 双色模设计原理及MOLDFLOW分析
双色模设计原理及MOLDFLOW分析

《双色模设计原理及MOLDFLOW分析》由会员分享,可在线阅读,更多相关《双色模设计原理及MOLDFLOW分析(12页珍藏版)》请在装配图网上搜索。
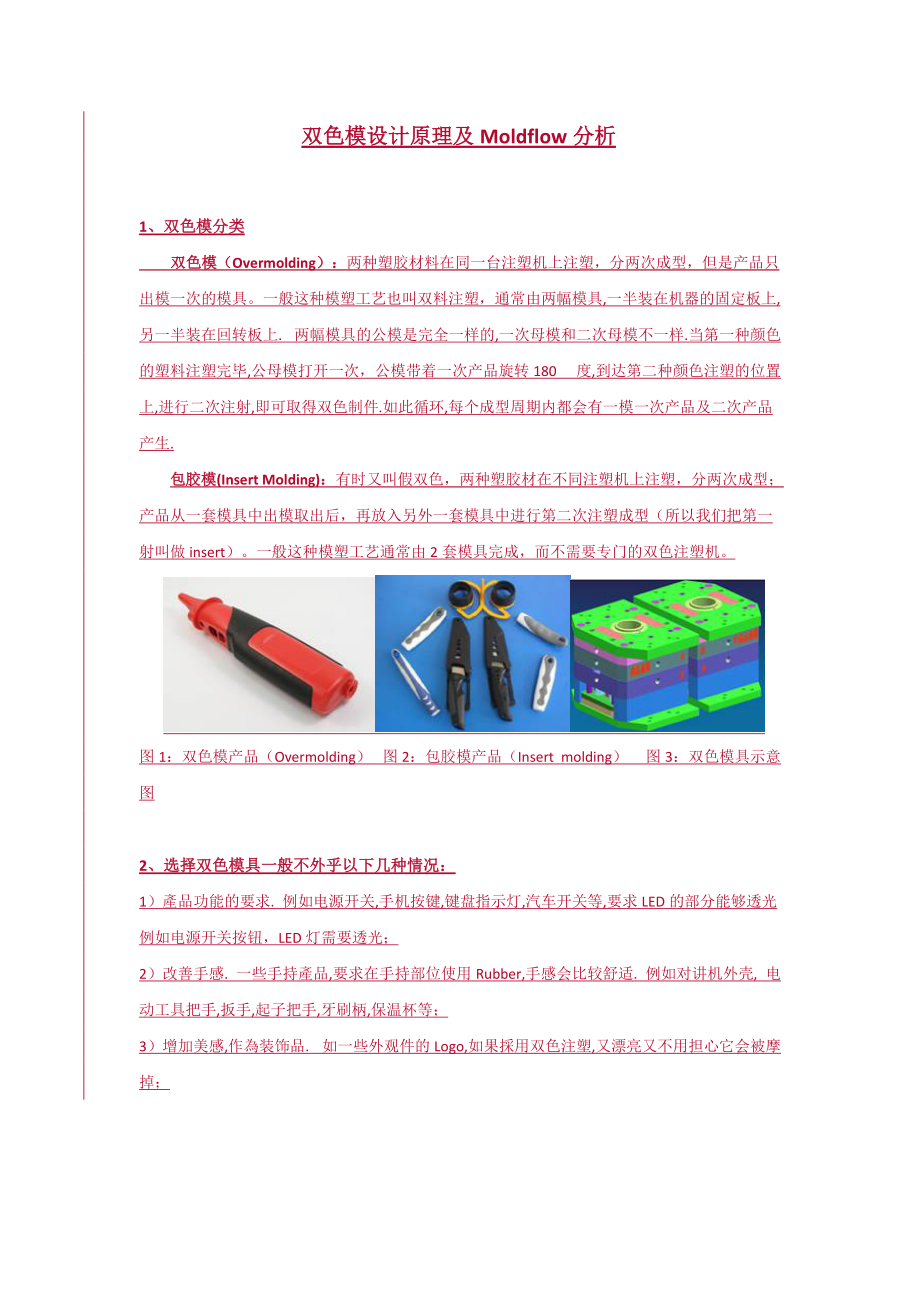
1、 双色模设计原理及Moldflow分析1、双色模分类 双色模(Overmolding):两种塑胶材料在同一台注塑机上注塑,分两次成型,但是产品只出模一次的模具。一般这种模塑工艺也叫双料注塑,通常由两幅模具,一半装在机器的固定板上,另一半装在回转板上. 两幅模具的公模是完全一样的,一次母模和二次母模不一样.当第一种颜色的塑料注塑完毕,公母模打开一次,公模带着一次产品旋转180 度,到达第二种颜色注塑的位置上,进行二次注射,即可取得双色制件.如此循环,每个成型周期内都会有一模一次产品及二次产品产生.包胶模(Insert Molding):有时又叫假双色,两种塑胶材在不同注塑机上注塑,分两次成型;产
2、品从一套模具中出模取出后,再放入另外一套模具中进行第二次注塑成型(所以我们把第一射叫做insert)。一般这种模塑工艺通常由2套模具完成,而不需要专门的双色注塑机。图1:双色模产品(Overmolding) 图2:包胶模产品(Insert molding) 图3:双色模具示意图2、选择双色模具一般不外乎以下几种情况:1)產品功能的要求. 例如电源开关,手机按键,键盘指示灯,汽车开关等,要求LED的部分能够透光例如电源开关按钮,LED灯需要透光;2)改善手感. 一些手持產品,要求在手持部位使用Rubber,手感会比较舒适. 例如对讲机外壳, 电动工具把手,扳手,起子把手,牙刷柄,保温杯等;3)增
3、加美感,作為装饰品. 如一些外观件的Logo,如果採用双色注塑,又漂亮又不用担心它会被摩掉;4)產品局部区域需要电镀.在塑料家族中,只有ABS 和聚砜(PSU)表面可以电镀, 如果要求產品的局部区域或者单侧需要电镀,就要把电镀区域注射為ABS,把不需要电镀的区域注射為其他材料如PC 等。3、双色模设计要求目前市场上双色模已经非常普遍,并且由于这种工艺可以使产品的外观更加漂亮,易于换颜色而可以不用喷涂,非常符合市场潮流。双色模具再设计要点归纳如下:1)Cavity的两个形状是不同的,分别成型1种产品,而Core的两个形状完全一样。2)模具的前、后模以中心旋转180后,必须吻合。设计时必须做这个检
4、查动作。3)注意顶棍孔的位置,最小距离210mm。大的模具须适当增加顶棍孔的数量。并且,由于注塑机本身附带的顶棍不够长,所以我们的模具中必须设计加长顶棍,顶棍长出模胚底板150mm左右。后模底板上必须设计2个定位圈。4)前模面板加A板的总厚度不能少于170mm。请仔细查看这种型号的注塑机的其它参考数据,比如,最大容模厚度、最小容模厚度、顶棍孔距离等。5)三板模的水口最好能设计成可以自动脱模动作。特别要注意软胶水口的脱模动作是否可靠。6)前侧SPRUE的深度不要超过65mm。上侧(大水口)SPRUE的顶部到模胚中心的距离不小于150mm。7)在设计第二次注塑的CAVITY时,为了避免CAVITY
5、插(或擦)伤第一次已经成型好的产品胶位,可以设计一部分避空。但是必须慎重考虑每一处封胶位的强度,即:在注塑中,是否会有在大的注塑压力下,塑胶发生变形,导致第二次注塑可能会有批锋产生的可能。8)注塑时,第一次注塑成型的产品尺寸可以略大,以使它在第二次成型时能与另一个CAVITY压得更紧,以达到封胶的作用。9)注意在第二次注塑时,塑胶的流动是否会冲动第一次已经成型好的产品,使其胶位变形,如果有这个可能,一定要想办法改善。10)在A、B板合模前,要注意前模Slider或Lifter是否会先复位而压坏产品。如此,必须想办法使在A、B板先合模,之后前模的SLIDER或LIFET才能复位。11)两CAVI
6、TY和CORE的运水布置尽量充分,并且均衡、一样。12)99%的情况是先注塑产品的硬胶部分,再注塑产品的软胶部分。因为软胶易变形。13)为了使两种塑胶“粘”得更紧,要考虑材料之间的“粘性”以及模具表面的粗糙度。双色注塑有专门的TPU;而模具表面越光滑,它们“粘得更紧。14)注意前后模的定位;所有插穿、靠破面的斜度落差尽量大些,要0.1mm以上。4、Moldflow双色分析由于Moldflow3D技术目前已经比较成熟,可以非常方便的模拟overmolding 和insert molding。对于Overmolding,通过Moldflow分析可以预测出两射产品的充填情况,压力、温度、结合线困气位
7、置、表面收缩,以及产品相互粘合及变形情况,帮我们及时地避免双色成型中的风险。对于insert molding,可与通过Moldflow 3D技术分析出镶件(铁件或塑料)与制品一起变形的情况,以及镶件的变形导致产品的变形。 图4:双色模(Overmolding)分析 图5: insert molding分析5、Moldflow双色分析案例-Overmolding图6:双色模(Overmolding)分析第一射、第二射产品、水路分析模型 图7:Overmolding模拟模温分布 图8:Re-melt Zone辅助双色成型判定混色及剥离等缺陷6、 Moldflow双色分析案例Insert moldi
8、ng图9:insert molding 模型 图10:insert molding 分析模型图11、12、13:利用MPI对Insert成型品进行分析,有效地预测镶件对产品变形的影响图14,利用Moldflow找出最小变形的方案,变形问题得到解决 Moldflow分析材料选取原则Moldflow分析过程中,材料的准确选取和Moldflow分析结果有密切的关联性,目前moldflow最新版本2011已有材料库有9000多种,涵盖了全球400多家知名材料厂商各种型号的材料。Moldflow分析时按照料号准确找到相应材料固然很好,但有时客户采用的是一些小厂商生产的改性材料,可能在Moldflow材料
9、库找不到,于是我们需要根据材料物性表,据此搜到特性最相近的替代料,因为材料测试数据的准确性直接影响後者的准确性。以下下表1可以看出,材料属性对Moldflow分析结果有直接的影响,特别是收缩对材料各属性依赖最大,热传导系数对Moldflow分析结果影响最大。 1、Moldflow分析必须把握的重点材料属性Moldflow材料数据库的材料属性类目达到70种以上,除了Moldflow分析必须的数据以外,还有很多描述性的参考数据。下面重点介绍几个关键的材料属性。粘度(Viscosity)聚合物为非牛顿假塑性流体,具有剪切变稀的特性,其粘度不仅受温度的影响,还受剪切速率的影响。Moldflow默认的粘
10、度模型为Cross-WLF模型。这一模型能在较宽剪切速率范围内反应塑料熔体流动规律,适应温度范围广,能更准确地描述伴有冷却效应的熔体流动。特别是当温度接近於玻璃化转移温度时,能很好拟合粘度的迅速增加。表1 材料属性与Moldflow分析结果(实际成型效果)的关联性注:0-关联小,1-略有关联,2-有关联,3-密切关联) 式(1)为Cross-WLF粘度模型的运算式:这也是经典的7参数模型(n, D1, D2, D3, A1, A2)其中n是非牛顿指数,1-n表示剪切变稀曲线的斜率;是剪切变稀行为开始的剪应力;D2对应低压下的玻璃化转移温度;D3是压力影响系数,表徵粘度对压力的依赖性,在高速高压
11、成型分析中,比如超薄成型,必须考虑粘度的压力依赖性。表2 几种常见材料的D3值Cross-WLF模型考虑的是剪切粘度,不考虑拉压粘度。在浇口直径变化较剧烈的情况下往往会有较明显的拉压粘度效应,造成更大的压力损失,此时需要考虑Juncture loss的Bagley修正系数C1和C2(采用3D求解器考虑Extension viscosity模型系数A和B)。如Moldflow未提供修正系数,可在Moldflow帮助档中查找经验数据进行修正。如果分析时不考虑拉压粘度影响,分析的注射压力则偏低,锁模力可能会偏大。Moldflow采用注塑机成型法测试粘度数据,不同於传统的毛细管流变仪,测试时熔料驻留时
12、间短、剪切速率宽、压力范围广,测试获得的粘度数据更准确可靠。 热属性?MZrL材料传热性能对成型的影响明显,包括外观质量、收缩变形、成型周期等,有利有弊。如图1,不同传热系数的材料翘曲分析结果有较大差异。材料的传热性能由热扩散系数表征,如式2。图1 不同导热系数翘曲分析对比 = k / ( x Cp ) (2)其中K为热传导系数,为密度,Cp为比热。MPI6.1之前的版本在做冷却分析时考虑的是K和Cp平均值,分析的结果有轻微差异,如图2所示。图2 单点和多点冷却分析对比转移化温度(无定形材料是玻璃化转移温度,结晶性材料是结晶开始温度)也是Moldflow分析考虑的重点属性,直接关系到凝固层的生
13、成还有浇口凝固时间。HTC值(接触面传导系数)也是传热要考虑的一项重要属性。MPI 6.0之前默认的HTC是一恒定的值25,000。试验表明,实际的HTC值在填充、保压、冷却过程是变化的,并且远低於25,000,否则对於薄壁件分析时会出现高估短射的情况。MPI 6.0後的版本可以按填充、保压、冷却分段设定HTC,预设值在5000以下,同时冷却分析也考虑变化的HTC值。 由於Moldflow的两种求解器Midplane和Fusion假设产品的边不参与传热计算,如果制品的宽厚比小於4:1,则边的传热面积不可忽略,否则分析的温度会偏高。这也是厚壁件必须采用3D分析的原因。 PVT是指材料的比容(密度
14、的倒数)随温度和压力的变化关系,与填充、保压、冷却、残余应力以及收缩都有很大的关系,流动保压分析过程的随压力压缩效应以及随温度胀缩效应均与PVT有关,冷却分析则与密度有关,并且决定了体积收缩量。 - 聚合物的压缩热特性(图3所示),恒定体积情况下增加压力温度会升高)由PVT来描述,MPI6.1开始考虑压缩热效应,计算的熔体温度会略高,从而最终压力也会略低4。温度升高会伴随体积的膨胀(如图3),线性热膨胀系数CTE可以由PVT来估算:CTE1/3*b2s/b1s。 图3 比容、压力、温度之间的相互关系 图4 Moldflow压缩热效应2、Moldflow材料Datafitting技术 Moldf
15、low的材料测试力求遵循通用ASTM标准,但又结合Moldflow分析的实际对数据进行标准化。只有符合Moldflow规范的数据才可用。Moldflow材料Datafitting技术可以将测试出的离散数据点进行拟合和理论修正,以弥补测试条件的限制,修正测试误差带来的材料属性不一致问题,并生成Moldflow可以直接使用的档格式,即udb档。图5 Moldflow Datafitting软件 3、Moldflow材料数据选用原则Moldflow材料数据库已有9000余种数据,有些数据是材料供应商测试的,有些是由Moldflow试验室测试的,还有些是由两者联合测试的。下面介绍如何选用Moldflo
16、w材料数据的方法和流程。1)直接在Moldflow数据库中搜索。一般知名公司的通用牌号会发布在Moldflow数据库中。2)联系材料供应商。材料的数据是否发布在Moldflow数据库中,主要取决於材料供应商。如果Moldflow数据库中没有搜索的牌号,可询问材料供应商是否自行保留了用於Moldflow分析的材料档,如果您是他的材料用户,一般都会提供。3)材料供应商提供原始数据。如果材料供应商没有需要牌号的Moldflow分析材料档,可要求其按照Moldflow材料数据标准格式提供原始数据,将原始数据提交给Moldflow中国的办事机构进行Datafitting为您生成Moldflow分析格式档
17、。4)联系Moldflow测试试验室。Moldflow在澳洲和美国有两个顶级材料测试实验室。如果材料供应商无法提供原始材料数据,可联系Moldflow测试实验室进行精确测试。5)最後不得已的方法是选择各方面物性相近的替代材料,但必须在实际成型中验证是可用的。准确的Moldflow分析结果有赖於准确的材料数据,只要准确把握Moldflow运用材料属性的规律,就能确认Moldflow相关分析结果的有效性。4、巧用Moldflow2011材料库新功能案例:产品最初采用材料为PP Lupol TE-5007B : LG Chemical,实际试模后发现翘曲变形很大,在增加宽1.5mm,高2mm的筋条后仍没有改善变形,之后运用Moldflow分析,在不改变原有模具结构的情况下,通过寻找其他变形小的材料改用材料:PP RR93 : Samsung (含15Talc),解决了变形问题。实现方法如下图,在Moldflow中选择PP料时,可在搜索要求中增加“变形量指示”,选择“金牌”表示将要选择的PP料为变形最小的材料(此为Moldflow2011新增功能)在搜索要求中增加“变形量指示”最初采用材料:PP Lupol TE-5007B : LG Chemical变形大 改用moldflow推荐材料:PP RR93 : Samsung,变形很小
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
