《双色成形设计制造要点》由会员分享,可在线阅读,更多相关《双色成形设计制造要点(10页珍藏版)》请在装配图网上搜索。
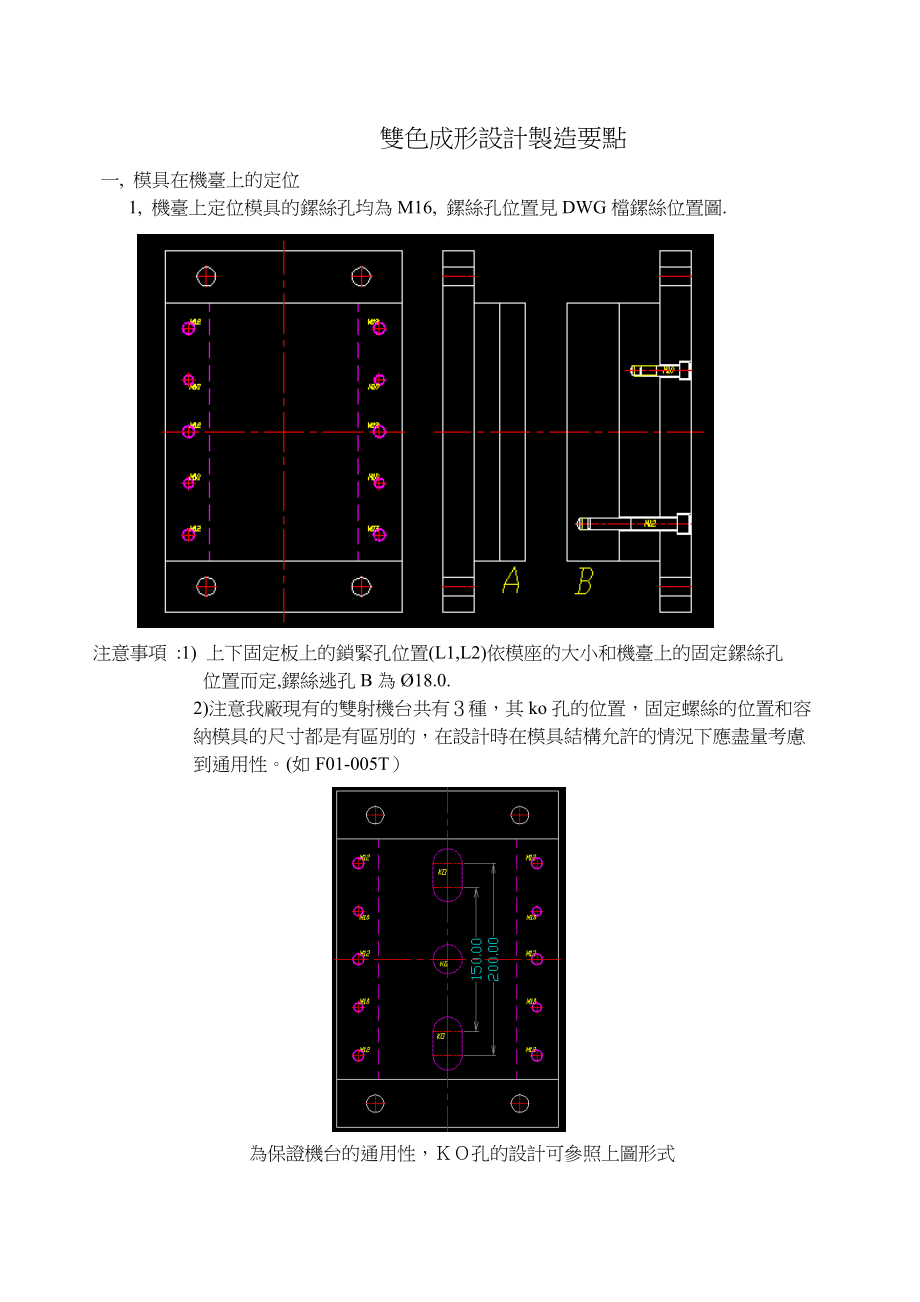
1、雙色成形設計製造要點一, 模具在機臺上的定位1, 機臺上定位模具的鏍絲孔均為M16, 鏍絲孔位置見DWG檔鏍絲位置圖. 注意事項 :1) 上下固定板上的鎖緊孔位置(L1,L2)依模座的大小和機臺上的固定鏍絲孔 位置而定,鏍絲逃孔B為18.0. 2)注意我廠現有的雙射機台共有種,其ko孔的位置,固定螺絲的位置和容納模具的尺寸都是有區別的,在設計時在模具結構允許的情況下應盡量考慮到通用性。(如F01-005T)為保證機台的通用性,孔的設計可參照上圖形式二, 模具設計時應注意以下幾點 1, 雙色模兩套模座在訂模座時,注明請加工廠家在加工模座時,兩套模對應的拉杆和 導柱的孔位要求併在一起加工以保證精度
2、,若模具有加圓定位束子,束子孔兩套模 的公母模板併在一起線割 ,以保證兩套模具的配合精度。. 2, 雙色模設計水路時請注意,水路的進出口設計在天地側.。水路循環設計示意圖 3, 模座的公母模板上都需有吊環鏍絲孔,便於加工和成形時上模.下固定板和模腳之 間要加鏍絲固定.(如下圖) 4, 模座寬度大於一定大小時,模腳和下固定板要避空機臺中間鎖的100X100X30的鎖冷卻液的集成塊(對于老的200T機台).模座規格選擇盡量小於4045.模座較大時要上下固定板要倒C角.5, 定位環選擇119.5mm6, 設計時用尼龍開閉器(不建議使用)或磁性開閉器,或是機械式開閉器,尼龍開閉器在模板上的加工,嚴格按
3、照標準件加工.,雙色機臺.不可用外拉杆.,當二射為軟膠時,其抓料銷可選擇雙節的(見標準件)甚致可以是節的,以加強抓力。,當二射為軟膠時,其澆道的斜度應盡量取大(一般單邊最為1.5度),軟膠流過的模具表面應噴砂或咬花處理,除客戶有特別要求外,在設計出圖時應在圖面上注明。當澆道比較長時因為斜度較大,會造成流道殘料過多,可以改變次流道分型面的位置來調整料頭的總體積。(如02-018) 修改前 修改後9,當需要加磁力開閉器時,盡量選用400kg的磁力開閉器,以免因為選用的開閉器力太小 無法使用造成浪費,盡量在模板上為磁力開閉其做定位。10.當二射為軟膠時,其進澆的方式盡量不要選擇潛水式進膠,因為潛水式
4、進膠的料頭很難被頂針頂出,無法自動化生產。 02-003二次進膠方式11,設計時應在撥料板設計水路,試模時應接好,這樣可以減小冷卻週期,適當改善黏模。12,當二次成型硬膠和模仁鋼料插破封膠時,插破面的斜度應盡量取大,為了插破封膠的力足夠大,應在模仁插破的面做適當的預留(0.03mm左右) (a) (b)a)圖為二次母模和一次產品插破封膠,但前端不參與二次成型的,模仁插破面預留鋼料(0.03mm),角盡量取大,二次母模仁尖端角盡量取大接順避免壓傷。b)圖為二次母模和一次產品插破封膠,但前端參與二次成型的,模仁插破面預留鋼料(0.03mm),角盡量取大,二次母模仁尖端很容易插傷一次產品。13當二次
5、成型硬膠和模仁鋼料靠破封膠時,為了使二次成型封膠更好,要在設計時將二次模仁鋼料做預留或一次的塑膠加膠。為避免二次模仁鋼料擦傷一次產品,二次的模仁插破的尖端需導角。(如54-025) (a) (b) (c)錯誤的拆模方式14 軟膠在澆口破口處不易斷,可以將頂針設計出尖角,在頂出時剪斷料頭。15 二次不參與成型和封膠的面可做讓開,以避免二次模仁擦傷產品,為使二次成型不至於壓壞一次產品,二次模仁讓開的鋼料不可過多。(如83-003) (a)二次模仁讓開過多 (b)二次成型時一次產品需要支撐三, 雙色模成形時可能出現的問題及解決方案.(一) 二次成形時,料流先封隹PL面,導至產品包風,打不飽,制品外觀
6、NG,解決方案為一次成形的形狀上加肋位,用以阻擋和改變料流方向,使氣體排出.注意,肋位處二次成形的制品厚度最小不小于於0.40mm(具體依制品厚度而定),以下有C38-021T一次成制品同沒加肋位和加肋位后的對照.供參考. 加肋位后,制品外觀OK,如下圖. (二)雙色成形設計時,澆口的選擇請注意,一次側的澆口不要靠近二次側澆口,否側 二次成形時,二次料流會將一次澆口處的殘料熔化,使得二次外觀面上有一次殘料留,形成外觀不良.(如83-001)(三)在二次成形時,二次母模的設計,在足夠封膠的前提下,可采取避空一次制品的方 法,避免二次母模傷到一次制品,導至制品上有傷痕,形成外觀NG.具體視不同制
7、品和要求而定.。(如83-003)(四)對於二次成形外觀面上有一次成形的字體或符號(如C38-053T的SONY按鍵類,54的按鍵類) ,設計時有以下二點要注意. 1:字體或符號較難加工.要做成入子.以便型修方便. 2:二次成形外觀面上有一次成形的字體或符號時.一次的字體或符號深度要預壓0.08mm (此數值依產品的不同面改變)字體或符號的深度要取預壓量.字體或符號做成入子 放電角對二次成型產品的影響 一次成型割入子可以避免放電角(五)對于雙射成型種有軟膠參與成型時,軟膠排氣的方式多采用以下3種 a)在需要開排氣區域相應的硬膠區域成型一個孔,讓二次軟膠可以漏過來,并在孔 的下面割排氣入子排氣。但硬膠的孔不可超出軟膠的覆蓋。(如72-002) b)在產品允許的情況下,在需要開排氣的區域設計一段溢料的假料頭,進行排氣。 (如20-001) c)在產品允許的情況下,可以在軟膠面上直接割排氣入子排氣。(如20-001)(六)一次成型後其產品會有適量的縮水,縮水的量會隨材料種類和材料厚度的不同而有所不同。當縮水量影響到產品外觀時,可以向縮水相反的方向加膠做適當的補正。當在分型面上封膠時,縮水容易使二次產生向內側的頂針。(如53-098)(七)對於的料來打外觀的產品,產品的形狀會影響到產品的外觀,必要時可要求客戶 改變產品的形狀。(如53-098)
 双色成形设计制造要点
双色成形设计制造要点