 柱塞泵维护检修规程(完整)
柱塞泵维护检修规程(完整)

《柱塞泵维护检修规程(完整)》由会员分享,可在线阅读,更多相关《柱塞泵维护检修规程(完整)(10页珍藏版)》请在装配图网上搜索。
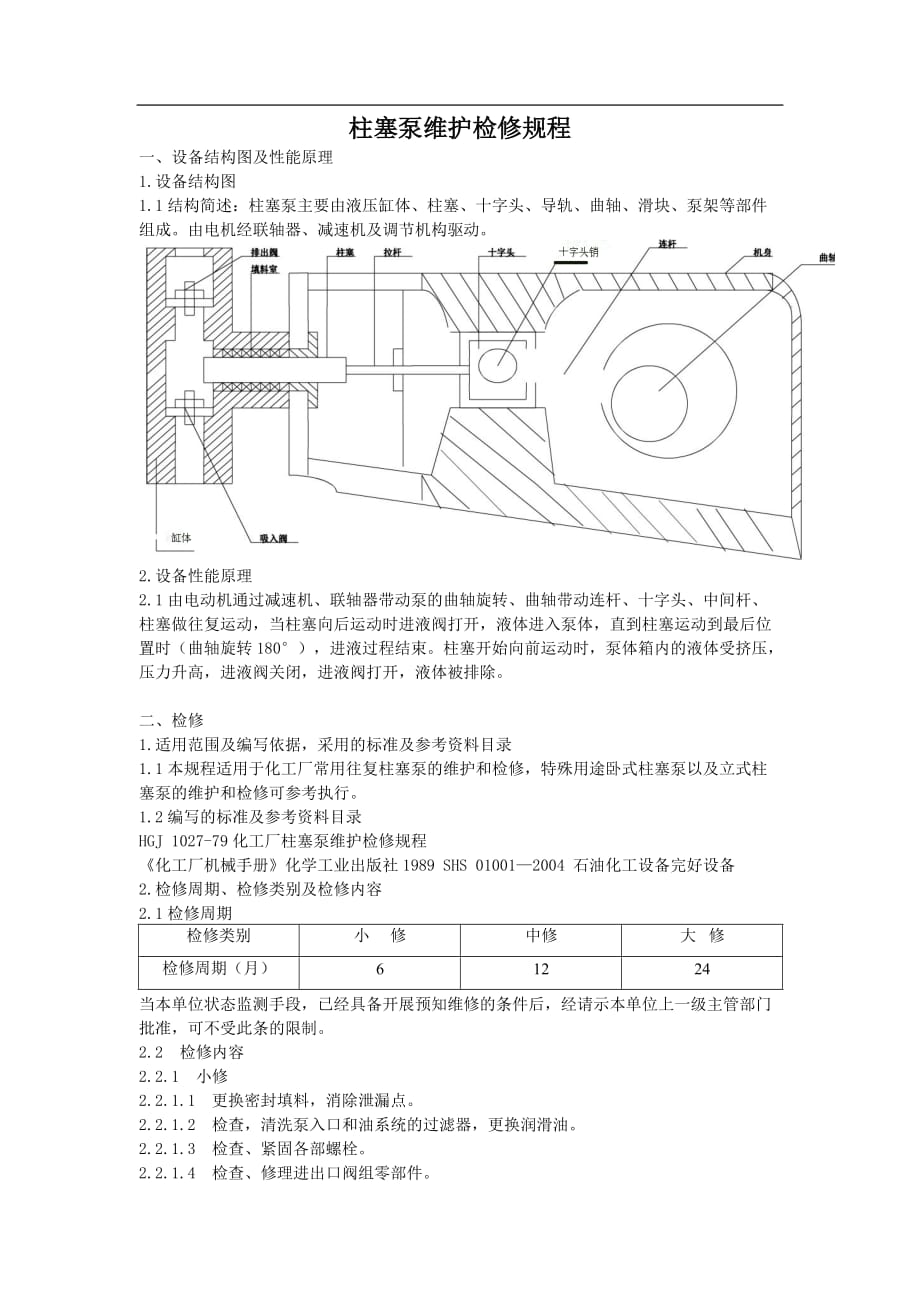
1、柱塞泵维护检修规程一、设备结构图及性能原理1.设备结构图1.1结构简述:柱塞泵主要由液压缸体、柱塞、十字头、导轨、曲轴、滑块、泵架等部件组成。由电机经联轴器、减速机及调节机构驱动。2.设备性能原理2.1由电动机通过减速机、联轴器带动泵的曲轴旋转、曲轴带动连杆、十字头、中间杆、柱塞做往复运动,当柱塞向后运动时进液阀打开,液体进入泵体,直到柱塞运动到最后位置时(曲轴旋转180),进液过程结束。柱塞开始向前运动时,泵体箱内的液体受挤压,压力升高,进液阀关闭,进液阀打开,液体被排除。二、检修1.适用范围及编写依据,采用的标准及参考资料目录1.1本规程适用于化工厂常用往复柱塞泵的维护和检修,特殊用途卧式
2、柱塞泵以及立式柱塞泵的维护和检修可参考执行。1.2编写的标准及参考资料目录HGJ 1027-79化工厂柱塞泵维护检修规程化工厂机械手册化学工业出版社1989 SHS 010012004 石油化工设备完好设备2.检修周期、检修类别及检修内容2.1检修周期检修类别小 修中修大 修检修周期(月)61224当本单位状态监测手段,已经具备开展预知维修的条件后,经请示本单位上一级主管部门批准,可不受此条的限制。2.2 检修内容2.2.1 小修2.2.1.1 更换密封填料,消除泄漏点。2.2.1.2 检查,清洗泵入口和油系统的过滤器,更换润滑油。2.2.1.3 检查、紧固各部螺栓。2.2.1.4 检查、修理
3、进出口阀组零部件。2.2.1.5 检查、修理联轴器零件。2.2.1.6 检查、调整或更换易损零、部件。2.2.2 中修2.2.2.1 包括小修项目。2.2.2.2 修理或更换进出口阀组零件。2.2.2.3 修理或刮研各部轴瓦,检查或更换轴承。2.2.2.4 检查或修理柱塞、十字头、滑块,曲轴等主要部件。2.2.2.5 校验压力表、安全阀、计量调节机构等。2.2.2.6 检查、清洗减速机。2.2.3 大修2.2.3.1 包括中修项目。2.2.3.2 解体,清洗、检查测量各零、部件。2.2.3.3 修理或更换曲轴、连杆、十字头、柱塞等主要部件。2.2.3.4 更换轴瓦。2.2.3.5 机体找平,曲
4、轴缸体重新找正。2.2.3.6 检修减速机。2.2.5.7 修补基础,机体喷漆。2.2.5.8 电机检查、修理、加油。3.检修准备、检验程序及质量标准3.1 检修前准备3.1.1 掌握运行情况,备齐必要的图纸资料和相关检修记录3.1.2 备齐检修工具、量具、配件及材料.3.1.3 切断电源及设备与系统联系,内部介质冷却、吹扫、置换干净,符合安全检修条件.3.2 检修程序3.2.1 拆卸联轴器,检查泵的对中情况.3.2.2 拆卸附件及附属管线3.2.3 拆卸十字头组件,检查十字头、十字头销、十字头与滑板的配合及磨损3.2.4 拆卸曲轴箱,检查曲轴,连杆及各部轴承3.2.5 拆卸泵体上得进出口阀,
5、检查各部件及密封3.2.6 拆卸工作缸、柱塞,检查缸与柱塞的磨损情况及缺陷3.2.7 拆卸减速机盖,检查轴承磨损与齿轮啮合痕迹3.2.8 拆卸齿轮油泵,检查齿轮啮合情况3.2.9 检查地脚螺栓3.3 检修质量标准3.3.1 泵架 3.3.1.1 泵架不应有砂眼、裂纹等缺陷。装满煤油2-4小时应无渗漏。有缺陷时可补焊修理,焊前应缓慢预热至600-700,焊后随即加热到650-700,保温,缓慢冷却。3.3.1.2 在泵架加工面上用水平仪测量泵架安装的水平度,纵、横向水平度误差均不大于0.05mm/m。3.3.1.3 机架与上盖的结合面应平整光滑,装配严密。对无垫片者,用涂色法检查,每平方厘米表面
6、上有2-3块色印,且均匀分布。3.3.2 缸体 3.3.2.1 缸体内表面应光滑无伤痕,沟槽、裂纹等缺陷。有轻微拉毛和擦伤时,可用半圆型油石沿缸体内圆周方向磨光,伤痕严重时应进行捏缸。缸体内径最大磨损量不得超过原始尺寸的2。 3.3.2.2 用内孔千分尺检测缸体内径的圆度和圆柱度误差,不得超过内径公差之半,超标时应加工处理。3.3.2.3 缸体中心线直线度为0.08mm/m。3.3.2.4 缸体大修时应做水压试验,试验压力为设计压力的1,25倍,试压10-15分钟无渗漏现象。缸体因腐蚀、冲蚀减薄不能承受水压试验时,应予以报废。3.3.3 曲轴3.3.3.1 曲轴各表面应光滑无损伤,主轴颈与曲柄
7、颈擦伤凹痕面积大于轴颈面积的2,轴颈上的沟槽深度达0.30mm以上时,可用磨光或喷镀法修理。3.3.3.2 在机床上用千分表检测曲轴颈径向圆跳动和圆柱度均为直径公差之半;主轴颈径向圆跳动为0.03mm。超过规定极限时应更换。3.3.3.3 曲轴中心线与缸体中心线垂直度为0.15mm/m,可用仪器及缸体拉钢丝等方法测量。3.3.3.4 曲轴安装水平度误差小于0.10mnl/m。3.3.3.5 曲轴直线度为0.05mm/m。3.3.3.6 主轴颈与曲轴颈直径减小1时,应予更新。 3.3.4 连杆 3.3.4.1 连杆应做无损探伤,不得有裂纹等缺陷。3.3.4.2 连扦两孔中心线平行度为0.30mm
8、m,超过规定值应更换。3.3.5 十字头、滑板和导轨3.3.5.1 十字头销轴的圆度和圆柱度为宜径公差之半。3.3.5.2 十字头、滑板和导轨的表面应光滑,无毛刺、伤痕等缺陷。滑板与导轨的接触面有轻微的擦伤、沟痕深度不超过0.10mm时,可用半圆油石修磨并抛光。3.3.5.3 十字头销轴与轴套的间隙为0.03-0.06mm;最大极限间隙不大于0.12mm。3.3.5.4 十字头滑板与导轨的间隙允许为十字头直径的千分之二;磨损间隙不大于0.35mm。3.3.5.5 滑板与导轨应接触均匀。3.3.6 柱塞 3.3.6.1 柱塞表面应无裂纹、凹痕、斑点、毛刺等缺陷。有轻微擦伤,沟槽深度不超过0.10
9、mm时,应修磨并抛光。3.3.6.2 柱塞的磨损不得超过表4规定。 表4 mm柱塞直径圆度与直线度直径缩小量柱塞直径圆度与直线度直径缩小量50800.100.65801200.150.103.3.7 进、出口阀组 3.3.7.1 进、出口阀组的阀座与阀芯镕封面不允许有擦伤、划痕、腐蚀、麻点等缺陷。3.3.7.2 阀座与阀芯应成对湿磨,研磨后应保持原来密封面曲宽度。3.3.7.3 阀座与阀芯研磨后用煤油试验,五分钟内不允许有渗漏现象。3.3.7.4 检查弹簧,若有折断或弹力降低时,应更换。3.3.7.5 阀座与阀体接触面应紧密贴合。3.3.7.9 阀体装在缸体上必须牢固,紧密,不得有松动泄漏现象
10、。3.3.8 滑动轴承3.3.8.1 滑动轴承检修时,应检查轴承内的表面粗糙度是否符合要求。磨损的沟痕是否严重;沟痕深度超过0.30mm时,可用刮刀修刮、研合、重新调整垫片和间隙。3.3.8.2 检查油道、油孔是否畅通,润滑情况是否良好。 3.3.8.3 轴承合金不应有裂纹、气孔和脱壳等缺陷,可用煤油浸透法和敲击听音鉴别法来判断轴承合金与轴承体结合是否良好。3.3.8.4 轴颈与轴承在轴颈正下方60-90范围内,连杆瓦在受力方向的上方60-75o范围内,应均匀接触,用涂色法检查每平方厘米不少于2-3块色印。3.3.8.5 轴承体与轴承座,连杆瓦与瓦座都应均匀贴合,用涂色法检查接触面积不少于总面
11、积的70%。3.3.8.6 主轴颈与主轴瓦、曲柄颈与连杆瓦安装间隙应符合表5规定,磨损间隙不大于轴径千分之二。 表5 mm轴颈直径303050508080120120180主轴承间隙曲柄瓦间隙0.030.050.040.060.040.060.060.070.060.090.080.1000.080.1200.100.1400.1100.1800.1200.2003.3.9 滚动轴承3.3.9.1 滚动轴承的滚动体与内外滚道无坑疤、麻点、锈蚀等缺陷,保持架完好,接触平滑转动灵活无杂音。3.3.9.2 滚动轴承拆装应使用专用工具或压力机。轴承加热装配时,机油温度不超过120,在油中浸浴10-15
12、分钟后进行组装。严禁用火焰直接加热和用锤直接敲击轴承。3.3.9.3 按滚动轴承的游隙要求,用塞尺或千分表或其它方法检查磨损情况,当游隙大于规定值时则更换滚动轴承。3.3.9.4 用千分表检查轴向串量是否符合要求,超过规定时应调整和更换。3.3.9.5 轴与轴承内圈配合一般为H7/K6,轴承与轴承座孔的配合一般为K7/h6。3.3.10 联轴器3.3.10.1 联轴器的对中应符合表6规定。3.3.10.2 两半联轴器间端面间隙沿圆周各个方向应相等,允差为O.30mm。表6联轴器外径端面间隙对中偏差联轴器外径端面间隙对中偏差平行偏移倾斜偏移平行偏移倾斜偏移7130.040.2/100022450
13、.06 0.2/100080250953150.08106400 13040.050.2100047560.080.2/1000160600 0.10190 4 试车与验收4.1 试车前的准备4.1.1 检查机座地脚螺栓及机座与泵、电动机之间的连接螺栓是否紧固。4.1.2 检查联轴器连接情况。4.1.3 检查轴承箱内润滑油量是否适宜。4.1.4 检查轴向密封是否压得过紧或过松。4.1.5 检查压力表、安全阀、温度计及其他仪表是否灵敏好用。4.1.6 液压缸有保温时,应检查输送介质,是否为液体状态,否则不允许开车。4.1.7 检查吸入管道的过滤器,溢流阀是否处于完好状态。4.1.8 进、出口阀门
14、开关位置正确。4.1.9 盘车2-3周,应无卡涩。4.2 试车4.2.1 空负荷试车4.2.1.1 再次确认具备试车条件后,接通电源,先点动一次,若无异常,则进行空负荷试车。4.2.1.2 空负荷试车时应检查设备运行情况: a.声响和振动; b.轴承状况; c.填料密封状况; d.电流值。4.2.2负荷试车4.2.2.1 在额定负荷下运转,应无异常振动和噪音,泵体全振幅为0.10-0.20mm。4.2.2.2 电流不超过额定值。4.2.2.3 流量、压力平稳,达到铭牌出力或满足生产需要。4.2.2.4 密封填料泄漏量不大于10滴/分。对计量泵,泄漏量不大于3滴/分。各连接处的密封点不应有渗漏现
15、象。4.2.2.5 负荷试车时压力应逐渐提高,如遇不正常情况,应立即停车处理后,重新试车。4.3 验收检修质量达到本规程标准,检修记录齐全、被确。设备经负荷试车,运行情况良好,各主要操作指标达到铭牌出力或设计要求,即可按规定程序办理交接手续,交付生产使用。三、维护与故障处理1 日常维护 1.1 严格执行岗位操作法,认真填写运行记录。1.2 定时检查各部运行状况(滚动轴承温度不超过75),并按时记录。1.3 每班检查润滑油位、油压等是否符合要求。1.4 每道检查各密封部位有无泄漏。 ”1.5 在冰冻季节停车后,应排净泵内积水和物料,以免结冰损坏零件。2 定期检查内容2.1 每三个月对润滑油质作一
16、次分析,检查油的粘度、水份、杂质等的变化情况。2.2 每月检查一次安全阀、单向阀、压力表和其它仪表装置是否灵敏可靠.2.3 每月检查泵体振动情况,泵体金振幅为0.100.20I四It3 常见故障处理方法现象原因处理方法现象原因处理方法密封泄漏1.填料没压紧2.填料或密封圈损环3.柱塞磨损或产生沟痕4.超过额定压力1.适当压紧填料压盖2.更换3.修理或更换柱塞4.调节压力油温过高1.油质不符合规定2.冷却不良3.油位过高或过低1.更换2.改善冷却3.调整油位产生异常声响或震动1.轴承间隙过大2.传动机构损坏3.螺栓松动4.进出口阀零件损坏5.缸内有异物6.液位过低1.调整或更换2.修理或更换*3
17、.紧因4.更换阀件5.排出异物6.掖位提高流量不足1.柱塞密封泄漏2.进出阀不严3.泵内有气体4.往复次数不够5.进出口阀开启度不够或阻塞6.过滤器阻塞7.液位不够1.修理、更换2.修理、更换3.排除气体4.调节5.检查修理6.清洗过滤器7.增高液位轴承温度过高1.润滑曲质不符合要求2.润滑系统发生故障,油量不足或过多3.轴瓦与轴径配合间隙过小4.轴承装配不良5.轴弯曲1.换油2.排除故障,调整油量3.调整间隙4.更换轴承5.校直轴压力表指示波动1.安全阀、单向阀工作不正常2.进出口管路堵塞或漏气3.管路安装不合理有震动4.压力表失灵1.检查调整2.检查处理3.修改配管4.修理更换油压过低1.
18、吸入过滤网堵塞2.油泵齿轮磨损严重及各部位间隙过大3.油压过低4.压力表失灵1.清理过滤网2.调整间隙3.加油4.修理、更换二、在任何事情上都不要觉得自己受了多大的委屈,哭哭啼啼和别别扭扭改变不了糟糕的现状。心子开一点,认真地该干啥干啥,反倒走得顺畅许多。扛得住多少东西,最后就会得到多少东西,大致就是这么个理儿吧。三、生命本没有意义,你要能给他什么意义,他就有什么意义。与其终日冥想人生有何意义,不如试用此生做点有意义的事。四、爱怕沉默。太多的人,以为爱到深处是无言。其实,爱是很难描述的一种情感,需要详尽的表达和传递。五、有些路,只能一个人走。六、有一种落差是,你配不上自己的野心,也辜负了所受的
19、苦难。七、有些决定,只需要一分钟,可是,却会用一辈子,去后悔那一分钟。八、“忽然想通了”,这五个字说来简单,要做到可真不容易。我佛如来在菩堤树下得道,就因为他“忽然想通了”.达摩祖师面壁十八年,才总算“忽然想通了”.无论什么事,你只要能“忽然想通了”,你就不会有烦恼,但达到这地步之前,你一定已不知道有过多少烦恼。九、如果他总为别人撑伞,你何苦非为他等在雨中。十、我对前任的感觉很简单,哪怕他的女朋友来我面前秀恩爱,我也不会觉得烦。就像在看别人吃一碗很香的卤肉饭,吧唧嘴巴弄得很大声,但我自己心里是明白的:我吃过那种饭,其实没那么好吃。十一、为什么我们总是不懂得珍惜眼前人?在未可预知的重逢里,我们以
20、为总会重逢,总会有缘再会,总以为有机会说一声对不起,却从没想过每一次挥手道别,都可能是诀别,每一声叹息,都可能是人间最后的一声叹息。十二、我在最好的时候碰到你,是我的运气。可惜我没时间了。想想,说人生无悔,都是赌气的话。人生若无悔,那该多无趣啊。我心里有过你。可我也只能到喜欢为止了。十三、我说不出来为什么爱你,但我知道,你就是我不爱别人的理由。十四、当你在转圈的时候,这个世界很大,当你勇往直前,这个世界就很小。十五、现在男女之间的恋爱,总是答应太快,结果分手也快。人性的规律是容易得到的就容易放弃。凡是通过努力得到的,不管是感情还是物品,都会使人顿生珍惜之感。所以在感情上,当有人追求时,内心的一
21、份矜持是必要的,即使心里很爱,也需要给追求者时间和难度,这样两人走到一起才会珍惜感情、地久天长。十六、我从来不会在分手很久后才会哭,因为不值。十七、高兴呢,就允许自己高兴一天;难过呢,也允许自己难过一天。关键是这一天过去了,你得继续往前走。十八、对于世界而言,你是一个人;但是对于某个人,你是TA的整个世界。十九、我们渐渐的放开了对方的手二十、为爱投入不应该被苛责,只是忘记自己却是爱情里的最大弊病,也许,爱情里最好的状态不是牺牲与忍让,而是站在可以看到彼此的位置里,在对方的眼里可以看到最真实的自己。二十一、人生一世,总有个追求,有个盼望,有个让自己珍视,让自己向往,让自己护卫,愿意为之活一遭,乃
22、至愿意为之献身的东西,这就是价值了。二十二、“做自己”很难,但更难的是遇到能接受你“做自己”的人。二十三、只有在你最落魄时,才会知道谁是为你担心的笨蛋,谁是形同陌路的混蛋。二十四、老天在送你一个大礼物时,都会用重重困难做包装。二十五、很奇妙的一种感觉是,曾经的陌生人,突然之间成为了你的整个世界。我们不可能再有一个童年;不可能再有一个初中;不可能再有一个初恋;不可能再有从前的快乐、幸福、悲伤、痛苦。昨天,前一秒,通通都不可能再回去。生命原来是一场无法回放的绝版电影!二十六、有时阳光很好,有时阳光很暗,这就是生活。二十七、再多的“我爱你”也抵不过一句“分手吧”二十八、失望,有时候也是一种幸福。因为有所期待,所以才会失望。因为有爱,才会有期待。所以纵使失望也是一种幸福,虽然这种幸福有点痛。二十九、当生活给你设置重重关卡的时候,再撑一下,每次地咬牙闯关过后,你会发现想要的都在手中,想丢的都留在了身后。三十、人生没有真正的绝望。树,在秋天放下了落叶,心很疼。可是,整个冬天,它让心在平静中积蓄力量。春天一到,芳华依然。只要生命还握在手心,人生就没有绝望。人有悲欢离合,月有阴晴圆缺。一时的成败得失对于一生来说,不过来了一场小感冒。心若累了,让它休息,灵魂的修复是人生永不干枯的希望。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
