 纯净铸钢的精炼工艺
纯净铸钢的精炼工艺

《纯净铸钢的精炼工艺》由会员分享,可在线阅读,更多相关《纯净铸钢的精炼工艺(3页珍藏版)》请在装配图网上搜索。
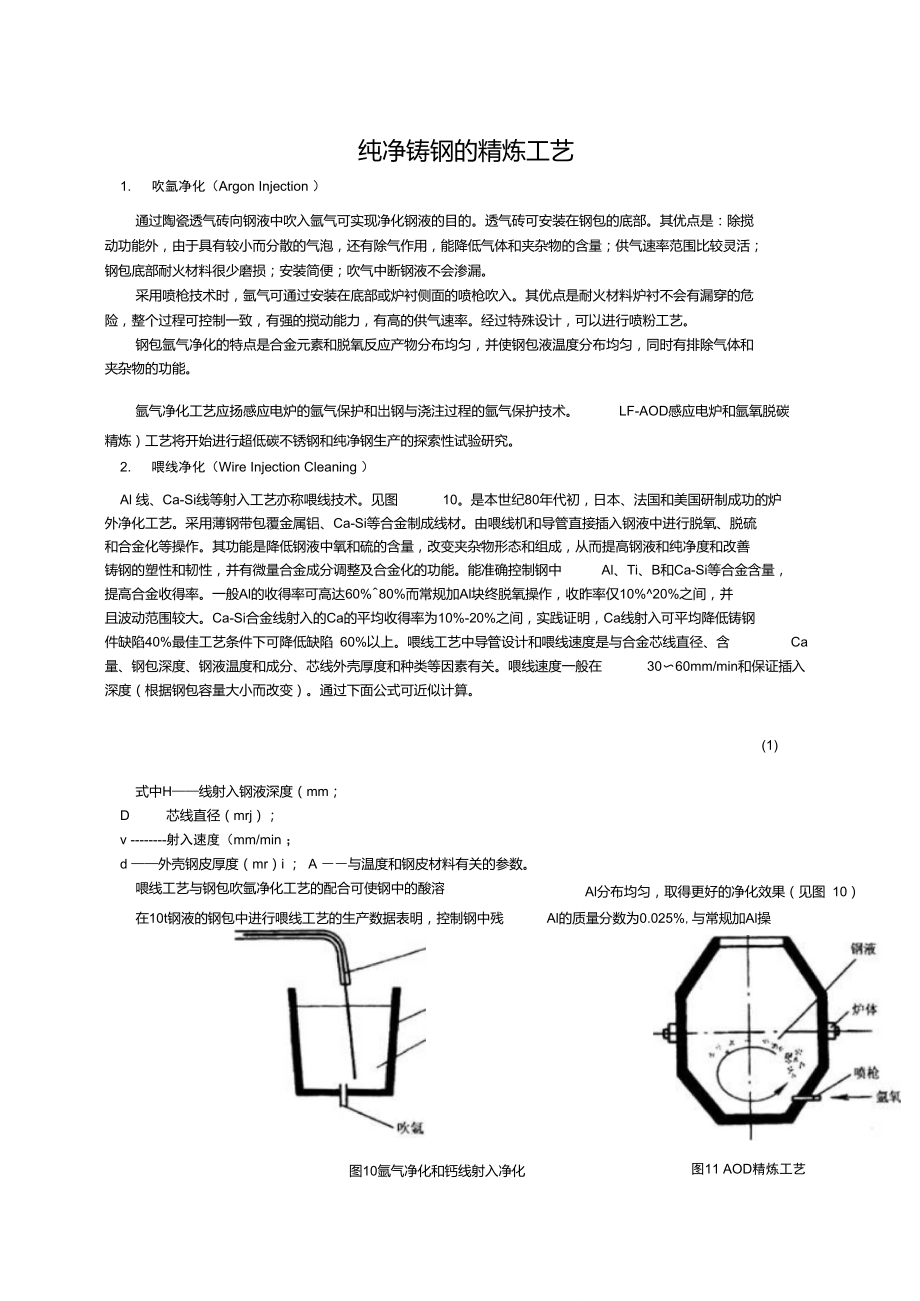
1、图11 AOD精炼工艺图10氩气净化和钙线射入净化纯净铸钢的精炼工艺1. 吹氩净化(Argon Injection )通过陶瓷透气砖向钢液中吹入氩气可实现净化钢液的目的。透气砖可安装在钢包的底部。其优点是:除搅 动功能外,由于具有较小而分散的气泡,还有除气作用,能降低气体和夹杂物的含量;供气速率范围比较灵活; 钢包底部耐火材料很少磨损;安装简便;吹气中断钢液不会渗漏。采用喷枪技术时,氩气可通过安装在底部或炉衬侧面的喷枪吹入。其优点是耐火材料炉衬不会有漏穿的危 险,整个过程可控制一致,有强的搅动能力,有高的供气速率。经过特殊设计,可以进行喷粉工艺。钢包氩气净化的特点是合金元素和脱氧反应产物分布均
2、匀,并使钢包液温度分布均匀,同时有排除气体和 夹杂物的功能。氩气净化工艺应扬感应电炉的氩气保护和岀钢与浇注过程的氩气保护技术。LF-AOD感应电炉和氩氧脱碳精炼)工艺将开始进行超低碳不锈钢和纯净钢生产的探索性试验研究。2. 喂线净化(Wire Injection Cleaning )Al 线、Ca-Si线等射入工艺亦称喂线技术。见图10。是本世纪80年代初,日本、法国和美国研制成功的炉外净化工艺。采用薄钢带包覆金属铝、Ca-Si等合金制成线材。由喂线机和导管直接插入钢液中进行脱氧、脱硫 和合金化等操作。其功能是降低钢液中氧和硫的含量,改变夹杂物形态和组成,从而提高钢液和纯净度和改善 铸钢的塑性
3、和韧性,并有微量合金成分调整及合金化的功能。能准确控制钢中Al、Ti、B和Ca-Si等合金含量,提高合金收得率。一般Al的收得率可高达60%80%而常规加Al块终脱氧操作,收昨率仅10%20%之间,并 且波动范围较大。Ca-Si合金线射入的Ca的平均收得率为10%-20%之间,实践证明,Ca线射入可平均降低铸钢 件缺陷40%最佳工艺条件下可降低缺陷 60%以上。喂线工艺中导管设计和喂线速度是与合金芯线直径、含Ca量、钢包深度、钢液温度和成分、芯线外壳厚度和种类等因素有关。喂线速度一般在3060mm/min和保证插入深度(根据钢包容量大小而改变)。通过下面公式可近似计算。(1)式中H线射入钢液深
4、度(mm;D芯线直径(mrj);v射入速度(mm/min ;d 外壳钢皮厚度(mr)i ; A 与温度和钢皮材料有关的参数。Al分布均匀,取得更好的净化效果(见图 10)喂线工艺与钢包吹氩净化工艺的配合可使钢中的酸溶在10t钢液的钢包中进行喂线工艺的生产数据表明,控制钢中残Al的质量分数为0.025%,与常规加Al操作比较,终脱氧的用 Al量减少50%-60% (对铸钢车间而言),和减少 50%70%(对炼钢车间而言)。射入 Al 线和Ca-Si线复合工艺时,钢中的O和S进一步降低,氧化物夹杂和氮化铝均减少, 钢的力学性能中韧塑性 显著改善。喂线净化工艺处理时间短,钢液降温少,不污染环境,不用
5、载气,不会带来钢液喷溅。同时提高Ca Ti、Al、B、RE等合金元素加入的收得率。3. AOD精炼工艺AOD精炼工艺是美国发明的专利技术,见图11。专利技术的限定内容是氧气和惰性气体(氩气)的混合气体从炉体侧面通过特殊的喷枪直接吹入熔池之中(液面之下)进行精炼。其原理实质上是熔池中脱碳热、动力 学的交替作用,是依靠氧和惰性气体的混合气体而不是纯氧来进行。AODT艺适合于低碳和超低碳锈钢的精炼,其工艺是氩气泡的模拟真空条件,降低CO气体分压,在一定温度下,具备从高铬含量熔池中去除碳的能力,而不会促进铬的氧化,因而它可利用最廉价的原材料,如高碳铬铁和不锈钢废钢返回料生产纯净超低碳不锈钢。 现在,全
6、世界75%以上的不锈钢是采用 AODT艺生产的。美国ESCO司于1973年第一家将AODT艺用于铸造生 产。全世界现有100多台AOD精炼炉,其容量在1160t之间。用于铸造生产的 AOD炉容量一般小于20t。AOD 工艺现在不仅用于不锈钢的精炼,还扩大到生产工具钢、硅钢、低合金钢和碳钢。ESCO司于1978年应用AOD进行全部低合金铸钢的生产。它不仅降低不锈钢的生产成本,还改善钢的质量,去除气体和夹杂物,提高钢液 纯净度,改善流动性和充型性, 提高钢的力学性能,减少铸造缺陷等。AODW炼过程是依靠化学反应控制钢液温度,不需要外界热源,因此非常适合与铸造工业的中小容量感应电炉和电弧炉组成双联工
7、艺。到1997所末,在北美共19个公司26台AOD炉 (容量150t)和在中国有8台AOD(容量28t )炉用于不锈钢和其他合金钢铸 件的生产。4. 真空精炼工艺(1) VOD(Vacuum Oxygen Decarburization )和 VOD(acuum Oxygen Decarburization ConVerter) VOD是真空氧脱碳精炼工艺。见图12。它适用精炼各种碳钢、低合金钢和不锈钢。由于在真空下,可精炼纯净度和更高的钢液,气体和夹杂物含量更低。该工艺需要真空设备,一次性投资和维护费用较高。在小容量精炼、脱 碳速率和能力、超低碳不锈钢和温度控制等方面有其局限性。VODC是V
8、OD精炼和有氩气搅动功能的转炉工艺相结合,有更强的精炼能力和生产效率。图12 VOD VODC真空精炼工艺(2) LF ( Ladle Furnace )是钢包精炼炉,它具备三项功能,真空、炉底氩气搅动和电极加热,见图13。LF工艺适用于重型机械制造工业中大容量钢液的精炼。中国重型机械工业系统有容量 30170t的LF炉10多台,多应于动力工程用大型铸造钢锭的精炼。LF工艺受到容量和耐火材料炉衬寿命的限制,一般容量小于30t或40t 的LF炉,因三相电极加热功能很难实现而不宜采用。另外。 LF炉的炉衬寿命低,一般均少于10次。特别是渣线处的炉衬寿命更低。由于加热工艺等问题,小容量国LF (小于
9、40t或30t )是否有工业生产应用价值尚处于探索之中。(3) VILF (Vacuum In duction Ladle Fur nace)是真空感应加热钢包炉。这是铸造车间采用小容量LF炉的加热新工艺,见图14。日本大同特殊钢公司分别有 5tAOD炉和5tVILF炉。AOD炉主要生产不锈钢、 耐热钢及 其合金纯净铸件。VILF主要生产碳钢铸件。采用何种工艺是依据成本和氩气用量综合来选择。对VILF炉采用电加热和AOD工艺用Al和Fe-Si升温的费用进行分析对比。另外,该公司采用钢包吹氩降温和净化工艺生产超纯 净钢。图 13 LF钢包精炼炉图14 VILF真空感应加热钢包炉等离子体钢包精炼炉
10、。是美国 是一圆柱电极装在一台 4.5tMaynard铸钢公司于1993年首先引入铸钢 的底注钢包上,钢包有一专门的三析侧开口ESC工艺生产水电机组用不锈钢导叶,已投入商业化生产。炉悴炉盖76金5. PLF(Plasma Ladle Furn ace )生产,见图15。Maynard公司的PLF炉岸的浇嘴系统,精炼炉的电极与钢液熔池引弧。氩气通过电极中心小孔射入,形成等离子电弧。与此同时,氩 气通过钢包底部透气砖吹入搅动并脱氧。氩气流是可变的。高的搅动速度用于均匀加热和脱硫;低的搅动速度 用于氧化物夹杂上浮到渣中。等离子体电弧的极性也是可变的,负极性用于开始加热和熔化熔剂,正极性用于 脱硫、脱
11、氧和合金的还原。密封的钢包盖、采用氩气净化和等离子体极性调节相结合生产超纯净钢,该公司采 用PLF炉生产岀含氧、氮、硫和磷极低的铸钢。6. ESC( Electroslag-Casting)。是电渣精炼铸造,见图16。由于熔化的钢液一直在渣层的保护之下和凝固过程均在控制之下进行,因此ESC可以避免浇注过程钢流的氧化和夹杂的形成,以及随着凝固过程的进行所岀现的缩孔、皮下气孔和偏析等缺陷,常用于对质量和性能要求高的重要铸件,如核电站用阀体、管道和特殊 铸件。沈阳铸造研究所采用图16 ESC电渣精炼图15 PLF等离子体钢包精炼炉纯净钢液和相应精炼工艺是获得高强韧性、高纯净度铸钢件的先进制造工艺。它适用于包括钢液、铁液和 铝合金液等在内的各类铸造合金的精炼和保护。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
