 SMT通用SOP作业方案
SMT通用SOP作业方案

《SMT通用SOP作业方案》由会员分享,可在线阅读,更多相关《SMT通用SOP作业方案(47页珍藏版)》请在装配图网上搜索。
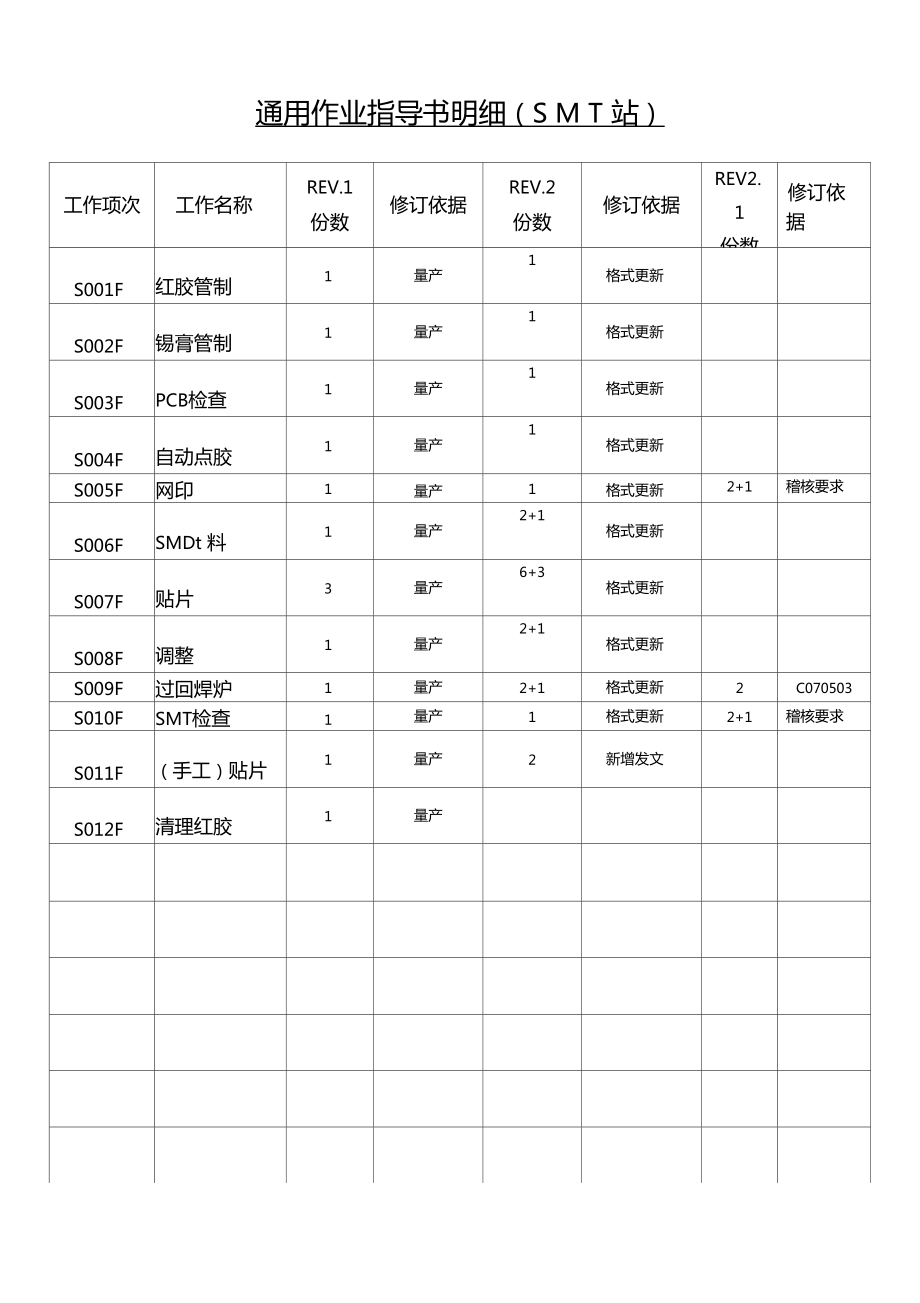
1、通用作业指导书明细(S M T 站)工作项次工作名称REV.1份数修订依据REV.2份数修订依据REV2.1份数修订依 据S001F红胶管制1量产1格式更新S002F锡膏管制1量产1格式更新S003FPCB检查1量产1格式更新S004F自动点胶1量产1格式更新S005F网印1量产1格式更新2+1稽核要求S006FSMDt 料1量产2+1格式更新S007F贴片3量产6+3格式更新S008F调整1量产2+1格式更新S009F过回焊炉1量产2+1格式更新2C070503S010FSMT检查1量产1格式更新2+1稽核要求S011F(手工)贴片1量产2新增发文S012F清理红胶1量产总计:张14+126
2、8发放人签收人日期领用单位注:1.整套均作修改时,版本号变更依Rev.123 序.2.部分页数修改时,版本号变更依Rev1.11.21.3 序;在最新修改内容处用作 标示.3.此作业指导书共发文1套旧版本回收记录:FormD221Revisio n1通用作业指导书明细(SMT站)工作项 次工作名称REV.2 份数修订依 据REV2.1份数修订依 据REV2.2份数修订依 据S001F红胶管制1格式更新S002F锡膏管制1格式更新S003FPCB检查1格式更新S004F自动点胶1格式更新S005F网印1格式更新2+1+1稽核要求5增加作业动作S006FSMDh 料2+1+1格式更新S007F贴片
3、6+3+2格式更新S008F调整2+1+1格式更新S009F过回焊炉2+1格式更新3+1C070503S010FSMT检查1格式更新2+1稽核要求3+1(生产联络 卡)放大镜 使用说明S011F(手工)贴片2新增发文总计:张30114发放人签收人日期领用单 位注:1.整套均作修改时,版本号变更依Rev.123 序.2. 部分页数修改时,版本号变更依Rev1.11.21.3 序;在最新修改内容处用 作标示.3. 此作业指导书共发文1套旧版本回收记录:FormD221Revisio n1通用作业指导书明细(SMT站)工作项 次工作名称REV2.3份数修订依 据REV.3份数修订依 据REV3.1份
4、数修订依据S001F红胶管制1版本更新5制程修改S002F锡膏管制1版本更新5制程修改S003FPCB检查1版本更新S004F自动点胶1版本更新S005F网印5增加作业动作1版本更新1增加型号S006FSMDk 料1版本更新S007F贴片1版本更新S008F调整1版本更新S009F过回焊炉1版本更新S010FSMT检查1版本更新S011F(手工)贴片1版本更新510注:1.整套均作修改时,版本号变更依Rev.123 序.2. 部分页数修改时,版本号变更依Rev1.11.21.3 序;在最新修改内容处用” 作标示.3. 此作业指导书共发文1套旧版本回收记录:FormD221Revisio n1通
5、用作业指导书明细(SMT站)工作项 次工作名称REV3.2份数修订依 据REV.份数修订依 据REV份数修订依据S001F红胶管制S002F锡膏管制S003FPCB检查S004F自动点胶S005F网印5制程修改S006FSMDk 料S007F贴片S008F调整S009F过回焊炉S010FSMT检查S011F(手工)贴片5注:1.整套均作修改时,版本号变更依Rev.123 序.2. 部分页数修改时,版本号变更依Rev1.11.21.3 序;在最新修改内容处用” 作标示.3. 此作业指导书共发文1套旧版本回收记录:FormD221Revisio n1通用作业指导书明细(SMT站)工作项 次工作名称
6、REV.4份数修订依 据REV.4.1份数修订依 据REV.4.3份数修订依 据S001F红胶管制2制程修改S002F锡膏管制2制程修改S003FPCB检查5+1制程修改S004F自动点胶1 + 1制程修改S005F网印5+2制程修改7制程修改7制程修改S006FSMDk 料5+2制程修改S007F贴片5+2制程修改S008F调整5+2制程修改S009F过回焊炉5+2制程修改7制程修改S010FSMT检查5+2制程修改7稽核要求S011FPCB分 割2制程修改PCB烘烤1制程修改1制程修改除尘器1制程修改44+12227注:1.整套均作修改时,版本号变更依Rev.123 序.2. 部分页数修改
7、时,版本号变更依Rev1.11.21.3 序;在最新修改内容处用” 作标示.3. 此作业指导书共发文1套旧版本回收记录:FormD221Revisio n1作业指导书产品类型SPS产品工作 名称红胶管制工作 项次S001F作业动作说明生产/安全注意事项1. 红胶密封储存于冰箱控制温度为 5士 3oC;其有效期可保12个月(红胶 保质期内).2. 红胶自购入储存时起,即列入管制,任何的异动,都必需填写红胶使用 记录表.3. 新装瓶开封后用过的红胶超过48H,一律报废处理.4. 红胶管理记录:冰箱温度记录表红胶使用记录表5. 通用作业指导书,图示仅供参考!1. 储存:1.1新购进红胶首先确认生产日
8、期、有效日期 及厂牌,包装无破损泄露;并贴上编号标示.1.2红胶放置于冰箱中保存;并每天记录冰箱 温度;并填写于冰箱温度记录表;以保持红胶 之活化性.2. 使用:2.1依编号顺序使用以作先进先出之有效管理.2.2从冰箱中取出首先在常温下回温 3-5小 时,点胶机使用前,红胶须脱泡2-5分种后使 用.2.3半自动印刷机使用前红胶不用脱泡。2.4产线未用完的红胶,室温环境下不得超过48H,未使用完的用原装瓶子装好,然后盖好, 标明日期,再放入冰箱中保存,下次使用依“ 2.1 ”进行。3. 处理废弃红胶:用贴有标示“报废”字样的瓶子装需报废之 红胶.3.1报废红胶前确认及处理方式:3.1.1确认保存
9、日期是否已过有效期.3.1.2确认是否已用过之红胶超过48H.3.1.3红胶报废按有机溶剂报废处理.东莞立德电子有限公司DRAWNB制图QHECKBYAPPROVE 涿EVDONGGUANLEADERELE审查BY 版本核准设备/治工具静电手套冰箱胶枪.肖洪正E2009/05/15-4-INCMANUFACTUR EXPORTER TANGX1ACHINA产品类型SPS产品工作名称 锡膏管制工作项次S002F作业动作说明生产/安全注意事项1. 储存:1.1新购进锡膏首先确认生产日期、有效日 期及厂牌,包装无破损泄露;并贴上编号 标示;1.2锡膏放置于冰箱中保存;并每天记录冰 箱温度;并填与于冰
10、箱温度记录表;以保持锡膏之活化性.2. 使用:2.1依编号顺序使用以作先进先出之有效 管理.2.2从冰箱中取出首先在常温下回温 35小 时,经搅拌机搅拌2-5分种后才可产线 使用。2.3搅拌后的锡膏在使用前,印刷员还需用 搅拌刀手动均匀搅拌1 2分钟,再投 入到钢网上使用。2.4产线未用完的锡膏室温环境下不得超 过24H,未用完的用原装瓶子装好,标明 日期和存入日期,再放入冰箱中保存, 下次生产使用依“ 2.1 ”进行。3. 处理废弃锡膏:用贴有标示“报废”字样的瓶子装需报废之 锡膏.3.1报废锡膏前确认及处理方式: 3.1.1确认保存日期是否已过有效期.3.1.2确认是否已用过之锡膏超过24
11、H时限.3.1.3锡膏报废按锡渣报废处理.1. 锡膏密封储存于冰箱控制温度为 5 3oC;其有效期可保6个月(锡膏 保质期内);2. 锡膏自购入储存时起,即列入管 制,任何的异动,必需填写锡膏使 用记录表;3. 新装瓶开封后用过的锡膏超过 24H,一律报废处理.4. 锡膏管理记录:冰箱温度记录表 锡膏使用记录表.5. 通用作业指导书,图示仅供参考!设备/治工具静电手套 冰箱 搅拌机 搅拌刀东莞立德电子有限 公司DRAWNB制图YCHECKB审查YAPPROVEI Y 核准DREV版本DONGGUANLEADERELE.肖洪正INCMANUFACTURER&09/O5/15EXPORTER TA
12、NGXIACHINA4作业指导书产品类型SPS产品工作名称PCB检查工作项次S003F检杳项目生产/安全注意事项1. 检杳PCB的板号:例如:16-06692. 检杳PCB的耐温等级:例如:130C3. 检查PCB的燃烧等级:例如:94V01. 作业人员必须佩戴静电手环、静电手 套.2. PCB除尘依“ PCB板除尘作业指导书”4.5.6.检查PCB勺铜箔是否短路、开路、氧化、 弯曲变形和损伤.检查PCB的绿油是否良好,不能有铜箔裸露.检查PCB是否印字不清、断字、切割移位 等不良。3.4.5.6.7.作业。不可用刀片划包装PCB板的塑料 袋,以免划伤PCB.应避免PCB板侧面、棱角或其它尖锐
13、 物品与PCB铜箔面碰撞或磨擦。PCB板不可有破损,印字不清等不良.不良品标示后放于红色托盘内通用作业指导书,图示仅供参考!物 料规格依生产控制表,PCB印字内容 依实物样品为准.设备/治工具静电手套静电环作业示意图rt燃烧等温等级耐板号勺PCB的 版本 口APPROVEDBEV Y核准东莞立德电子有限公司DONGGUANLEADERINCMANUFACTURE& EXPORTER血 TANGXACHINADRAWNBYCHECKB制图 审查ELE.R肖洪正2009/05/15作业指导书产品类型SPS产品工作名称自动点胶工作项次S004F作业动作说明生产/安全注意事项1. 调用程式:XXXXX
14、X-XXX.XXX.)依“程式管制 作业指导书”中的程式的命名:2. 调出对应机种的点胶程式;(程式及相关参数 须由技术人员设定.)3点胶机操作依“ GL5操作步骤作业”4. 根据PCB板宽,将滑轨重新调整到板宽+1mm 为好.5. 进行首件试点作业,检查点胶的位置是否正 确及胶量是否适当,是否有漏点胶.6. 首件经IPQC确认0K后,方可进入生产.1.2.3.当点胶机发生异常故障时,立即按 下操作屏上的紧急开关EMERGENC YS按钮,马上通知工程技术人员过来处理。设备在运行中,严禁人体接触设备 运转部位换红胶注意事项:3.1红胶要回温时间35小时方可使用;3.2红胶使用前必须使用脱泡机脱
15、 泡;4. 工程人员每周定期对点胶头部做清洁,使用适当尺寸的捅针将点胶嘴 内的异物除去,然后用洗板水进行 清洗,确保点胶嘴内无异物堵塞。5. 如果设备停机时间超过24H应把点 胶筒与点胶嘴拆下来放回冰箱储 存,并在胶筒上做好时间标识存回 冰箱。7.通用作业指导书,图示仅供参考!设备/治工具 自动点胶机静电手套静电环气枪洗板水针头碎布-4-东莞立德电子有限公 DRAWNB制图YCHECKBYAPPROVEtREV司DONGGUANLEADERELE审查BY核准肖洪正2009/05/15INCMANUFACTURE EXPORTER TANGXIACHINA产品类型1.2.3.4.5.6.7.8.
16、9.10.11.作业指导书b SPS产品工作名称网印工作项次作业动作说明印刷操作员依“生产领料/上料/换料单”生产机种名、PCB料号、PCB板号,在钢网明细表中选择对应之网板 料号、板号。例如:(网板有注明板号及序号 )。1.PCB2.网板序“钢网张力测试作业指导书”作业。位孔径相符之网印机定位针,把定位针固定 在夹板上,再检验定位针是否与 PCB定位孔相应,OK后锁 定。调整网板在纲印机上之距离,并用胶纸贴住网板上之定位 孔。调整PCB与网板相对应之位置,调整时可以参照所贴零件 的PAD位置。印刷员依“印刷机操作步骤”进行作业。每隔4H加一次红胶,胶量要求在胶枪杆上一格刻度范围。调整OK后,
17、第一次必须网印 2次才可退岀检验,如网印NG, 则必须清洗网板后再做调整。拿取PCB时只可垂直拿取,不可带有拖的动作;避免擦伤线 路板,检查是否有印字不清、断字、切割移位等不良后,正式网印(按自动开关),设置好刮刀的刮印次数12次/片。在印刷每片PCB时应注意刮刀中间是否有红胶,每印刷10片板及时将刮刀两旁的红胶刮到中间,避免中间无红胶有漏刷红胶不良发生。网板清洗依“钢网清洗作业指导书”进行作业3.4.5.6.7.8.东莞立德电子有限公司S005F生产/安全注意事项未使用的锡膏/红胶需在冰箱内保存,取出后超过规 定时间内(锡膏/24H ,红胶/48H )送回冰箱内冷藏, 并重新做好时间标识管制
18、 .取出重新使用,首先在常 温下回温35小时后再使用。上线使用的锡膏 24H内、红胶48H内未再使用,依报 废处理,并注明回收时间.网板印刷时用自动计数器计数:红胶50次清洗一次网板,锡膏10次清洗一次网板。刮刀两端需平行以保证红胶印刷均匀,不漏不偏,每天检查一次,使用10万次需换刮刀。印刷後的PCB在指定时间内(存储暂放架上,红胶、 锡膏在2H内)过回流焊,否则不可投入使用。须清 洗PCB板。印刷不良品及时用洗板水洗干净。PCB不可摆放在机台上,不可叠加太多(不超过三包).当后站贴片机器故障时,应停止作业。通用作业指导书,图示仅供参考!若和控制表或具体 SOP不一致,以控制表或具体 SOF为
19、准.所定参数供 IPQC抽测。NG/OK图示红胶偏位NG机器型号红胶位置居中0K网印机参数设定表HS-3040TP-SMT刮刀速度26档刮刀压力气压值SP-3040A610 档PT-25009挡0.15 0.3MPa0.15 0.3MPa0.46 0.54MPa0.46 0.54MP0.2 0.6 MPa注:0.1MPa 约等于 1kgf/cm 2手动调节设备/治工具 网板气枪 网印机搅拌机 静电环静电手套DRAWNB制图YCHECKB审查YAPPROVEI Y 核准DBREV版本dongguanleaderEle.INCMANUFACTURE& EXPORTERTANGXIACHINA产品类
20、型SPS产品作业动作说明1.2.3.4.R宋亚茹2010/1/28-4.2作业指导书S006F生产/安全注意事项工作名称 SMD上料 工作项次当机器贴装某一站用完,提示报警更换 料站位时;上料员依SMT料站表站位核 对所需更换物料的料号、规格。IPQC依SMT料站表核对料盘上料号规格 是否与盘内实物一致;更换站位是否与 机器提示站位一致。依“上料作业流 程”作业。根据物料表,将所需料盘装入料枪中。辛rm根据机器报警站位与SMT料站表,经IPQC 核对OK的料站位装入机器指定换料位 置。器指定换料1.2.3.4.5.6.物料规格依生产控制表之SMD物料BOM散乱零件要归类放置于静电料盒中。上料轮
21、时,应确保料轮上的卡料盖 完全扣好,避免造成撞机现象。上料轮时,减少材料损耗。散料放于工作台散料收集盒内.按 几种区分标识散料。通用作业指导书,图示仅供参考!物 料规格依生产控制表为准。/、,rm位置设备/治工具5.换料时,应填写好换料核对表,并交与IPQC人员CHECKC后,方可生产。东莞立德电子有限公司DONGGUANLEADER INCMANUFACTURE & EXPORTER TANACHINADRAWNB制图ELE.R肖洪正2009/05/15静电环静电手套料枪上料架剪刀镊子三倍放大镜YCHECKBYAPPROVEDBEV 审查Y核准作业指导书-4-产品类型SPS产品工作名称(自动
22、)贴片工作项次S007F作业动作说明生产/安全注意事项1. 贴片机操作见CP-6、CP643IP-I、IP2、CP43 GL5 XP142 XP242操作步骤;2. 所调用程式名称依不同的机种 (PCB号)而有所不同,具体应由 工程技术人员确定.3. 当机器发生异常故障时,立即按 下操作屏上的紧急开关EMERGENC YST按钮,马上通知 工程技术人员过来处理。4. 严禁两人同时前后操作一台机5. 设备在运行中,严禁人体接触设 备运转部位。6. 对贴片机所抛SMD零件,一律作 报废处理,不可再投入生产。1. 调用程式:XXXXXX-XXX.XXX.依“程式管制作 业指导书”中的程式的命名:2.
23、 检查程式是否与生产机种一致。如不一致, 及时通知领班和工程师。3. 对上线料站物料与SM料站表核对,并确认料 号和规格都必须正确无误.4. 根据PCB板宽,将滑轨重新调整到板宽+1mr为 好.5. 上料员依“ CP6操作步骤”作业。6. 上料员对贴装出第一片PCB经自主检查完后 交品管IPQC做首件。a. IPQC确认贴错件时,应立即核对机器上的 料站是否正确并及时进行更换;b. 若有IC,二极管等极性元件反向时,立即 通知工程师修改,并区分作不良标识;c. 检查贴片机贴装元件有无偏移,漏贴,溢 胶等不良现象。如有,及时通知工程师调机, 并区分作不良状态标识。7. 首件经IPQC确认0K后,
24、方可正常生产。8. 操作员每天要做设备日保养并填写保养记录 表。生产每结束一个MO种时,收集好抛料 盒与托盘上面的散料并按机种区分标识清楚。9. SMT上料作业依“SMDt料作业指导书”和“上 料流程”作业。设备/治工具贴片机DRAWNB 制图ELE.东莞立德电子有限公司DONGGUANLEADER incmanufacturEr 肖洪正& EXPORTERCHINAYCHECKBYAPPROVEDBEV审查Y核准2009/05/15作业指导书1.2.3.4.S008F生产/安全注意事项 调整检查时,注意红胶/锡膏是 否均匀及溢出,并回馈前一站; 调整检查依由左至右,由上到下 的顺序,以避免遗
25、漏; 同一位置不良连续超出3PCS或 错件、反件不良一经发现,应立 即报告领班。PCB轻拿轻放,避免零件受振动 位移。不良品标示后放于红色托盘内. 通用作业指导书,图示仅供参考!SPS产品工作名称调整工作项次产品类型作业动作说明目视检查PCB零件规格、位置,有无错件、漏 件、零件偏移。目视检查PCB极性零件(IC、二极体、三极管) 有无反向。若有零件偏移,则用镊子调整位移之零件。依 “ SMT检验标准”调整零件。0K品过回流焊。1.2.3.4.5.6.设备/治工具静电环静电手套镊子良品图示n白漏件NG缺零件极性反NG二极管有黑圈 (负极)的一端 朝向PCB白条L尝iQk 专 口 $0X-1零件
26、移斜IC圆点对应PCB标示缺口方向DRAWNB制图YCHECKB、审查YAPPROVED Y 核准)REV版本东莞立德电子有限公 司-4-DONGGUANLEADERELINCMANUFACTURE& EXPORTERTANGXIACHINA品型号SPS产品作业动作说明1.2.3.4.5.R肖洪正R009/05/15作业指导书工作名称过回焊炉工作项次S009F生产/安全注意事项开机设定参数:操作员依 回焊炉操作指导 书作业,工程师确认好各项制程参数后运 行使用.炉温测试:由SMT技术员每天上午11:00之前 对产线使用的回焊炉进行测试,经工程师确认 OK后把测温报告挂在产线指定的框架栏内并 填
27、写记录好相关参数于SMT回焊炉管制图 表内。首件确认:首件经IPQC确认零件推力或焊锡 品质符合标准后,正式生产,IPQC将相应数据 记录於报表上.量产巡视:回焊炉运行过程中,输送带不可 有卡滞或抖动;工程师应不定时抽查PCB过 炉品质,并监控各制程参数是否处于正常范 围.结束关机:生产结束时,须确保最后1PCS产品 流出回焊炉,方可关闭输送带;关机步骤依 回 焊炉操作指导书.1. PCB送入输送带时,确保作业零件 面朝上.2. PCB送入时不可受振动,以免零件 位移.PCB在回焊炉的输送带上,应置于 中间部分,避免放置在输送带的 两侧边缘.换线时,若继续生产同类制程(如 红胶和无铅锡膏制程)
28、产品,则不 需调整回焊炉参数,直接完成首 件.5.换线时,若由红胶制程换为锡膏 制程,则必须重新调整及确认温 度设定值;反亦之 生产中设备如遇停电造成故障, 应迅速取出回流焊内PCB炉内滞 留的PCB板必须经IPQC全检OK 后才可投入产线。保持输送带干净.当炉子运行发生故障时,立即按 下紧急开关EMERGENCYS按钮, 马上通知工程技术人员过来处理 并按第6点及时处理好炉内PCB 板。3.4.6.7.8.回焊炉参数规格输送带速度红胶固化温度/时间设备/治工具50100cm/min120160C/(时间 80-200秒)回焊炉炉温测试仪锡膏熔化温度/时间217255C(Profile)/40
29、-100 秒东莞立德电子有限公司DONGGUANLEADERELE.INCMANUFACTURE& EXPORTERTANGXIACHINADRAWNB制图R宋亚茹2010/1/28YCHECKB、审查APPROVEDB?EVY核准版本产品类型-4.1作业指导书SPS产品工作名称SMT检查工作项次S010F目视检查重点1. 5检查有极性零件极 性和方向是否正 确.口舉*;漏件NG 1.2.3.4.5.零件反向一|2N(SmD|件有无漏件(缺件)、错件、位移(歪 斜)、侧立(浮翘)、锡裂(开路)、连锡(短 路)、空焊(锡少);6.生产/安全注意事项须有标准样品供检查人员比对. PCB检查顺序:按
30、从左至右,从上至下. 作业员戴静电手环、静电手套作业.目视检查到可疑品或不良品时,须用 5倍放大镜(照明灯须打开)再仔细确 认不良部位.不良品用箭头纸标示不良位置,放入L型 托盘(有红色不良品标示)内.PCB与 PCB之间不能重叠,不能产生摩擦 或碰撞7. 总检员在制程标识卡上写明 MQ生产日期、数量、经办人、检验状态。8. 通用作业指导书,图示仅供参考!N斜 NGa . I3. PCB铜箔有无断裂、翘皮、生锈、刮伤.4. 是否有溢胶(点胶量过多)、红胶偏位或 锡渣、锡珠等杂物、绿油起泡等不良宜胶偏位nGLZ 0D 60X 0: 零件偏移标准5. PCB要单片检查,OK品一对一的放置于 型托盘
31、,并贴好相应的数量标示.东莞立德电子有限公司DRAWNB 制图DONGGUANLEADERELEYCHECKB、审查INCMANUFACTUR& EXPORTERTANGXIACHINAE亚茹10/03/02产品类型SPS产品作业动作说明设备/治工具 静电手套 静电环 五倍放大镜YAPPROVED駅EV Y核准作业指导书版本-4.1-囹0工作名称 PCB分割 工作项次S011F生产/安全注意事项1.2.3.4.取PCB大连板),检查板面印字是否正确, 检查PCB有无变形、受损.根据PCB厚度依 机器操作步骤 调整好机 器上下刀片的高度.大连板PCB的中间分割线水平对直切刀入 口,匀速向前推送(
32、PCB与切刀接触后,会自 动切割).小心取出切分后的连板 PCB,整齐有序的排 入静电托盘内,并作好标示.1.2.3.4.5.6.初开机使用前,应反复调整机器上下切 刀高度及转速,待IPQC或领班确认正常 后,方可批量投入作业;PCB水平直线运送,运送过程中不能歪斜,以免切伤PCB.两块PCB勺SMTP件面不能重叠或摩擦.PCB在托盘中须完全卡入卡槽,以免PCB 相互碰撞或变形.禁止分割机在工作时用手触摸分割机刀 片。如有故障时及时通知工程师维修。通用作业指导书,图示仅供参考!设备/治工具分板机静电环静电手套物料(IPQCCHECK)名称料号规格PCB(贴片完成品)& EXPORTER TAN
33、GXIACHINADRAWNB制图ELE.YCHECKB、审查(APPROVE Y 核准DBEV版本R肖洪正2009/05/15-4-东莞立德电子有限公 司DONGGUANLEADER作业指导书产品类型SPS产品工作名称PCB烘烤工作项次S012F作业动作说明生产/安全注意事项1. 首先打开烤箱电源,对烤箱进行预热,预热 温度为90 C;2. 当烤箱温度预热至 90C时,撕开包装PCB 的塑料袋.将待烘烤之PCB板装入烤箱,烤 箱装满后,关上烤箱门,进行烘烤并开始计 时;3. 按标准要求设定烤箱温度90C 士 10C,烘烤 时间4H;4. 烘烤过程中必须有人员巡回检查烤箱运作 状况,特别是温度
34、、抽风设备及指示灯;5. 烘烤至规定时间后,打开烤箱,检查PCB板是 否烤干,确认OK后,将PCB板取出烤箱;6. 烘烤完毕后,关闭烤箱电源开关.1. 烤箱必须先预热至规定温度才可将 PCB板装入进行烘烤;2. 正常情况下,必须烘烤至规定时间才 可出烤箱;3. 烘烤时不可损伤PCB板;4. 烤箱内不可放入纸板、纸皮等易燃物品.5. 烘烤时间和烘烤温度须管制并记录.烤箱参数规格设备/治工具烘烤温度烘烤时间烤箱 静电环 静电手套9010C4H特殊产品依客户指定要求作F业!东莞立德电子有限 公司DRAWNE制图YCHECKB审查APPROVEIY核准DBJEV版本-4.1-15INCMANUFACT
35、URER&09/09/ EXPORTER CHINADONGGUANLEADERELE.肖洪正作业指导书产品类型SPS产品工作名称产线PCB板除尘工作项次S017F作业动作说明1.4. 左手拿住一片PCB板,右手拿气枪对 着PCB中间位置每片吹3秒钟左右, 把吹好的PCB板投入印刷生产。5. 当班网印员下班之前必须把垃圾箱清理干净。检查除尘器垃圾箱上盖是否盖紧,应盖上 并扣紧。如下图:手动按下右上角开关电源,确认抽风机是 否转动。把PCB板放入除尘器槽内并整理好。辛日 盖是2.3.1.2.3.4.生产/安全注意事项作业时手不能碰到抽风机风扇,以免造 成人为安全事故。应注意钢网印刷时压到除尘器。
36、当发现抽风机不转动时,应及时通知工 程技术人员维修。网印员每天下班时必须对除尘箱清理 干净。设备/治工具特殊产品依客户指定要求作业!东莞立德电子有限 公司DONGGUANLEADEFINCMANUFACTURE EXPORTER TangxachinaDRAWNB制图YCHECKB、审查YAPPROVED核准BREV版本IELE肖洪正R&09/05/154除尘器风枪产品类型SPS产品作业动作说明1.将清洗剂涂在PCB及布上2.用沾有清洗剂的布擦拭不良PCB湿抹布3.用干布擦拭PCB干抹布4.用气枪清除PCBk灰尘。工作名称清理红胶工作 S012F项次5.用放大镜检查,0K品-重新返回网印站,N
37、G品 -重新清洗或报废处理.生产/安全注意事项1. 拿取PCB寸要轻拿轻放,不可损坏 、污染PCB;2. 擦拭PCB寸不可用力过大,以免损 坏 PCB;3. 要按统一顺序从上到下,从左到 右擦拭PCB4. 气枪吹PCB时,按从左到右的顺序 将PCB吹 3遍,以清除PCB上的残 留物5. 清除的残留物需掉落在隔网或垃 圾箱内,不可散落到其他部位.6. PCB板上不可有红胶残留物、灰 尘污染等不良.7. PCB板不可有刮伤、裂痕、断裂 、变形等不良.8. 检查时,作业者不准做任何修理 动作.9. 双手戴手套作业,以免汗渍污染PCB.10. 不良品标示后放于红色托盘内.11. 通用作业指导书,图示仅供参考!作业指导书设备/治工具静电环 防静电手套 气枪 抹布东莞立德电子有限公 司DONGGUANLEADERE INCMANUFACTURE & EXPORTER TANGXIACHINADRAWNB 制图ELE.YCHECKB、审查YAPPROVED Y 核准)REV版本TR宋亚茹2009/11/15-1-
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
