 淬火钢回火组织
淬火钢回火组织

《淬火钢回火组织》由会员分享,可在线阅读,更多相关《淬火钢回火组织(7页珍藏版)》请在装配图网上搜索。
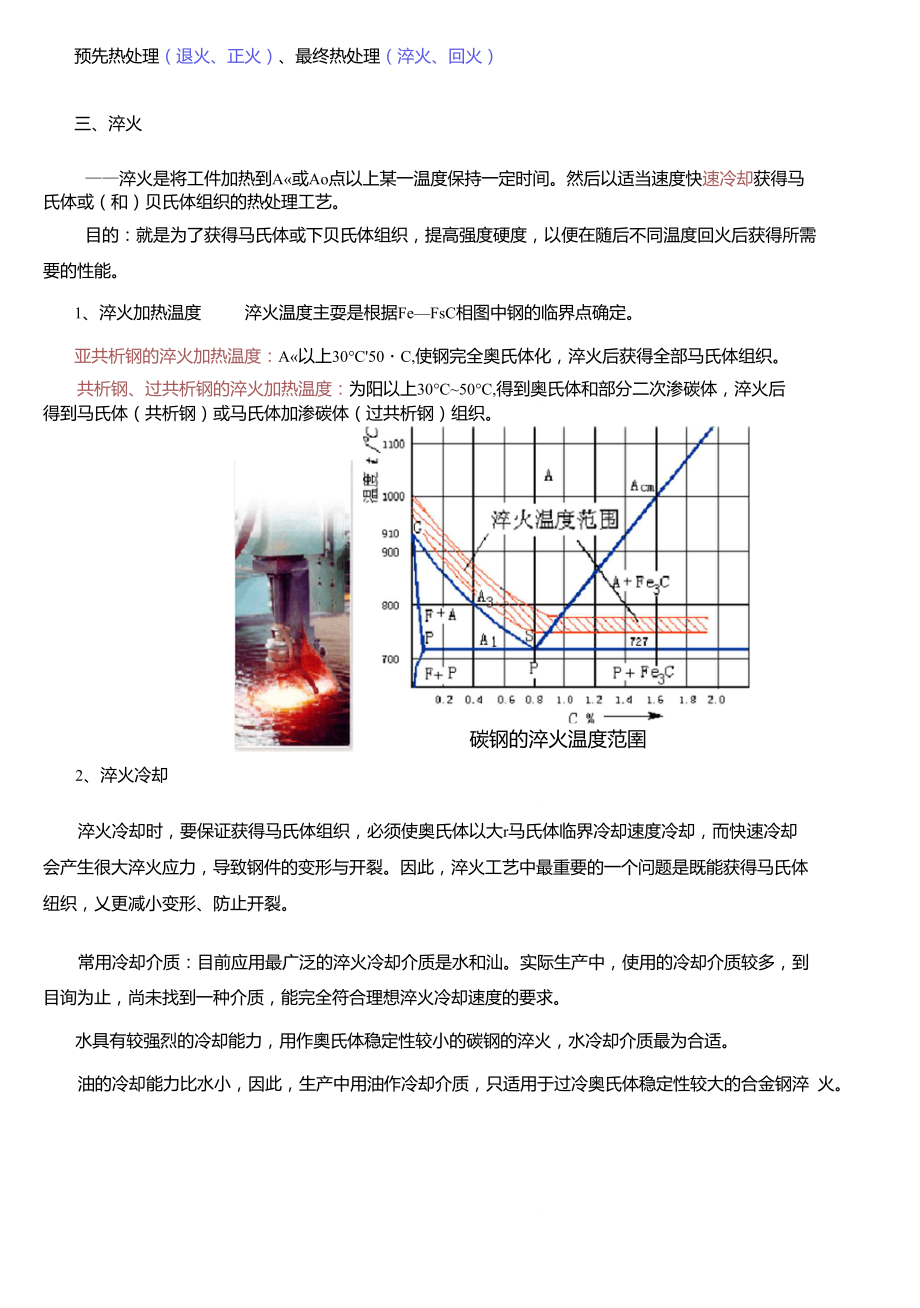
1、预先热处理(退火、正火)、最终热处理(淬火、回火)三、淬火淬火是将工件加热到A或Ao点以上某一温度保持一定时间。然后以适当速度快速冷却获得马 氏体或(和)贝氏体组织的热处理工艺。目的:就是为了获得马氏体或下贝氏体组织,提高强度硬度,以便在随后不同温度回火后获得所需 要的性能。1、淬火加热温度淬火温度主耍是根据FeFsC相图中钢的临界点确定。亚共析钢的淬火加热温度:A以上30C50C,使钢完全奥氏体化,淬火后获得全部马氏体组织。共析钢、过共析钢的淬火加热温度:为阳以上30C50C,得到奥氏体和部分二次渗碳体,淬火后 得到马氏体(共析钢)或马氏体加渗碳体(过共析钢)组织。碳钢的淬火温度范圉2、淬火
2、冷却淬火冷却时,要保证获得马氏体组织,必须使奥氏体以大r马氏体临界冷却速度冷却,而快速冷却 会产生很大淬火应力,导致钢件的变形与开裂。因此,淬火工艺中最重要的一个问题是既能获得马氏体 纽织,乂更减小变形、防止开裂。常用冷却介质:目前应用最广泛的淬火冷却介质是水和汕。实际生产中,使用的冷却介质较多,到 目询为止,尚未找到一种介质,能完全符合理想淬火冷却速度的要求。水具有较强烈的冷却能力,用作奧氏体稳定性较小的碳钢的淬火,水冷却介质最为合适。油的冷却能力比水小,因此,生产中用油作冷却介质,只适用于过冷奥氏体稳定性较大的合金钢淬 火。PDF created with pdfFactory trial
3、 version www.pdffactory.8m常用淬火方法:主耍有单介质淬火、双介质淬火、马氏体等温淬火、贝氏体等温淬火。选择适当的 淬火方法可以保证在获得所要求的淬火组织和牲能条件厂 尽彊减小淬火应力,减少.件变形和开裂倾 向。工程材料及成形工艺基础时间淬火理想冷却速度a单液淬火:b双介质捽火; 马氏体分级淬火皿一员氐体等温淬火淬火冷却方法(1) 单介质淬火 是采用一种淬火介质中一杠冷却到室温的淬火方法。这种淬火方法的优点是操 作简便,适用丁形状简单的碳钢和合金钢丄件。形状简单、尺较大的碳钢丄件多采用水淬,小尺寸碳 钢件和合金钢件一般用油淬。缺点对大尺寸和或形状复杂的匸件,采用水淬变形
4、开裂倾向大,而汕淬冷 却速度小,淬不硬。(2)双介质淬火 是将匸件加热奥氏体化后先浸入冷却能力强的介质,在组织即将发生马氏体转 变时,立即转入冷却能力弱的介质中冷却。常用的有“水一油”、“水空”双介质淬火。这种方 法能有效地减少热应力和相变应力,降低工件变形和开裂的倾向,所以可用于形状复杂和截面不均匀的L件的淬火。但操作时应严格控制工件在水中的停留时间,要求操作工人必须具备丰富的经验和熟练的 技术。(3)乃氏体分级淬火 是将工件加热奥氏体化后浸入温度稍高丁或稍低于Ms点的碱浴或盐浴中保 持适当时间,在件棉体达到介质温度后取出空冷以获得马氏体的淬火。这种淬火方法由丁T:件内夕、温 度均匀并在缓慢
5、冷却条件下完成马氏体转变,大大减小了淬火内应力(比双介质淬火小),因而有效地减 小或防止了工件淬火变形和开裂。同时还克服了双介质淬火出水入汕时间难以控制的缺点。但对大截而PDF created with pdfFactory trial version www.pdffactory.8m零件难以达到其临界淬火速度。分级淬火只适用丁尺寸较小的工件,如刀具、最具和耍求变形很小的椿 密匸件。若取略低J:Ms点的温度,此时由J:温度较低,冷却速度较快,等温以后已有相当一部分奥氏 体转变为马氏体,当工件取出空冷时,剩余奥氏体发生马氏体转变。这种淬火方法适用丁较大工件的分 级淬火。(4)贝氏体等温淬火 它
6、是将奥氏体化后的工件淬入稍髙于Ms点温度的盐浴中等温保持足够长 时间,使奥氏体全部转变为卜贝氏体组织,尔后丁空气中冷却的淬火方法,获得综合力学性能。等温淬 火可以显著减小工件变形和开裂倾向,适宜处理形状复杂、尺寸粘度要求较岛的工具和巫耍的机器零件, 如模具、刀具、齿轮等。同分级淬火一样,等温淬火也只能适用于尺寸较小的工件。除了上述儿种典型的淬火方法外,近年来还发展了许多提高钢的强韧性的新的淬火工艺,如高温淬 火、循环快速加热淬火和亚共析钢的亚温淬火等。工程材料及成形工艺基础等温淬火四、回火冋火是将件淬硬后加热到A6以下的某一温度,保温一定时间,然后冷却到室温的热处理匸艺。 回火使匸件获得所需的
7、使用性能。1、回火目的钢在淬火后一般很少克接使用,因为淬火后的组织是马氏体和残余奥氏体,并且有内应力产生,马 氏体虽然强度、硬度筒,但塑性差,脆性木,在内应力作用下容易产生变形和开裂;此外,淬火后组织 是不稳定的,在室温下就能缓慢分解,产生体积变化而导致工件变形。因此,淬火后的零件必须进行回 火才能使用。回火的目的是:(1)减少或消除淬火内应力:(2)稳定组织,稳定尺寸;(3)降低脆性、 获得所需耍的力学性能。2、回火时组织与性能的变化淬火钢的组织转变可分为四个阶段:马氏体的分解(200C以下)一残余奥氏体分解(200-3000 渗碳体的形成(250400-C )-渗碳体聚集长大(400-C以
8、上)。随着回火温度升高,淬火内应力不断 下降或消除,酸度逐渐下降,塑性、韧性逐渐升岛。工程材料及成形工艺基础00so11c30500 皿300回火温度C;riuJ-3(2400lwoao60aa8;乞Q淬火40Cr钢回火时力学性能的变化3、常用回火方法低温回火(250C) 低温回火后得到回火马氏体组织。其目的是降低钢的淬火应力和脆性,回 火马氏体具有高的硬度(一般为58、64HRC)、强度和良好耐磨性。因此,低温回火特别适用丁刀具、最 具、滚动轴承、渗碳件及高频表面淬火等匸求高硬度和耐磨性的工件。中温冋火(250C、500C)中温回火后得到冋火托氏体组织。使钢具有高的弹性极限,校高的强 度和硬
9、度(一般为35、50HRC),良好的塑性和韧性。中温回火主耍用于各种弹性元件及热作模具。岛温回火(500C) 鳥温回火后得到回火索氏体组织。工件淬火并岛温回火的复合热处理匸艺 称为调质。调质后,钢具有优良的综介力学性能(一般硬度为220230HBS)。髙温回火主要适用丁中碳 结构钢或低合金结构钢制作的曲轴、连杆、螺栓、汽乍半轴、机床主轴及齿轮等重要的机器零件。回火方法回火温度/C回火组织回火后硬度适用范围低温回火500S pi200、350HBS耍求综合力学性能的巫要受力冬件,如轴、齿轮、连杆、螺栓PDF created with pdfFactory trial version www.pd
10、ffactory.8m工程材料及成形工艺基础(a)诃火9氏体(b)冋火屈氏体Cc问火囊氏体PDF created with pdfFactory trial version www.pdffactory.8mPDF created with pdfFactory trial version www.pdffactory.8m回火组织附表:常用结构钢退火及正火工艺观范钢号临界点(C)退火正火AclAc3Ari加热温度(C)冷却HB加热温度(C)HB35724802680850880炉冷$187860890W19145724780682800840炉冷$197840870W22645Mn27157
11、70640810840炉冷$21782086018724140Cr743782693830850炉冷207850870W25035CrMo755800695830850炉冷W229850870W24140MnB730780650820860炉冷W20785090019720740CrNi731769660820850炉冷600C870900W25040CrNiMoA732774-840880炉冷W22989092065Mn726765689780840炉冷229820860W26960Si2Mn755810700-830860W24550CrV752788688 -850880W2882073
12、5855680 -890920W15620Cr766838702860890炉冷W179870900W27020CrMnTi74082565095097015620720CrMnMo710830620850870炉冷21787090038CrMoAlA800940730840870炉冷229930970常用工具钢退火及止火工艺规范,钢号临界点(C)退火正火AclAc 3Ari加热温度(C)冷却HB加热温度(C )HBT8A730700740-760650680W187760780241302T10A730800700750770680700W197800850255321T12A7308207
13、00750770680700W2078508702693419Mn2V736765652760780670690W2298708809SiCr770870730790810700720197241CrWn750940710770790680700207255GCrl5745900700790810710720207229900950270390Crl2MoV810760850870720750207255W18Cr4V820760850880730750207255W6Mo5Cr4V2845880805740850870740750W255SCrMnMo7107606508508706801972415CrNiMo7107706808508706801972413Cr2W88201100790850860720740PDF created with pdfFactory trial version www.pdffactory.8m
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
