《外圆磨床磨头主轴的修复》由会员分享,可在线阅读,更多相关《外圆磨床磨头主轴的修复(2页珍藏版)》请在装配图网上搜索。
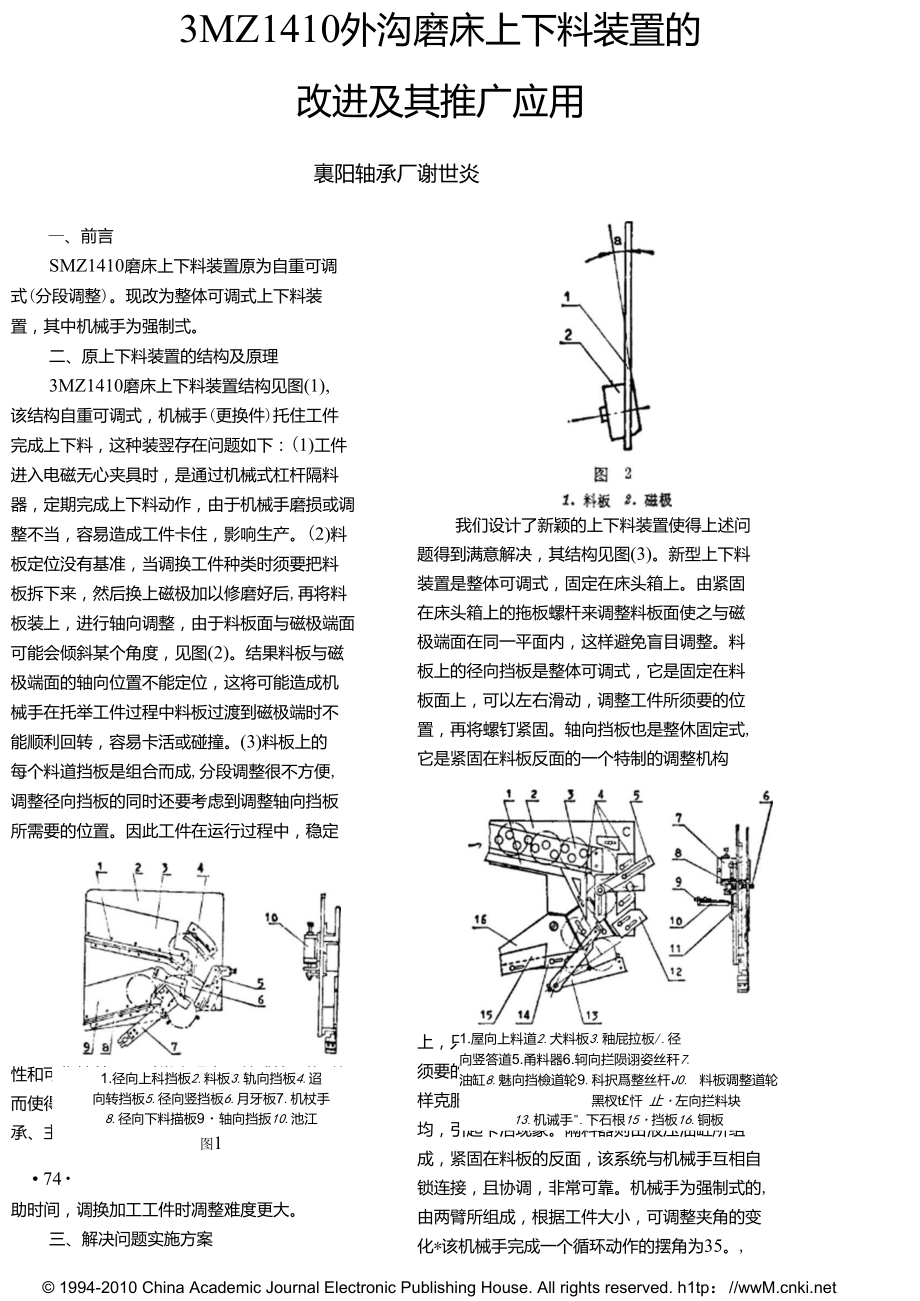
1、3MZ1410外沟磨床上下料装置的改进及其推广应用裏阳轴承厂谢世炎1.径向上科挡板2.料板3.轨向挡板4.迢 向转挡板5.径向竖挡板6.月牙板7.机杖手8.径向下料描板9轴向挡扳10.池江图11.屋向上料道2.犬料板3.釉屁拉板/.径 向竖答道5.甬料器6.轲向拦陨诩姿丝秆7. 油缸8.魅向挡檢道轮9.科択爲整丝杆J0. 料板调整道轮黑杈t忏 止左向拦料块13.机诫手.下石根15挡板16.铜板 74 1994-2010 China Academic Journal Electronic Publishing House. All rights reserved. h1tp:/wwM、前言SMZ
2、1410磨床上下料装置原为自重可调 式(分段调整)。现改为整体可调式上下料装 置,其中机械手为强制弍。二、原上下料装置的结构及原理3MZ1410磨床上下料装置结构见图(1), 该结构自重可调式,机械手(更换件)托住工件 完成上下料,这种装翌存在问题如下:(1)工件 进入电磁无心夹具时,是通过机械式杠杆隔料 器,定期完成上下料动作,由于机械手磨损或调 整不当,容易造成工件卡住,影响生产。(2)料 板定位没有基准,当调换工件种类时须要把料 板拆下来,然后换上磁极加以修磨好后,再将料 板装上,进行轴向调整,由于料板面与磁极端面 可能会倾斜某个角度,见图(2)。结果料板与磁 极端面的轴向位置不能定位,
3、这将可能造成机 械手在托举工件过程中料板过渡到磁极端时不 能顺利回转,容易卡活或碰撞。(3)料板上的 每个料道挡板是组合而成,分段调整很不方便, 调整径向挡板的同时还要考虑到调整轴向挡板 所需要的位置。因此工件在运行过程中,稳定性和可靠性差,且时常出现卡工件或掉工杵c从 而使得该装置在使用中经常需对挡板、磁极、支 承、主动量仪进行重新调整,增加了工作中的辅 助时间,调换加工工件时凋整难度更大。三、解决问题实施方案我们设计了新颖的上下料装置使得上述问 题得到满意解决,其结构见图(3)。新型上下料 装置是整体可调式,固定在床头箱上。由紧固 在床头箱上的拖板螺杆来调整料板面使之与磁 极端面在同一平面
4、内,这样避免盲目调整。料 板上的径向挡板是整体可调式,它是固定在料 板面上,可以左右滑动,调整工件所须要的位 置,再将螺钉紧固。轴向挡板也是整休固定式, 它是紧固在料板反面的一个特制的调整机构 上,只耍旋转轴向挡板的调整丝杆,就可得到所 须要的料道宽度,所有的挡板不须要更换件。这 样克服了因原来装置上机构的分段料槽宽度不 均,引起卡活现象。隔料器则由液压油缸所组 成,紧固在料板的反面,该系统与机械手互相自 锁连接,且协调,非常可靠。机械手为强制式的, 由两臂所组成,根据工件大小,可调整夹角的变 化*该机械手完成一个循环动作的摆角为35。, 比原来的机械手的摆角少了 20,即每个工件 的加工循环
5、时间少了 28。其次是料板与磁极 周围采用可调式的铜板起隔磁作用,这样可节 省大量的铜材或铝材,且料板强度髙。总之该装置的优点如下:(1)该装置为整体 可调式其加丁范围宜径30-100mm,宽度12 40nim,工作过程稳定可靠,减少了工人的负担。(2)该装置调聲方便,简单对工人调整技 术水平要求不高。(3)调换工件种类后的调幣 周期短,(一般约需45 min)。减少了辅助时间 提高了生产效率,且滅少了废次品,保证了产品 质量。四、经济效益及其推广应用提高了生产效率:该装置的机械手比原来 机械手节拍快2s/件(回转角少20。)。月平均 换工件45次,每次可节省7 h,年创造经 济价值15.5万
6、元/台。现有3MZ1410磨床全 部更换该装丑,并推广到MZ 208内圆魔床20 台。按上述计算每年创造经济价值为310万 元。因此该装置可以在较承行业中类似的机床 上推广应用。(上接第59页)加一齿轮4的模数(mm);2一齿轮4的齿数。夹具共分前后两部分:前一部分以夹具底 座8装于磨床工作台面上;后一部分则以向心 球轴承安装于顶尖轴上,顶尖轴是装在磨床 主抽锥孔中。为保证传动轴6与顶尖轴的平行(上接第63页)积。性,夹具底座8侧面设有两螺丝,以便进行调 节。本夹具结构简单,操作方便。因能磨削待 殊表面,故扩大了机床使用范围。虽然工作吋 工件回转速度不是定值,但由于转速低,故对工 件精度无多大
7、影响。了成果。秆皮烧成灰,其作用为活性氯过滤器。为了避免可能的危险因素和对环境的损4 总结害,研究了硅藻土的代用材料。Giihring T程 公司试验了秆皮和纤维索作为代用材料,取得高效磨削的特征是高的切削速度,切深,进 给诫和切除率。磨削的高能量大多数转化为热, 必须将热从砂轮和工件间的接触区导出。常规 的冷却润滑设备和输送装置是不能满足高效磨 削要求的,需要的流量约是常规磨削的10倍, 而且压力也较高。输送冷却润滑液应有特殊的 喷咀形状。应尽可能提供多方面的冷却润滑液 到切削的位置。为净化砂轮,最佳的选择是使 用更多的喷咀,采用中等的压力。摘译自Anforderungen an KueJilscli- miortJtoftanlagon boim Hochlois tunge- schleifen”, IDR, 1/931994年第3期 1994-2010 China Academic Journal Electronic Publishing Mouse. All rights reserved. hUp:/?ld.nct
 外圆磨床磨头主轴的修复
外圆磨床磨头主轴的修复