《容积式压缩机阀体机械加工工序卡片》由会员分享,可在线阅读,更多相关《容积式压缩机阀体机械加工工序卡片(8页珍藏版)》请在装配图网上搜索。
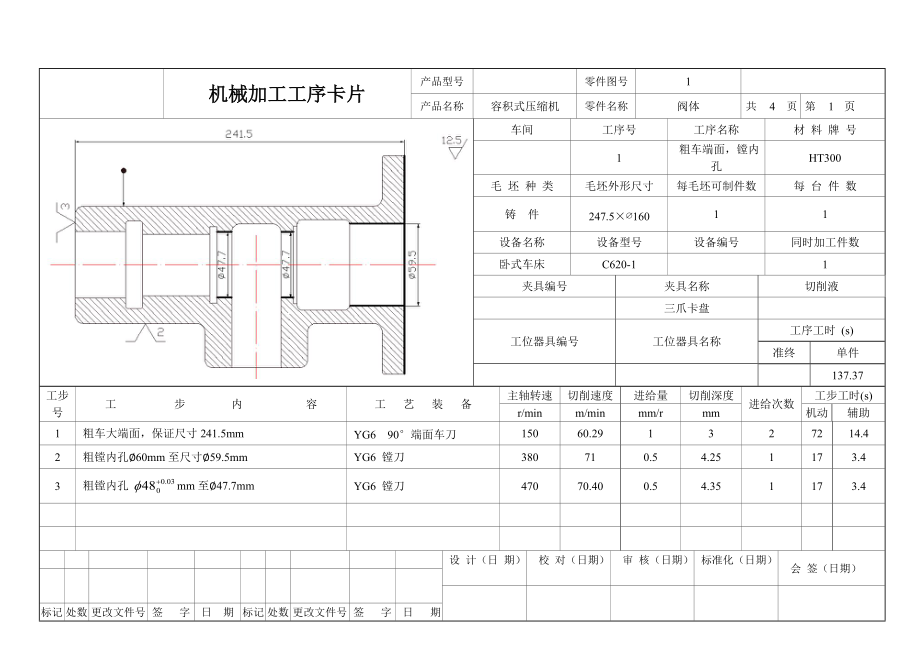
1、机械加工工序卡片产品型号零件图号1产品名称容积式压缩机零件名称阀体共4页第1页车间工序号工序名称材 料 牌 号1粗车端面,镗内孔HT300毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数铸 件247.516011设备名称设备型号设备编号同时加工件数卧式车床C620-11夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时 (s)准终单件137.37工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时(s)r/minm/minmm/rmm机动辅助1粗车大端面,保证尺寸241.5mmYG6 90端面车刀15060.291327214.42粗镗内孔60mm
2、至尺寸59.5mmYG6 镗刀380710.54.251173.43粗镗内孔mm至47.7mmYG6 镗刀47070.400.54.351173.4 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记处数更改文件号签 字 日 期标记处数更改文件号签 字 日 期机械加工工序卡片产品型号零件图号1产品名称容积式压缩机零件名称阀体共4页第2页车间工序号工序名称材 料 牌 号2精车端面,镗内孔HT300毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数铸 件247.516011设备名称设备型号设备编号同时加工件数卧式车床C620-11夹具编号夹具名称切削液三爪卡盘
3、工位器具编号工位器具名称工序工时 (s)准终单件158.60工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时(s)r/minm/minmm/rmm机动辅助1精车大端面,保证尺寸244.5mmYG6 90端面精车刀18592.940.5115911.82精车的沉孔至尺寸,车倒角YG6 内孔精车刀480106.410.51.752387.63精镗内孔60mm至尺寸YG6 镗刀600113.040.50.2511024精镗内孔mm至尺寸,车倒角YG6 镗刀760114.550.50.251112.2 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会
4、 签(日期)标记处数更改文件号签 字 日 期标记处数更改文件号签 字 日 期机械加工工序卡片产品型号零件图号1产品名称容积式压缩机零件名称阀体共4页第3页车间工序号工序名称材 料 牌 号3车螺纹HT300毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数铸 件247.516011设备名称设备型号设备编号同时加工件数卧式车床C620-11夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时 (s)准终单件14.35工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时(s)r/minm/minmm/rmm机动辅助1半精车70.6H11的沉孔YG6 螺纹车刀
5、2304521.082112.2半精车54H7的内孔 W26 铣刀2304521.082112.2车倒角W26 铣刀480690.50.0.5110.2 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记处数更改文件号签 字 日 期标记处数更改文件号签 字 日 期机械加工工序卡片产品型号零件图号1产品名称容积式压缩机零件名称阀体共5页第5页车间工序号工序名称材 料 牌 号5粗镗内孔HT300毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数铸 件247.516011设备名称设备型号设备编号同时加工件数卧式车床Z5251夹具编号夹具名称切削液专用车夹具工位器
6、具编号工位器具名称工序工时 (s)准终单件60.35工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时(s)r/minm/minmm/rmm机动辅助1精镗45.835mm至尺寸YG6 内孔精镗刀48069.08 0.50.51124.8精车内槽3 x 49mm至尺寸 精车槽刀37056.930.253130.6锪75mm平面至尺寸75100直柄平底锪钻7617.900.237.51316.2车倒角至尺寸YG6 内孔精镗刀48069.08 0.50.5110.2 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记处数更改文件号签 字
7、 日 期标记处数更改文件号签 字 日 期机械加工工序卡片产品型号零件图号1产品名称容积式压缩机零件名称阀体共5页第4页车间工序号工序名称材 料 牌 号6钻孔,锪平HT300毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数铸 件247.516011设备名称设备型号设备编号同时加工件数钻床Z5251夹具编号夹具名称切削液专用钻夹具工位器具编号工位器具名称工序工时 (s)准终单件36工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时(s)r/minm/minmm/rmm机动辅助1钻414孔,深16mm高速钢14直柄麻花钻136059.790.2712042锪平孔背
8、面26mm 26100直柄平底锪钻27222.20.1513181.6 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)处数更改文件号签 字 日 期标记处数更改文件号签 字 日 期机械加工工序卡片产品型号零件图号1产品名称容积式压缩机零件名称阀体共4页第3页车间工序号工序名称材 料 牌 号4车螺纹HT300毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数铸 件247.516011设备名称设备型号设备编号同时加工件数卧式车床C620-11夹具编号夹具名称切削液装用车夹具工位器具编号工位器具名称工序工时 (s)准终单件14.35工步号工 步 内 容工 艺 装
9、备主轴转速切削速度进给量切削深度进给次数工步工时(s)r/minm/minmm/rmm机动辅助1车内螺纹M602-6HYG6 螺纹车刀2304521.082112.2 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记处数更改文件号签 字 日 期标记处数更改文件号签 字 日 期机械加工工序卡片产品型号零件图号1产品名称容积式压缩机零件名称阀体共5页第5页车间工序号工序名称材 料 牌 号粗镗内孔HT300毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数铸 件247.516011设备名称设备型号设备编号同时加工件数卧式车床Z5251夹具编号夹具名称切削液专用车夹具工位器具编号工位器具名称工序工时 (s)准终单件60.35工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时(s)r/minm/minmm/rmm机动辅助1车内螺纹M482-6H 螺纹车刀 . 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记处数更改文件号签 字 日 期标记处数更改文件号签 字 日 期
 容积式压缩机阀体机械加工工序卡片
容积式压缩机阀体机械加工工序卡片