移了 300mm。在示教器上设定如下:1.在 手动操纵”界面,选择 工具坐 标”。当季的卷(U -工具当前闻星:羔列表中通舞一4项目wall*工日抖蹄悦松|菊图1 MjSun toolORAPID/T MlBl/CalibData鼬PID/T R
14、0B1/BASE钮2.单击新建”。tULil RAJB/T.EtOEJl/Iudultl任务-理精名称:tool 2力田一甲字值。嫡定蟆满3 .根据需要设定数据的属性,一般 不用修改。4 .单击初始值”。5 . TCP点设定在吸盘的接触面上,从默认tool。上的Z正方向偏移了300mm,在此画面中设定对应的 数值。点去一个字用以安疆他+林麻ft*隼里维IMS 5 :=CDg:百CO.凡 2507/ posV :=0numy0num250nun皿由Dfu,o, 01N里看6. 此工具质量是25kg,重心在默认 tool。的Z的正方向偏移 250mm , 在画面中设定对应的数值,然后 单击确定”,
15、设定完成。2.工件坐标wobjdata工件坐标对应工件,它定义工件相对于大地坐标(或其他坐标)的位置。机器人可以拥有若干工件坐 标系,或者表示不同工件,或者表示同一工件在不同位置的若干副本。对机器人进行编程时就是在工件坐标中创 建目标和路径。这带来很多优点:1)重新定位工作站中的工件时, 只需要更 改工件坐标的位置,所有路径将即刻随 之更新。2)允许操作以外轴或传送导轨移动的工 件,因为整个工件可连同其路径一起移 动。*提示:A是机器人的大地坐标,为了方便 编程,给第一个工件建立了一个工件坐标B,并在这个工件坐标B中进行轨迹编程。如果台子上还有一个一样的工件需要走一 样的轨迹,那只需建立一个工
16、件坐标 C,将工件 坐标B中的轨迹复制一份,然后将工件坐标从 B 更新为C,则无需对一样的工件进行重复轨迹编 程了。*提示:如果在工件坐标 B中对A对象进行 了轨迹编程,当工件坐标的位置变化成工件坐 标D后,只需在机器人系统重新定义工件坐标 D,则机器人的轨迹就自动更新到 C了,不需要 再次轨迹编程了。因A相对于B, C相对于D的 关系是一样,并没有因为整体偏移而发生变化。*注意:在对象的平面上,只需要定义三个 点,就可以建立一个工件坐标。X1点确定工件坐标的原点。XI、X2点确定工件坐标 X正方向Y1确定工件坐标 Y正方向。工件坐标等符合右手定则。建立工件坐标的操作步骤:占高正转弃用废曲量机
17、械单元;BOB 1,绝用曲Off动柞模式士重定和一坐标系工具.一丁具芈标:tnnll.坦行中的也8f; VDiJJJtjectX:548.4nu:(L2mZ:300L4nuql:仪器”9q2:Ol 530795 二0. I2ZHZqM-0.7872所ilk。,_也曾告,一府效郴1:laadl.操纵杆锁定:无.增量二无一厂提件格方向X Y Z对淮转到.启动品手面片m - I ft1.在手动操纵画面中,选 择工件坐标”。当前遗dT:工件将算范国。:一|wobjORAPID/T RCB1/BASE全局|*JubJO4列条中也再一个响目,2.单击新建”。新建一 一编相名标|obj L 事 当施任善:T
18、-MM11范围:存瞽类型:任小模块二例彳J程序:雄数任考可变量T R0&1fkodulel初始俏确定峨哨3.对工件坐标数据属性进行设定后,单击 确定”。4.打开编辑菜单,选择定 义”。5.将用户方法设定为“3 点”。7.单击修改位置”,将X1 点记录下来。8.手动操纵机器人的工具 参考点靠近定义工件坐 标的X2点。9.单击修改位置”,将X2 点记录下来。10.手动操作机器人的工具 参考点靠近定义工件坐 标的Y1点。11.12.单击修改位置”,将Y1 点记录下来。单击确定”。砂梃林熟掘-定义-工件堂“定岗计算结果工件坐标:H0b.il点由物近钻犀H 4货if4新去量量餐他*用力法二NabiFra
19、neCal i. bX:14G. 7173 里米Ti-91. ST56R 亳米Z;2QS. 5J553 ?|四个一蛆 10.蚓。81T6gT*690T四个一班 2-0.013SQ223t58flft&lO/13.对自动生成的工件坐标 数据进行确认后,单击确定”。14.选中wobjl后,单击确ao3.有效载荷loaddatatooldata以及搬运对象的质量和重心数据对于搬运应用的机器人,应该正确设定夹具的质量、重心loaddata 。操作步骤:1.手动操纵”界面,选择有效载 荷”。2.黄掘鑫事:loaddata当芾仔韩:T BD61一族load!瓶围:任务方楠.类型:可变重在为 ETJtOBl
20、税块二UECT例行程序二齐,总据加1初*Mi名新:Lundl点市一个字虞显甄辑的*宕称僮蠹齿套上loodl * -口叱4口,口.必见 0L.,1 naddamIB血后 ;二1I1U1UC训:0.0,50T :=0Hl LEDy :,=CKMIUl在RAPID编程中,需要对有效载荷的情况进行实时的调整:3 .对有效载荷数据属性进行设ao4 .单击初始值”。5 .对有效载荷的数据根据实际 的情况进行设定,各参数代表 的含义请参考下面的有效载 荷参数表。6 .单击确定”。名称参数单位有效load.masskg载荷顾里有效load.cog.xmm载荷load.cog.y重心load.cog.z力矩lo
21、ad.aom.q1轴方load.aom.q2向load.aom.q3load.aom.q4有效ixkg m2载荷iy的转iz动惯量TASK PERS loaddata loadl: = 0PROC main()Set dol;Sriplioad loadl; Move J * f 60 00, MoveJ *, V1000, MoveJ * f vlOOC, Reset dol;GripLoad loadO;z50rz50,z50toclO:toolO;toclO;0,0,0ABB丸陶布典安士信惠 ffilAFJ 产品质情申他留题作主储据木拿等手胤和用于, O SSet dol;夹具夹紧Gri
22、pLoad loadl;指定当前搬运对象的质量和重心loadlReset dol;夹具松开GripLoad load。;将搬运对象清除为 load。5.5知识链接5.5.1 复杂程序数据赋值在RAPID程序数据中,有一些结构较为复杂的程序数据,如robtarget程序数据,即MoveJ指令中的p10数据:机盖A文样 M20O4, rsvjl.RWE.1i 01, Rtl.1SiTKillllMi MfcfMM WWIWi,li * MWD1主I TWhntolil pafirm fMBLIBl - RAMD IIn 1. mid ion a-, frumFdtiofia and Ltota t
23、ypeTl liteliitikHlrriwi Lifll -krndF TfwUMiiirfll rq士 rot o orient w q4 of num & roDconr ot conraata n eax si of num 上?ax_b of num v *ax_d of num eax_e of num 予以修改trans of pos中的x为例。操作步骤:1 .首先确定程序数据的类型为可变量2 .打开程序编辑器进入例行程序添加赋值指令 p10.trans.x:=400”(即将p10的 trans下的x的值更改为 400)。5.5.2工具自动识别程序介绍工具自动识别(LoadID)
24、功能。LoadIdentify是ABB机器人开发的用于自动识别安装在六轴法兰盘上的工具(tooldata)和载荷(loaddata)的重量,以及重心。(前面介绍到,设置 tooldata和loaddata是自己测量工具的重量和重心,然后填写参数 进行设置,但是这样会有一定的不准确性)手持工具的应用中,应使用 LoadIdentify识别工具的重量和重心。手持夹具的应用中,应使用 LoadIdentity识别夹具和搬运对象的重量和重心。操作步骤:1.使用手动操纵功能,把 机器人回到机械原点位 置。一占工鞋量电网单兀:出标中购恃匿r股& JbjtrrtROB 1 X:阻0皿绝对精度:Off85-1
25、 im:2&L 1 ran动价银式;版性. uliQ 01166坐杯分T具挈:OLb制M端士-0.05234J具坐标二toall1加:-0,82485工料坐标二位置格式一有破载荷二n*iarid ncLi vh* a n the j oq cj i. rig wi. ndo w .1 M&unt*d g rm l中 ad EUHt b制 df i ned .* S u-i tab! st ra txot a kc s 1 6 ) pos 11 i rin n . conFirs I6.确认六轴是否在合适位 置(不必为机械原点)7.确认工具数据名称。*3 (Ml lb* 111 l)eOIT 4
26、LH l*风” 0t_MliFTHtitfl8.选择工具重量(选择 2, 然机器人自己识别重 量)。Ide nt if i.Cot i0n met hods for Too 1:1 u Known a我 in才干中1N = unknown as国 in Tool o =匚且n已更gel IB 匚七 1 dis-n t i r i eat iort si!t hcl9.调整旋转角度(如果工 具不能进行90度旋转, 要进行设置)。Kc 1 Bczt. s.ngl c ( t ineuraiHnt OVB&fiL! f r liX bnwixh l-?w e psi ird inMAN / RED
27、. EPKED EOE til 迪 EQ ol七卷|叱 门k With hghei EpeedPUT萼中靠tfflw 存p0d 710.进行慢速测试。七哥日b move for elw tecr wventoOVES 匕: I” Thi?有修g君utq牵ntd cat1 t-vh4 Up t中 fJTROBI- Hjbjsu ebnt, nuBb#r 511TROBI且占闫i2即ROE 1.一七 EE更nunbE-i !38T_R 口Rl-riHfBnT n uh bo r ;1F_ROB 1- FTt49 fi 13 匚肝就 口七 HUlSb麻匚二5TROBl-iKeasu卧电nt nuab
28、r :6TROBI H已将吕 m re Me nt nub 酢匚;77ROBI Alt白且,革nt:3TR OB 1 M Runn i nt| n 1-aw thL QTfflBQnLn-11.等待机器人完成测试步 骤,观察机器人动作是 否有被干涉,一直按住 使能键(使能键如果断 开,需要重新开始测试 过程)。Ma CM In)1. S WJL t.ch ft.o 曰iult 5配 JlU mDd 白ax mnud 1 full sp-aed siode .2d8 Ld r 1 proq fut_ ionI -Prn n HOVIS for OGnfiuw,* , n电 =木 m rkt: i
29、t12.切换到自动状态,点击 播放键,重新进入识别 程序画面,点击“MOVE13.完成后跳到画面,切换 为手动,显示测量结果(包括重量、重心、准 确度等),确认无误后, 点击“YeS殍结果写入工 具数据。W.UIResult: of Too 1 idviitiFic-at ion;显昌日 tkgm 1*4Center oT g rivi ty (so) x 24.4 y = fl z til. 2/wuna Accurcry 1)= 77HARHTNC LOW ACCORACT 1Updat。Tool tool 1 anyhow ?Rftf Prur mbXuh - T_KOHil14.点击取消调用例行程序”回到程序编辑画面。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
