 机加工——机加工报价计算
机加工——机加工报价计算

《机加工——机加工报价计算》由会员分享,可在线阅读,更多相关《机加工——机加工报价计算(11页珍藏版)》请在装配图网上搜索。
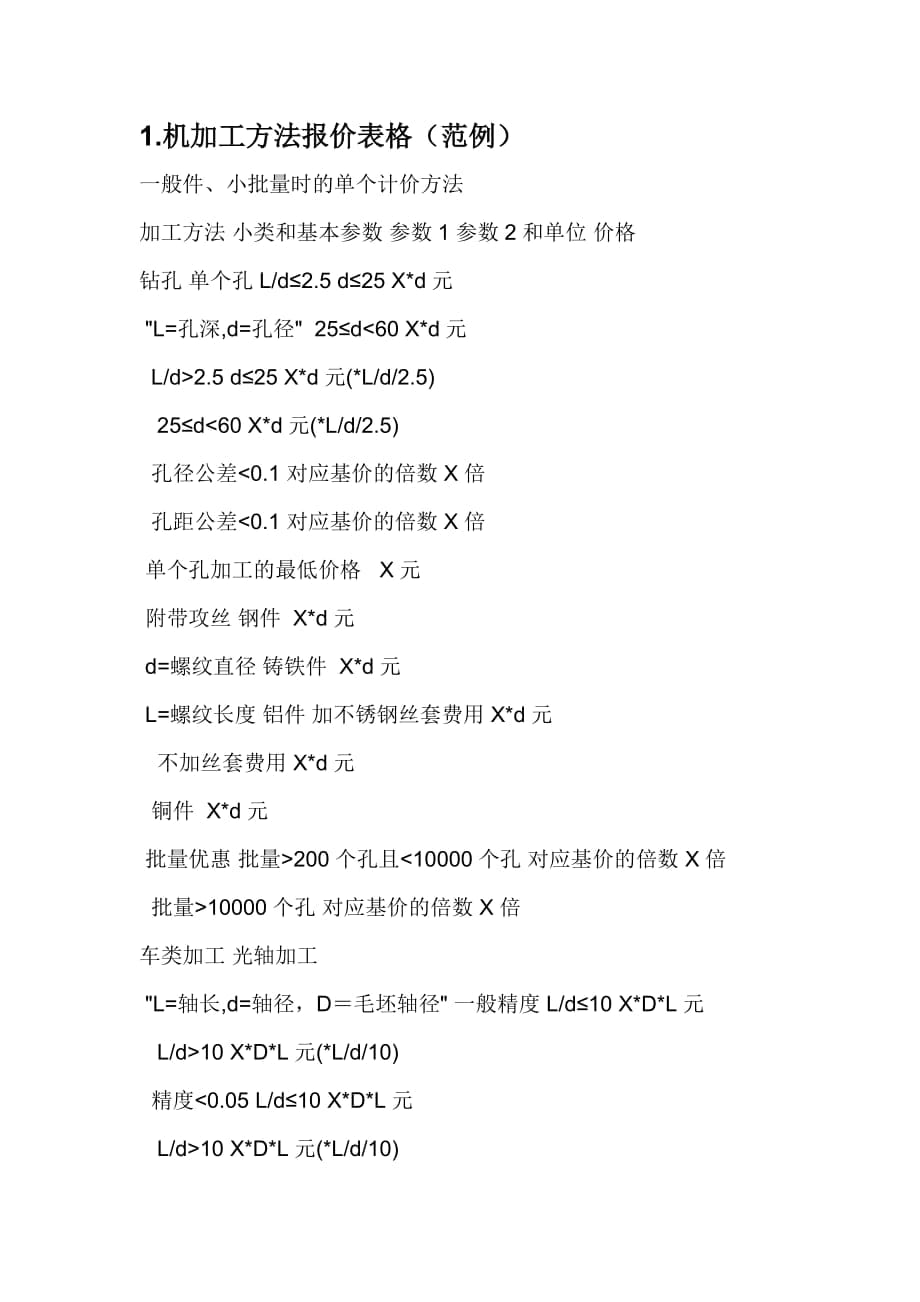
1、1.机加工方法报价表格(范例)一般件、小批量时的单个计价方法加工方法小类和基本参数参数1参数2和单位价格钻孔单个孔L/d2.5d25X*d元L=孔深,d=孔径25d2.5d25X*d元(*L/d/2.5)25d60X*d元(*L/d/2.5)孔径公差0.1对应基价的倍数X倍孔距公差200个孔且10000个孔对应基价的倍数X倍车类加工光轴加工L=轴长,d=轴径,D毛坯轴径一般精度L/d10X*D*L元L/d10X*D*L元(*L/d/10)精度10X*D*L元(*L/d/10)带锥度轴L/d10X*D*L元L/d10X*D*L元(*L/d/10)阶梯轴对应光轴基价的倍数X倍一般精度的丝杠对应光轴
2、基价的倍数X倍法兰盘类零件d430X*D元d=法兰外径,D毛坯直径d430X*D元圆螺母零件X*D元d=圆螺母外径,D毛坯直径六角螺母零件X*D元d=六角螺母外径,D毛坯直径轴套类零件(直径小于100径长比小于2)d100,d/L2X*D元d=轴套外径,L轴套长度d2X*D元(*d/L/2)修补轴承座(台)类零件t2,d40,B25X元t=磨损量,d=轴承外径,B轴承座宽度t40或B25X元(*d/40*B/25)需要上中心架的对应上述基价的倍数X倍铣床加工一般键槽L键槽长度,B键槽宽度位置度公差7级以下的L/B10X*B元L/B10X*B元(*L/B/10)最低价X元位置度公差7级和以上的对
3、应上述基价的倍数X倍硬度HRC40的材料加工对应上述基价的倍数X倍一般花键L/d5X*d元L键槽长度,d轴径L/d5X*d元(*L/d/5)最低价X元一般齿轮类Z齿数,m模数一般圆柱直齿轮X*Z*m元斜齿轮,伞齿轮,变位齿轮对应上述基价的倍数X倍铣一般平面每mm2X元铣沉孔每个X*d元d=孔径最低价X元刨床加工平面每mm2X元t=刨削深度磨削加工一般精度内、外圆t=磨削深度每mm2X元一般精度平面t=磨削深度每mm2X元一般精度成形磨t=磨削深度每mm2X元高精度、小粗糙度对应上述基价的倍数X倍线切割一般零件S切断面积每mm2X元慢走丝每mm2X元要穿丝每个穿丝孔X元电火花一般零件S切断面积每
4、mm2X元每处最低价X元电焊L焊接长度焊条成本(各种焊条不同:碳钢、不锈钢、铸铁、有色金属等用)每条X元焊缝长度每mm价格(与材料和焊缝种类有关)X*L元气割一般板件S切割面积每mm2X元等离子切割一般碳钢每mm2X元不锈钢每mm2X元剪板机一般板件S剪切面积一般碳钢t8每mm2X元一般碳钢8t12每mm2X元t=板厚铝板t12每mm2X元铜板t12每mm2X元特别加急件与加班件特别加急件定义为:第一时间安排为某特定客户维修或制造紧急零件。加班件:超过正常工作时间而必须连续制造的零件。对应上述各种基价的倍数X倍批量加工以机时计算和某些必须按时间计算的费用普通车床每小时X元钻床每小时X元数控车床
5、每小时X元卧式加工中心每小时X元立式加工中心每小时X元数控冲床每小时X元平面磨床每小时X元钳工每小时X元一般机械装配维修工每小时X元高精密机械装配维修需定义如:高真空系统、钟表维护每小时X元一般电气装配维修每小时X元高新技术含量电气装配维修需定义如:每小时X元表面处理表面发黑一般工件S发黑面积每mm2X元小工件最低价每个X元表面镀锌一般工件S镀锌面积电镀D.Zn12每mm2X元小工件最低价每个X元热浸镀每mm2X元表面镀铬一般工件S镀铬面积镀硬铬0.04每mm2X元小工件最低价每个X元镀硬铬0.01每mm2X元小工件最低价每个X元表面喷涂一般工件S喷涂面积每mm2X元加喷塑每mm2X元表面阳极
6、氧化处理一般铝合金工件S表面积每mm2X元小工件最低价每件X元热处理(目前要用的)热处理钢的淬火、回火每公斤X元G=工件重量,S=处理面积,下同小工件最低价每件X元某些合金钢的油淬每公斤X元小工件最低价每件X元表面淬火每mm2X元小工件最低价每件X元表面渗碳每mm2X元小工件最低价每件X元氮化钢的表面渗氮每mm2X元小工件最低价每件X元注:以上是加工件的报价示范,加工商可以对其中的某些项目报价,填写X处,也可以按本厂的实际情况修改其中的参数和单位,再行报价!3、机械加工时间定额的计算 (1)、中批以上td=(tj+tf)(1+K%)+tzz/N(2)、单件小批td=tj(1+K%)+tbx+t
7、zz式中,td单件加工时间定额(min)tj机动时间(min)tbx布置场地与休息和生理需要时间(min)tzz准嵛与终结时间(min)Ktbx和tzz占tj的百分比N生产纲领相同一批零件数辅助时间的确定1、确定原则(1)、辅助时问的长短和工件与机床规格大小、复杂程度成正比。(2)、单件小批生产类型的其他时问,包括tf、tbx、tzz时间占tj的百分比(K%)及装卸时间。tzz时间按N=10考虑,直接计入单件时间定额中。2、确定(1)、卧车:工步辅助时间:515(min)一般装卸时问:0.515(min)tbx时间tj的16%(min)tzz时间为5090(min)(2)、立车:工步辅助时间为
8、1550(min)装卸时间为1050(min)tbx时间为tj的1416%tzz时间为70120(min)(3)、镗床:工步辅助时间为515(min)装卸时间为20240(min)tbx时间为tj的1517%(min)tzz时间为90120min)(4)、钻床:工步辅助时间为35(min)装卸时间为1530(min)tbx时间为tj的1113%(min)tzz时间为3060(min)(5)、铣床:工步辅助时间为515(min)装卸时间为112(min)tbx时间为tj的1315%(min)tzz时间为30120(min)(6)、刨、插:工步辅助时间为610(min)装卸时间为1120(min)
9、tbx时间为tj的1314%(min)tzz时间为30120(min)(7)、磨床:工步辅助时问为28(min)装卸时间为0.38(min)tbx时间为tj的1213%(min)tzz时间为15120(min)(8)、齿轮机床:工步辅助时间为25(min)装卸时间为28(min)tbx时间为tj的1112%(min)tzz时间为50120(min)(9)、拉床:工步辅助时间为12(min)装卸时间为0.51(min)tbx时间为tj的12%(min)tzz时间为25(min)切削用量的计算与选择原则1、计算:(1)、切削速度Vc车、铣、钻、镗、磨、铰:Vc=dn/1000(m/min)Vc=(
10、dn)/(100060)(m/s)式中,d工件或刀具(砂轮)直径(mm)n工件或刀具(砂轮)每分钟转数(r/min)刨、插Vc=L(1+V刨程/V空程)n/1000=(5/3)Ln/1000=0.0017Ln(n/min)或用下公式:VC=nL(1+m)/1000(n/min)式中,L刨程行程长度(mm)n每分钟往复次数(次/min)m一般取0.7(因为返程必须速度快)(2)、每分钟转数或每分钟往返次数nn=Vc1000/(d)=(Vc3)1000/d(r/min)n=Vc10003/(5L)=Vc/(0.0017L)(双程数/min)式中:d工件或刀具直径(mm)L行程长度(mm)(3)、进给速度VfVf=afZn(mm/min)式中:af每齿进给量(mm/z)Z刀具齿数n每分钟转数(r/min)(4)、进给量ff=vf/n(mm/r)af=f/Z(mm/z)(5)、切削深度apap=(dw-dm)/2钻削ap=dw/2式中:dw待加工直径(mm)dm已加工面直径(mm)
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
