 锅炉生产检查记录表
锅炉生产检查记录表

《锅炉生产检查记录表》由会员分享,可在线阅读,更多相关《锅炉生产检查记录表(31页珍藏版)》请在装配图网上搜索。
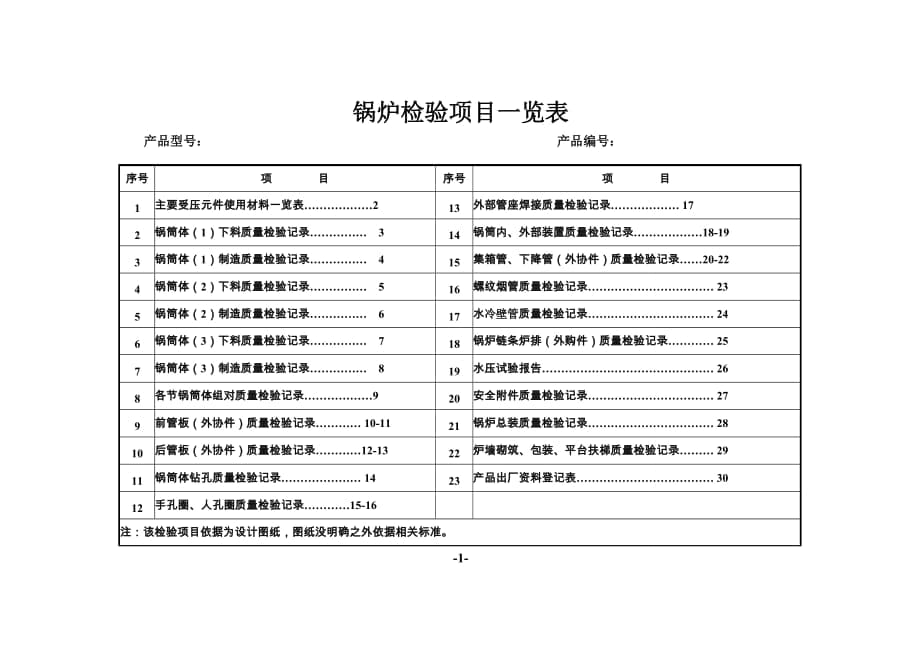
1、锅炉检验项目一览表产品型号: 产品编号:序号项 目序号项 目1主要受压元件使用材料一览表213外部管座焊接质量检验记录 172锅筒体(1)下料质量检验记录 314锅筒内、外部装置质量检验记录18-193锅筒体(1)制造质量检验记录 415集箱管、下降管(外协件)质量检验记录20-224锅筒体(2)下料质量检验记录 516螺纹烟管质量检验记录 235锅筒体(2)制造质量检验记录 617水冷壁管质量检验记录 246锅筒体(3)下料质量检验记录 718锅炉链条炉排(外购件)质量检验记录 257锅筒体(3)制造质量检验记录 819水压试验报告 268各节锅筒体组对质量检验记录920安全附件质量检验记录
2、 279前管板(外协件)质量检验记录 10-1121锅炉总装质量检验记录 2810后管板(外协件)质量检验记录12-1322炉墙砌筑、包装、平台扶梯质量检验记录 2911锅筒体钻孔质量检验记录 1423产品出厂资料登记表 3012手孔圈、人孔圈质量检验记录15-16注:该检验项目依据为设计图纸,图纸没明确之外依据相关标准。-1-主要受压元件使用材料一览表-2-产 品 型 号产品编号生产车间生产日期零部件名称图 号规 格 型 号牌 号材 检 号代 用 材 料锅 筒前管板后管板集箱管下降管螺纹烟管水冷壁管人孔圈手孔圈焊 材 检验员: 年 月 日 监检员: 年 月 日锅筒下料质量检验记录-3-材料牌
3、号规格材料检验号部件编号序号检验项目技术要求自 检自检员日期检 验检验员结论日期1下料前检 查材质规格按图纸材料检验号表面不允许有裂纹、气泡、结疤、折叠、夹杂、分层2筒体料片片数尺寸理论偏差量3坡口加工机械切割且符合图纸4试 板与筒体同时下料坡口角度产品型号: 产品编号:锅筒单节质量检验记录-4-材料牌号规格材料检验号部件编号序号检验项目技术要求自 检自检员日期检 验检验员结论日期1筒体纵缝对接10%t,且32纵缝表面质量不得低于母材无咬边气孔等缺陷3焊缝高度埋弧焊34焊工钢印按焊工钢印实施细则5试板在第一节筒体纵缝延长部位对接与第一节筒体纵缝同时施焊6内径偏差D1500 +3 -2D1500
4、 +7 -57圆 度D1000 41000D1500 6D1500 88棱角度39端面倾斜度D1000 3D1000 410长度偏差311探 伤按JB/T4730-05执行产品型号: 产品编号:监检员: 年 月 日锅筒下料质量检验记录-5-材料牌号规格材料检验号部件编号序号检验项目技术要求自 检自检员日期检 验检验员结论日期1下料前检 查材质规格按图纸材料检验号表面不允许有裂纹、气泡、结疤、折叠、夹杂、分层2筒体料片片数尺寸理论偏差量3坡口加工机械切割且符合图纸产品型号: 产品编号:锅筒单节质量检验记录-6-材料牌号规格材料检验号部件编号序号检验项目技术要求自 检自检员日期检 验检验员结论日期
5、1筒体纵缝对接10%t,且32纵缝表面质量不得低于母材无咬边气孔等缺陷3焊缝高度埋弧焊34焊工钢印按焊工钢印实施细则5内径偏差D1500 +3 -2D1500 +7 -56圆 度D1000 41000D1500 6D1500 87棱角度38端面倾斜度D1000 3D1000 49长度偏差310探 伤按JB/T4730-05执行产品型号: 产品编号:锅筒单节组对质量检验记录-9-序号检验项目技术要求自 检自检员日期检 验检验员结论日期1筒节组对筒节数量筒节尺寸h2纵缝中心间距为外圆弧长3t且1003环缝对接边缘偏差1+15%t,且64焊缝表面质量不得低于母材、无咬边、气孔等缺陷5焊缝高度埋弧焊3
6、6焊工钢印按焊工钢印实施细则7筒体直线度L5m W55L7 W78总长偏差L5m +10 -55L10 +20 -109探 伤按JB/T4730-05执行产品型号: 产品编号:前管板(外协件)质量检验记录产品型号: 产品编号:-10-材料牌号规格材料检验号部件编号序号检验项目技术要求自 检自检员日期检 验检验员结论日期1领用检查材质规格按图纸材检号,产品批号表面无裂纹、重皮直段高度t102510t20t+15厚度减薄量15%t2取边高度按图纸要求3车加工按图纸要求4外形尺寸内径偏差D1000 +3 -21000D1500 +5 -3圆 度D1000 41000D1500 6端面倾斜度D1500
7、 1.5D1500 2高度偏差+10 -3圆柱部分倾斜度2序号检验项目技术要求自 检自检员日期检 验检验员结论日期5管板钻孔钻孔表面质量不得有油渍、锈蚀及严重机械损伤钻孔划线按图纸要求管孔中心距偏差纵向1.5环向2机械加工管孔孔径偏差管孔外径允许偏差DW45DW+0.545DW108DW+1管孔表面质量检查表面粗糙度不大于25 ,边缘不得有毛刺、裂纹等6管板与筒体对接边缘偏差1+15%t,且67焊缝表面质量不得低于母材,不得有咬边、气孔等缺陷8焊缝高度埋弧焊39焊工钢印按焊工钢印实施细则10探 伤按JB/T4730-05执行-11-后管板(外协件)质量检验记录-12-产品型号: 产品编号:材料
8、牌号规格材料检验号部件编号序号检验项目技术要求自 检自检员日期检 验检验员结论日期1领用检查材质规格按图纸材检号,产品批号表面无裂纹、重皮直段高度t102510t20t+15厚度减薄量15%t2取边高度按图纸要求3车加工按图纸要求4外形尺寸内径偏差D1000 +3 -21000D1500 +5 -3圆 度D1000 41000D1500 6端面倾斜度D1500 1.5D1500 2高度偏差+10 -3圆柱部分倾斜度2序号检验项目技术要求自 检自检员日期检 验检验员结论日期5管板钻孔钻孔表面质量不得有油渍、锈蚀及严重机械损伤钻孔划线按图纸要求管孔中心距偏差纵向1.5环向2机械加工管孔孔径偏差管孔
9、外径允许偏差DW45DW+0.545DW108DW+1管孔表面质量检查表面粗糙度不大于25 ,边缘不得有毛刺、裂纹等6人孔伸出管板高度25焊缝表面质量不得低于母材,不得有咬边、气孔等缺陷焊角高度按图要求 双面10焊工钢印按焊工钢印实施细则7管板与筒体对接边缘偏差1+15%t,且68焊缝表面质量不得低于母材,不得有咬边、气孔等缺陷9焊缝高度埋弧焊310焊工钢印按焊工钢印实施细则11探 伤按JB/T4730-05执行-13-序号检验项目技术要求自 检自检员日期检 验检验员结论日期1钻孔前表面质量检查不得有油渍、锈蚀及严重机械损伤2钻孔划线按图要求3管孔中心距偏差纵向1.5环向24机械加工管孔孔径偏
10、差管孔外径允许偏差DW45DW+0.545DW108DW+15管孔表面质量检查表面粗糙度不大于25 ,边缘不得有毛刺、裂纹等锅筒钻孔质量检验记录-14-序号检验项目技术要求自 检自检员日期检 验检验员结论日期1钻孔前表面质量检查不得有油渍、锈蚀及严重机械损伤2钻孔划线按图要求3管孔中心距偏差纵向1.5环向24机械加工管孔孔径偏差管孔外径允许偏差DW45DW+0.545DW108DW+15管孔表面质量检查表面粗糙度不大于25 ,边缘不得有毛刺、裂纹等名称检验项目技术要求自 检自检员日期检 验检验员结论日期(一)手孔装置手孔圈材质规格按标准要求材检号准确、清晰表面质量不得有锈蚀、重皮等车削加工不得
11、有径向划痕且粗糙度不低于 12.5手孔圈高度351手孔盖螺栓型号M20115手孔盖材质规格按标准要求材检号准确、清晰孔距偏差纵向1.5环向2孔径偏差管孔外径允许偏差DW45DW+0.5手孔盖与丝杆焊缝质量无咬边、夹渣等表面缺陷焊缝高度双面4焊工钢印按焊工钢印实施细则压盖表面质量无过烧、波浪等高度40宽度50-15-手孔装置、人孔装置质量检验记录产品型号: 产品编号:名称检验项目技术要求自 检自检员日期检 验检验员结论日期(二)人孔装置人孔圈材质规格按设计要求材检号准确、清晰表面质量不得有锈蚀、重皮等对接偏差不得大于10%且3焊缝高度不得大于4焊缝表面质量不得低于母材,不得有咬边、气孔等缺陷焊工
12、钢印按焊工钢印实施细则车削加工不得有径向划痕且粗糙度不低于 12.5手孔圈高度90人孔盖螺栓型号M30220人孔盖材质规格按标准要求材检号准确、清晰孔距偏差纵向1.5环向2孔径偏差管孔外径允许偏差DW45DW+0.5人孔盖与丝杆焊缝质量无咬边、夹渣等表面缺陷焊缝高度双面10焊工钢印按焊工钢印实施细则压盖表面质量无过烧、波浪等高度65-16-外部管座焊接质量检验记录-17-序号部件名称规格及数量表面质量与法兰焊接质量焊工钢印法兰平面倾斜度1安全阀座2主汽阀管座3副汽阀管座4压力表座5水位计6进水阀7排污阀管座自检结 果检验结 果监检员: 年 月 日日 期日 期自检员检验员产品型号: 产品编号:-
13、18-名称检验项目技术要求自 检自检员日期检 验检验员结论日期锅筒内部装置汽水分离器钻孔按图要求装配按图要求表面质量表面粗糙度不大于25水位稳定板按图要求给水装置按图要求锅筒底部排污装置排污装置制作按图要求排污装置装配按图要求排污管伸入锅筒高度-1法兰端面倾斜度2焊缝表面质量不得低于母材无咬边气孔等缺陷焊缝高度5焊工钢印按焊工钢印实施细则锅筒内、外部装置质量检验记录名称检验项目技术要求自 检自检员日期检 验检验员结论日期锅筒外部装置吊耳装置吊耳坡口角度55补强板尺寸按图要求焊缝表面质量不得低于母材,不得有咬边、气孔等缺陷焊角高度按图要求 6mm焊工钢印按焊工钢印实施细则人孔圈伸出锅筒高度25焊
14、缝表面质量不得低于母材,不得有咬边、气孔等缺陷焊角高度按图要求 双面10焊工钢印按焊工钢印实施细则外部管座各管座开孔位置按图纸要求且不允许开在焊缝上各管座、法兰端面倾斜度2法兰螺栓孔偏移a1001100D20022003法兰高度偏差2水位表法兰偏差l3p2e12e21.5焊缝表面质量不得低于母材,不得有咬边、气孔等缺陷焊角高度按图要求 5mm焊工钢印按焊工钢印实施细则-19-20-集箱管、下降管(外协件)质量检验记录产品型号: 产品编号:材料牌号规格材料检验号部件编号序号检验项目技术要求自 检自检员日期检 验检验员结论日期1领用前检查材质规格按图纸材检号表面不得有严重锈蚀、重皮、损伤等2集箱集
15、箱收口无裂纹、损伤总长偏差8直线度1mm/m3下降管弯头内侧外表面轮廓度76 DW108 4DW=133 5椭圆率a= 100%1.4R/D2.5 a12%R/D2.5 a10%弯头处壁厚减薄b= 100%1.4R/D2.5 a15%R/D3.5 a10%4划线尺寸按图要求Dmax-DminDSo-SminSo-21-序号检验项目技术要求自 检自检员日期检 验检验员结论日期5下降管上端与锅筒上端伸入锅筒长度按图纸要求 10mm焊角高度按图纸要求 8mm焊缝表面质量不得有连续咬边及未熔合、夹渣、弧坑等咬边深度不得大于0.5焊工钢印按焊工钢印实施细则下端与集箱下端坡口角度按图纸要求 55纵、横向倾
16、斜度a1a23mm管头中心与集箱孔中心偏移e8mm焊角高度按图纸要求9+1mm焊缝表面质量不得有连续咬边及未熔合、夹渣、弧坑等咬边深度不得大于0.5焊工钢印按焊工钢印实施细则序号检验项目技术要求自 检自检员日期检 验检验员结论日期6集箱管钻孔钻孔前表面质量检查不得有油渍、锈蚀及严重机械损伤钻孔划线按图要求管孔中心距偏差纵向1.5环向2机械加工管孔孔径偏差管孔外径允许偏差DW45DW+0.545DW108DW+1管孔表面质量检查表面粗糙度不大于25 ,边 缘不得有毛刺、裂纹等手孔圈与集箱集箱坡口角度55手孔圈伸出集箱高度13焊角高度按图纸要求 1mm手孔圈与集箱焊接质量无咬边、气孔、弧坑等焊工钢
17、印按焊工钢印实施细则水冷壁管与集箱水墙管伸入集箱长度按图纸要求 10mm焊角高度按图纸要求 5mm焊缝表面质量不得有连续咬边及未熔合、夹渣、弧坑等咬边深度不得大于0.5焊工钢印按焊工钢印实施细则集箱排污排污管伸入集箱高度-1法兰端面倾斜度2焊缝表面质量无咬边、气孔、弧坑等焊缝高度5焊工钢印按焊工钢印实施细则-22-23-螺纹烟管质量检验记录产品型号: 产品编号:材料牌号规格材料检验号部件编号序号检验项目技术要求自 检自检员日期检 验检验员结论日期1下料前检查材质规格按图纸材检号表面不得有严重锈蚀、重皮、损伤等2划线尺寸按图要求3扎制质量螺距均匀,深度均匀4管端除锈情况50mm长度露金属光泽5与
18、前管板烟管伸出管板长度按图要求 8mm烟管焊前预胀前管板与烟管焊缝高度按图要求 6.5mm表面质量无咬边、气孔、弧坑等焊工钢印按焊工钢印实施细则6与后管板烟管伸出管板长度按图要求 11.5mm焊缝高度按图要求 6.5mm表面质量无咬边、气孔、弧坑等焊工钢印按焊工钢印实施细则-24-水冷壁管质量检验记录产品型号: 产品编号:材料牌号规格材料检验号部件编号序号检验项目技术要求自 检自检员日期检 验检验员结论日期1下料前检查材质规格按图纸材检号表面不得有严重锈蚀、重皮、损伤等2划线尺寸按图要求管端偏移b35弯头内侧外表面轮廓度DW76 26椭圆率a= 100%1.4R/D2.5 a12%R/D2.5
19、 a10%与锅筒管子伸入锅筒长度按图要求 6mm焊缝高度按图要求 5mm表面质量无咬边、气孔、弧坑等焊工钢印按焊工钢印实施细则Dmax-DminD-25-锅炉链条炉排(外购件)质量检验记录序号检验项目技术要求检 验检验员结论日期1按标准要求进行入厂检验JB/T3271-2002链条炉排技术条件2按图纸要求进行入厂检验按图纸要求3按产品合格证进行入厂检验按图纸要求4机械传动冷态试验不少于4h产品型号: 产品编号:安全附件质量检验记录产品型号: 产品编号:-27-序号检验项目技术要求检 验检验员结论日期1安 全 阀(1)规格 40 50(2)有否质量证明书和牢固金属铭牌(3)是否定点厂家生产(4)
20、安全阀喉径不应小于25mm 2压 力 表(1)有否质量证明书(2)表盘直径100mm(3)精确度不低于2.5级(4)量程为工作压力的1.5-3倍,最好选用2倍3排污装置锅炉的排污阀,排污管不得用螺纹连接4铭 牌所示项目是否符合蒸规要求监检员: 年 月 日-28-锅炉总装质量检验记录序号检验项目技术要求自 检自检员日期检 验检验员结论日期1锅炉本体就位并固定符图纸要求2集箱伸出前后面板长度符图纸要求3前后烟箱装配符图纸要求4前后烟箱盖装配活动灵活,密封良好产品型号: 产品编号:炉墙砌筑、包装、平台扶梯质量检验记录产品型号: 产品编号:-29-序号检验项目技术要求自 检自检员日期检 验检验员结论日
21、期1炉墙结构按图纸设计要求表面质量致密平整光滑2保温层质量检查按图纸设计要求3钢架与外包装质量检查平直无焊瘤4烟箱质量检查外观质量检查不得有径向划痕且粗糙度不低于12.5耐火材料质量检查按图纸要求装配按图纸要求5平台扶梯下料按图纸要求弯制焊接按图纸要求手孔圈与集箱焊接质量无咬边、气孔、弧坑等焊工钢印按焊工钢印实施细则6烟囱直线度W7且每米长度内不得大于1.57总长度偏差+25 -158表面质量光滑无焊瘤产品出厂资料登记表-30-产品名称产品型号产品编号制造完工日期生产车间出厂日期合同签订代表订货单位技术文件内容1总图和主要受压部件图2主要受压元件强度计算书3产品质量证明书和监检证书4安装使用说
22、明书5锅炉铭牌资料室签字监检员 年 月 日附注领取时核对技术文件的内容,是否与本台产品铭牌相符。 领取人签字: 年 月 日卧式快装锅炉制造检查记录xxxxxxxxx锅炉有限公司锅炉有限公司产品型号: 产品编号: 生产日期: 锅筒下料质量检验记录-7-材料牌号规格材料检验号部件编号序号检验项目技术要求自 检自检员日期检 验检验员结论日期1下料前检 查材质规格按图纸材料检验号表面不允许有裂纹、气泡、结疤、折叠、夹杂、分层2筒体料片片数尺寸理论偏差量3坡口加工机械切割且符合图纸产品型号: 产品编号:锅筒单节质量检验记录-8-产品型号: 产品编号:材料牌号规格材料检验号部件编号序号检验项目技术要求自 检自检员日期检 验检验员结论日期1筒体纵缝对接10%t,且32纵缝表面质量不得低于母材无咬边气孔等缺陷3焊缝高度埋弧焊34焊工钢印按焊工钢印实施细则5内径偏差D1500 +3 -2D1500 +7 -56圆 度D1000 41000D1500 6D1500 87棱角度38端面倾斜度D1000 3D1000 49长度偏差310探 伤按JB/T4730-05执行
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 四年级科学下册《食物包装上的信息》教科版课件
- 加强官德修养-做有德领导教学课件
- 医院药物临床试验机构资料管理员专项培训教材课件
- 北京中小学学生电子学籍管理系统一年级信息录入培训课件
- 医疗服务全面质量管理-课件
- 加强处方点评促进合理用药课件
- 加强学科建设打造品牌医院提升三级医院综合服务能力培训课件
- 化工设备检修安全技术概述课件
- 四年级下册英语Unit2WhattimeisitPartA课时课件
- 化工设备常用零部件图样及结构选用概述课件
- 加强学习履行职责做一名称职的党务干部支部书记培训课件2
- 医务人员艾滋病病毒职业暴露的预防及处理课件
- 四年级上第四单元三位数乘两位数解决问题课件
- 四年级数学上册计算工具的认识及计算课件免
- 四年级期末家长会(语文)课件
