 特种铸造教学讲义
特种铸造教学讲义

《特种铸造教学讲义》由会员分享,可在线阅读,更多相关《特种铸造教学讲义(10页珍藏版)》请在装配图网上搜索。
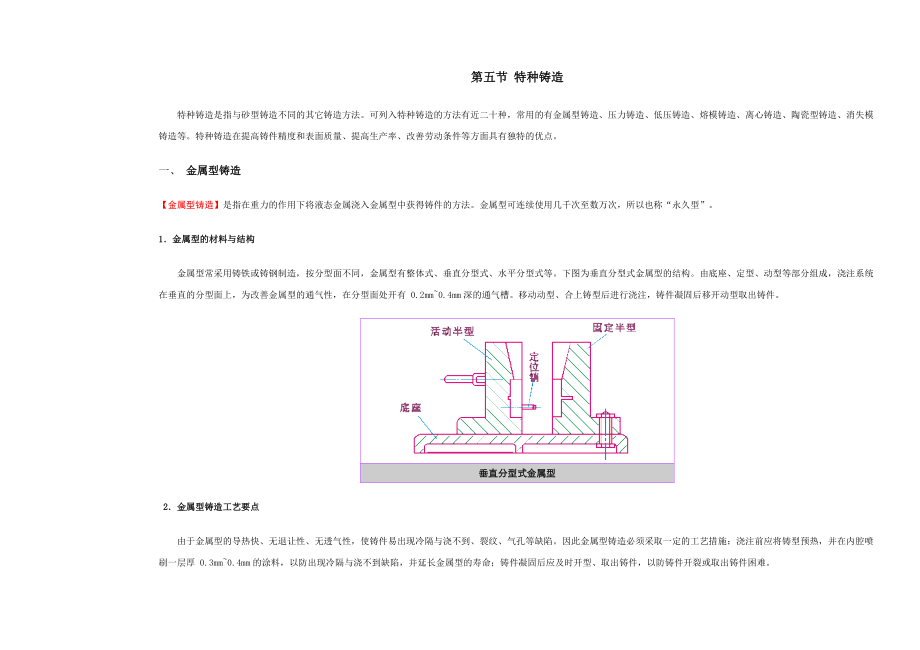
1、第五节 特种铸造特种铸造是指与砂型铸造不同的其它铸造方法。可列入特种铸造的方法有近二十种,常用的有金属型铸造、压力铸造、低压铸造、熔模铸造、离心铸造、陶瓷型铸造、消失模铸造等。特种铸造在提高铸件精度和表面质量、提高生产率、改善劳动条件等方面具有独特的优点。 一、 金属型铸造 【金属型铸造】是指在重力的作用下将液态金属浇入金属型中获得铸件的方法。金属型可连续使用几千次至数万次,所以也称“永久型”。 1金属型的材料与结构 金属型常采用铸铁或铸钢制造,按分型面不同,金属型有整体式、垂直分型式、水平分型式等。下图为垂直分型式金属型的结构。由底座、定型、动型等部分组成,浇注系统在垂直的分型面上,为改善金
2、属型的通气性,在分型面处开有 0.2mm0.4mm深的通气槽。移动动型、合上铸型后进行浇注,铸件凝固后移开动型取出铸件。 垂直分型式金属型2金属型铸造工艺要点 由于金属型的导热快、无退让性、无透气性,使铸件易出现冷隔与浇不到、裂纹、气孔等缺陷。因此金属型铸造必须采取一定的工艺措施:浇注前应将铸型预热,并在内腔喷刷一层厚 0.3mm0.4mm的涂料,以防出现冷隔与浇不到缺陷,并延长金属型的寿命;铸件凝固后应及时开型、取出铸件,以防铸件开裂或取出铸件困难。 3金属型铸造的特点及应用范围 金属型使用寿命长,可“一型多铸”,提高生产率;铸件的晶粒细小、组织致密,力学性能比砂型铸件高约;铸件的尺寸精度高
3、、表面质量好;铸造车间无粉尘和有害气体的污染,劳动条件改善。金属型铸造的不足之处是金属型制造周期长、成本高、工艺要求高,且不能生产形状复杂的薄壁铸件,否则易出现浇不足和冷隔等缺陷;受铸型材料的限制,浇注高熔点的铸钢件和铸铁件时,金属型的寿命低。 目前金属型铸造主要用于大批量生产形状简单的铝、铜、镁等非铁金属及合金铸件。如铝合金活塞、油泵壳体,铜合金轴瓦、轴套等。 二、 压力铸造 【压力铸造】是指熔融金属在高压下快速压入铸型中,并在压力下凝固的铸造方法,简称“压铸”。常用的压射比压为 5150MPa,充型速度为0.550m/s,充型时间为0.010.2s。 、压力铸造工艺过程 压铸工艺是在专门的
4、压铸机上完成的,压铸机的主要类型有冷压室压铸机和热压室压铸机两类。下图为卧式冷室压铸机工艺过程示意图。冷室压铸机的熔化炉与压室分开,压室和压射冲头不浸于熔融金属中,浇注时将定量的熔融金属浇到压室中,然后进行压射。压铸机主要由合型机构、压射机构和顶出机构组成,压铸机的规格通常以合型力的大小来表示的。 卧式冷室式压铸机注入金属 压铸 抽芯 顶出铸件卧式冷室式压铸机工作原理图、压力铸造的特点及适用范围 压力铸造具有如下特点:生产率高,便于实现自动化;铸件的精度高、表面质量好;组织细密、性能好;能铸出形状复杂的薄壁铸件。但压力铸造设备投资大,压铸型制造周期长、成本高;受压型材料熔点的限制,目前不能用于
5、高熔点铸铁和铸钢件的生产;由于浇注速度大,常有气孔残留于铸件内,因此铸件不宜热处理,以防气体受热膨胀,导致铸件变形破裂。 目前压力铸造主要用于大批量生产铝、锌、铜、镁等非铁金属与合金件。如汽车、仪表、计算机、航空、摩托车、日用品等行业各类中小型薄壁铸件,如发动机气缸体、气缸盖、仪表壳体、电动转子、照相机壳体、各类工艺品、装饰品等。常见压铸件 三、熔模铸造 【熔模铸造】是用易熔材料制成模样,在模样上涂挂若干层耐火涂料,待硬化后熔出模样形成无分型面的型壳,经高温焙烧后即可浇注获得铸件的方法。由于易熔材料通常采用蜡料,故这种方法又称为“失蜡铸造”。 、 熔模铸造的工艺过程熔模铸造的主要工艺过程如图所
6、示。 (1)蜡模制造首先根据铸件的形状和尺寸,用钢、铜或铝合金制造压型;然后把熔化成糊状的蜡质材料(常用50%石蜡+50%硬脂酸)压入压型中,待冷却凝固后取出,修去分型面上的毛刺后得到单个的蜡模;为能一次铸出多个铸件,可将多个蜡模粘合在一个蜡制的浇注系统上,构成蜡模组。 (2)型壳制造 在蜡模组上涂挂耐火涂料层以制成具有一定强度的耐火型壳。首先将蜡模浸入涂料中(石英粉+水玻璃、硅酸乙酯等);取出后撒上石英粉(砂);再浸入氯化铵的溶液中进行硬化。重复上述过程46次,制成510mm厚的耐火型壳。待型壳干燥后,置于9095的热水中浸泡,熔出蜡料即得到一个中空的型壳。 (3)焙烧、浇注 将型壳在850
7、950的炉内进行焙烧,去除残留的蜡料和水份,并提高型壳的强度;将焙烧后的型壳趁热置于砂箱中,并在其周围填充砂子或铁丸固定之,即可进行浇注。 熔模铸造的主要工艺过程如图所示。 熔模铸造工艺示意图、 熔模铸造的特点及应用 熔模铸造是一种精密铸造工艺,铸件的尺寸精度高、表面质量好;适应性强,能生产出形状特别复杂的铸件,适合于高熔点和难切削合金,生产批量不受限制。但熔模铸造的工艺复杂、生产周期长、成本高,不适宜大件铸造。熔模铸造适合于形状复杂、精密的中小型铸件(质量一般不超过 25kg);可生产高熔点、难切削的合金铸件。如用于形状复杂的涡轮发电机、增压器、汽轮机的叶片和叶轮,复杂刀具等,可生产各种不锈
8、钢、耐热钢、磁钢等的精密铸件。 四、离心铸造 【离心铸造】是指将金属浇入绕水平、倾斜或立轴旋转的铸型,在离心力的作用下凝固成铸件的铸造方法。 离心铸造多用于简单的圆筒体,铸造时不用型芯便可形成内孔。1离心铸造方法 离心铸造机按旋转轴的方位不同,可分为立式、卧式和倾斜式三种类型。下图为立式和卧式离心铸造法。立式机适宜铸造直径大于高度的圆环类铸件,卧式机适宜铸造长度大于直径的套类和管类铸件。卧式离心铸造机 离心铸造方法2离心铸造的特点及应用 离心铸造可省去浇注系统和型芯,比砂型铸造省工省料,生产率高,成本低;铸件在离心力的作用下结晶,组织致密,基本上无缩孔、气孔等缺陷,力学性能好;便于双金属铸件的
9、铸造。但铸件的内孔尺寸误差大、表面粗糙;铸件的比重偏析大,金属中的熔渣等密度小的夹杂物易集中在内表面。 离心铸造广泛用于大口径铸铁管、缸套、双金属轴承、活塞环、特殊钢无缝管坯等的生产。 五、陶瓷型铸造 【陶瓷型铸造】是指用陶瓷质耐火材料制成铸型而获得铸件的方法。是在砂型铸造和熔模铸造的基础上发展起来的一种精密铸造新工艺。 1陶瓷型铸造的工艺过程 为节省价高的陶瓷材料,先用砂套模样、普通水玻璃砂制成一个型腔稍大于铸件的砂套;然后用铸件模样、陶瓷材料(如锆英粉、刚玉、铝钒土 +硅酸乙脂水解液),经灌桨、结胶、焙烧等工艺制成陶瓷铸型。工艺过程如图所示: (a)模样 (b)砂套造型 (c)灌桨 (d)
10、喷烧 (e)合型 (f)铸件 陶瓷型铸造工艺过程2陶瓷型铸造特点及应用 陶瓷型的材料与熔模铸造的壳型相似,故铸件的精度和表面质量与熔模铸造相当;可适合于高熔点、难加工材料的铸造;而且与熔模铸造相比,铸件大小基本不受限制,工艺简单、投资少、生产周期短。但陶瓷型铸造原材料价格贵,因有灌桨工序,不适宜于铸造大批量、形状复杂的铸件,且生产工艺过程难以实现自动化和机械化。 陶瓷型铸造适宜于制造小批量、较大尺寸的精密铸件,较多用于各种模具的生产(如金属型、压铸模、塑料模、锻模等),还用于生产喷嘴、压缩机转子、阀体、齿轮、钻探用钻头、开凿隧道用刀具等。 六、实型铸造 【实型铸造】又称消失模铸造或气化模铸造。
11、英文名为 Expendable Pattern Casting或缩写EPC。其原理是用泡沫塑料代替木模和金属模样,造型后不取出模样,当浇入高温金属液时泡沫塑料模样气化消失,金属液填充模样的位置,冷却凝固后获得铸件的方法。下图为实型铸造工艺过程示意图。 实型铸造时不用起模、不用型芯、不合型,大大减化了造型工艺,并减少了由制芯、取模、合型引起的铸造缺陷及废品;由于采用了干砂造型,使砂处理系统大大简化,极易实现落砂,改善劳动条件;由于不分型,铸件无飞翅毛刺,使清理打磨工作量减少 50%以上。但实型铸造气化模造成空气污染;泡沫塑料模具设计生产周期长,成本高,因而要求产品有相当的批量后才有经济效益;生产大尺寸的铸件时,由于模样易变形,须采取适当的防变形措施。 实型铸造适用于各类合金(钢、铁、铜、铝等合金),适合于结构复杂(铸件的形状可相当复杂)、难以起模或活块和外芯较多的铸件,如模具、气缸头、管件、曲轴、叶轮、壳体、艺术品、床身、机座等。 实型铸造过程示意图
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
