《SMT混装时用再流焊替代波峰焊的调研和初步试验》由会员分享,可在线阅读,更多相关《SMT混装时用再流焊替代波峰焊的调研和初步试验(4页珍藏版)》请在装配图网上搜索。
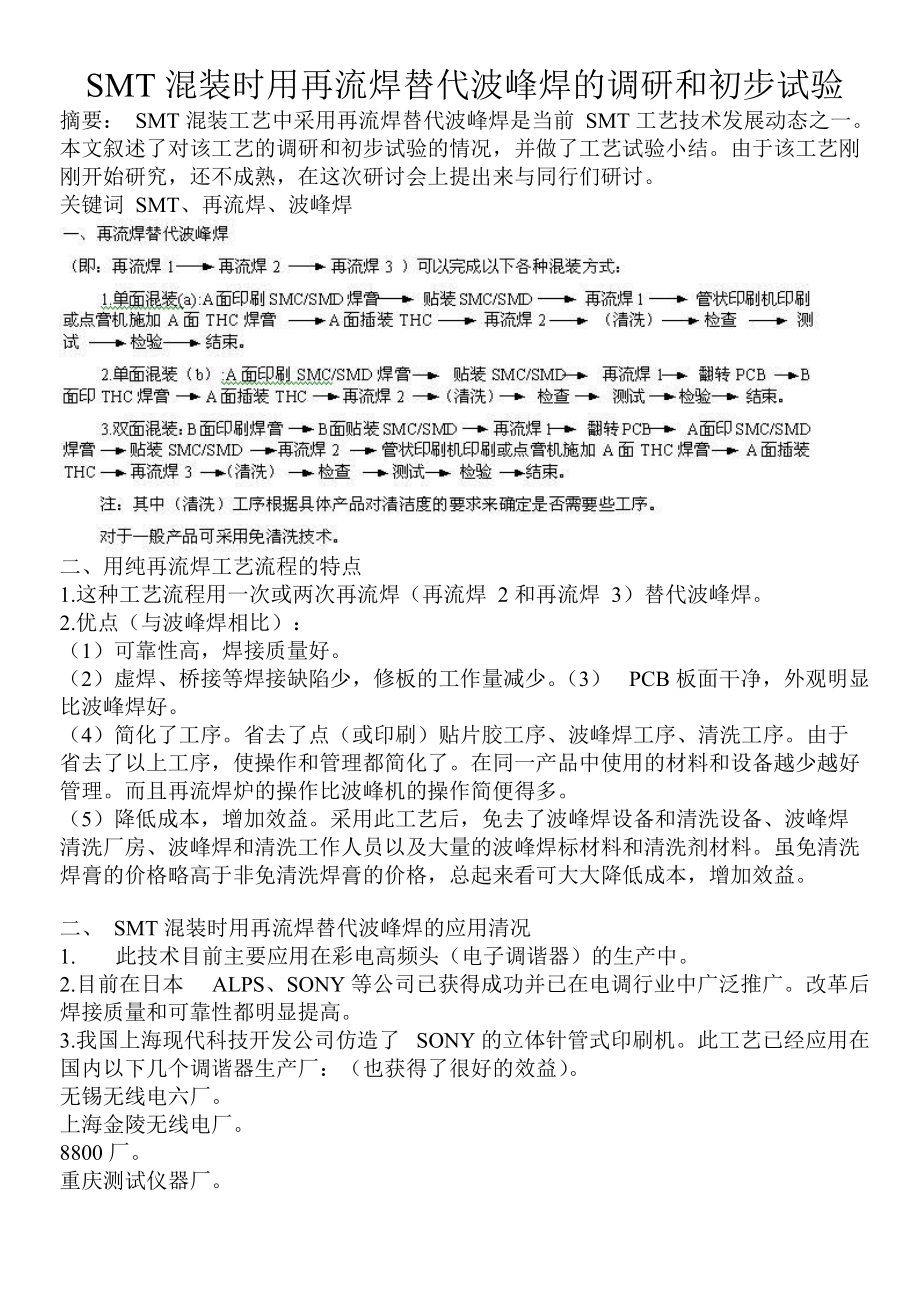
1、SMT混装时用再流焊替代波峰焊的调研和初步试验摘要: SMT混装工艺中采用再流焊替代波峰焊是当前 SMT工艺技术发展动态之一。本文叙述了对该工艺的调研和初步试验的情况,并做了工艺试验小结。由于该工艺刚刚开始研究,还不成熟,在这次研讨会上提出来与同行们研讨。关键词 SMT、再流焊、波峰焊二、用纯再流焊工艺流程的特点 1.这种工艺流程用一次或两次再流焊(再流焊 2和再流焊 3)替代波峰焊。 2.优点(与波峰焊相比):(1)可靠性高,焊接质量好。(2)虚焊、桥接等焊接缺陷少,修板的工作量减少。(3) PCB板面干净,外观明显比波峰焊好。(4)简化了工序。省去了点(或印刷)贴片胶工序、波峰焊工序、清洗
2、工序。由于省去了以上工序,使操作和管理都简化了。在同一产品中使用的材料和设备越少越好管理。而且再流焊炉的操作比波峰机的操作简便得多。(5)降低成本,增加效益。采用此工艺后,免去了波峰焊设备和清洗设备、波峰焊清洗厂房、波峰焊和清洗工作人员以及大量的波峰焊标材料和清洗剂材料。虽免清洗焊膏的价格略高于非免清洗焊膏的价格,总起来看可大大降低成本,增加效益。二、 SMT混装时用再流焊替代波峰焊的应用清况 1.此技术目前主要应用在彩电高频头(电子调谐器)的生产中。 2.目前在日本 ALPS、SONY等公司已获得成功并已在电调行业中广泛推广。改革后焊接质量和可靠性都明显提高。 3.我国上海现代科技开发公司仿
3、造了 SONY的立体针管式印刷机。此工艺已经应用在国内以下几个调谐器生产厂:(也获得了很好的效益)。无锡无线电六厂。上海金陵无线电厂。8800厂。重庆测试仪器厂。(5)深圳东莞调谐器厂。三、 SMT混装时用再流焊替代波峰焊的工艺试验情况 1.试样和材料:1:在 80mmX236mm的印制板上有 20个插座、 70个电阻器、 42个陶瓷电容器、 1个电阻排、 4个钽电容、 32个涤纶电容。2:在 63mmX190mm的印制板上有 3 个插座、 6个国产塑封组件、 5个三极管、 2 个二极管、 12个电阻器、 5个陶瓷电容器、 2个二极管、 4个铝电解电容器。采用北京有色金属加工厂的 55-206
4、3Sn/Pb焊点。 2.试验方法:(1)首先试验分立元器件能否经得起再流焊炉的温度冲击;试验时把再流焊炉焊接区下面的温度尽量调低,把焊接区下面的温度尽量调高。干燥和预热区温度也要适当调低上些。找出一个既能使 THC的引脚与 PCB焊盘分焊接,又能保证不损坏 THC本身质量的最佳温度曲线。(2)施加焊膏(用三种方法做试验): a.在THC元件面( A面)印刷焊膏。(采用 0.5mm厚的铜模版) b.在焊接面( B面)印刷焊膏。(采用 0.5mm厚的铜模版) c.在THC元件面用点焊膏机施加焊膏。(采用手动点胶机)焊膏量分析:装元件( THC)除了有 PCB上、下焊盘外,还有 PCB厚度方向的过孔
5、需要填满焊锡,而且元件引脚与 PCB两面焊盘的交接处还要形成半月形的焊点,因此需要的焊膏量比表面贴装的 SMC/SMD要多许多。估计大约是 SMC/SMD的3-4倍左右(焊膏量与 PCB插孔直径、插孔的焊盘大小有关 -成正比关系)上分析,采用印刷工艺时,需要加工 0.50.8mm厚的模板。由于加工厚模版有困难,因此我们加工了 0.5mm厚的铜模版作为试验板。焊膏工艺时,也要掌握好适当多的焊膏量。(3)插装成形好的 THC(短插)将试样 1分为两种密度进行插装:a把所有的 THC都插满。b只插 1/4的THC元件。(4)再流焊(用 K6025红外再流炉)分析用再流焊炉焊接 THC与SMC/SMD
6、的不同要求:a SMC/SMD再流焊时,元件面和焊接面都在炉子上面,由于 SMC/SMD设计时已经考虑到元件面和焊接面在同一面,外封装材料都能经得住再流焊热冲击。因此炉子上面需要高温,需要把炉子下面的温度调低(特别是双面焊时)。b THC再流焊时的情况与 SMC/SMD不同 元件面在上面,焊接面在下面,由于 THC设计时是按照传统手工焊和波峰焊考虑的,元件面和焊接面在 PCB的两面,有些元器件的外封装材料不经受高温冲击,因此炉子下面(焊接面)的温度调低。根据以上分析,调整再流焊温度曲线。找出既能保证 PCB下面焊点质量,又能使 PCB上面的分立元器件不变色、不变形的最佳温度和速度。 3.试验结
7、果:设定温度实际温度 1区温度: 2000C 2000C+50C 2区温度: 2800C 2800C+50C 3区温度: 3000C 2920C+50C 4区温度: 5500C 5500C+50C传送带速度: 35cm/min注:设定温度和实际温度均为红外再流焊炉发热板的温度。(1)焊点检查结果(用 5倍放大镜检查):a对于粗引线的钽电容和粗引线的电阻器,焊点完全合格。由于引线与插孔的间隙小, PCB焊接面的焊点不饱满,焊锡没有从通孔爬到 PCB上面的焊盘上。b对于细引线的电阻器、电阻排和插座的焊点不饱满。由于引线与插孔的间隙大,插孔中需要填充的焊锡量多,因此 PCB焊接面的焊点不饱满,焊锡没
8、有从通孔爬到 PCB上面的焊盘上。c插满 THC的试样 1:在 PCB四周和元件稀疏的部位焊膏已融化,焊点光亮;元件体较大的钽电容焊接面的焊膏已熔化,而在元件面插孔上面焊盘上的焊膏还没有充分融化,而在元件面插孔上面焊膏还没有充分融化;在 PCB中间元件密集处,焊接面和元件面焊盘上的焊膏都没有融化。d只插 1/4THC的试样 1:在 PCB上、下两面所有的 THC焊盘上的焊膏完全融化,焊点光亮。(2) PCB元件面( A面)分立元器件的情况 a.试样 1上所有的分立元器件(有电阻器、电阻排、陶瓷电容器和插座),包括所有插座都没有变形和明显的变色现象。其中有一个钽电容器表面颜色变深。根据分析,电容
9、外表面涂敷层是绝缘清漆,绝缘清漆在不同的温度下烘烤,其颜色就不同,估计不会影响其性能。 b.试样 2上4个铝电解电容经过两次再流焊炉,其中一个脱落、一个开裂。说明铝电解电容不能进行再流焊工艺。在 PCB上的 3个国产塑封器件经过两次再流焊,顶部变形、起泡。说明某些国产塑料封器件也不能进行再流焊工艺。四、 SMT混装时采用再流焊替代波峰焊工艺试验小结 1. SMT混装时采用再流替代波峰焊工艺的适用范围经初步调研和试验,此工艺确实有很多优点,但不是所的 SMT混装形式都能采用此工艺。此工艺只适合贴装为主、插装为辅(大部分 SMC/SMD,少量 THC)的产品。因为此工艺中的 THC需短插,这样元件
10、成形、插装的工作量就增加了。THC的外包封装材料能经受再流焊的冲击(因传统 THC是根据手工焊和波峰焊的工艺要求设计的,对元器件的外封装材料没有特殊要求)。经试验证明:以下情况元器件不能采用此工艺:铝电解电容、国产塑料封器件等。 2.设备方面的特殊要求(1)印刷设备:双面混装时,因为在 THC元件面已经有焊接好的 SMC/SMD,因此不能用平面模版印刷焊膏,需要用特殊的立体式管状印刷机或点焊膏机施加焊膏。(2)再流焊设备:由于我所现有的 K6025红外再流焊炉 1区和 2区的温度控制不能上、下分别控制。虽然焊接区 3区在上面, 4区在下面,可以把 3区温度尽量调低,但 1区、 2区上面的温度调
11、不下来。炉子已调到极限温度,但仍然有个别元件封装材料的颜色变深。另外从插满 THC的试样 1的焊接结果充分证明了红外炉的温度很不均匀。根据以上试验证明: a.焊接 THC时,再流焊炉必须具备整个炉子的各温区都能上、下独立控制温度的功能。这是由于用再流焊炉焊接THC与焊接 SMC/SMD时的不同情况而决定的。 b.必须选择炉温比较均匀的热风炉或热风 +远红外炉。 3.工艺方面的特殊要求(1)焊接 THC的焊膏量比 SMC/SMD的焊膏量多 3-4倍。(见四 .2(2)焊膏量分析)(2)施加焊膏的方法:a单面混装时可采用模版印刷、管状印刷机印刷或点焊膏机滴涂。b双面混装时,因为在 THC元件面已经
12、有焊接好的 SMC/SMD,因此不能用平面模版印刷焊膏,需要用特殊的立体式管状印刷或点焊膏机施加焊膏。(3)对THC的焊盘设计的特殊要求: THC插孔直径和插孔两面盘的大小直接关系到焊盘的需求量。因此焊盘设计时要对每个元件的引出脚进行测量。 a.需要根据引出脚的直径设计插孔直径,孔径不能太大。 b.插孔两面的焊盘也不能太大。(4)必须采用短插,元件成形时引脚不能过长。由于焊膏融化时表面张力作用,元件引脚周围也要被镀上一层焊锡。(5)再流焊炉的温度曲线要根据 THC的具体情况进行调整。炉子上面的温度要尽量调低,炉子下面的温度应适上面的分立元器件不被损坏的最佳温度和速度。(6)如果 PCB上有铝电解电容、国产塑封器件应采用后附的方法来解决。
 SMT混装时用再流焊替代波峰焊的调研和初步试验
SMT混装时用再流焊替代波峰焊的调研和初步试验