《加工中心常用刀具和基本参数》由会员分享,可在线阅读,更多相关《加工中心常用刀具和基本参数(1页珍藏版)》请在装配图网上搜索。
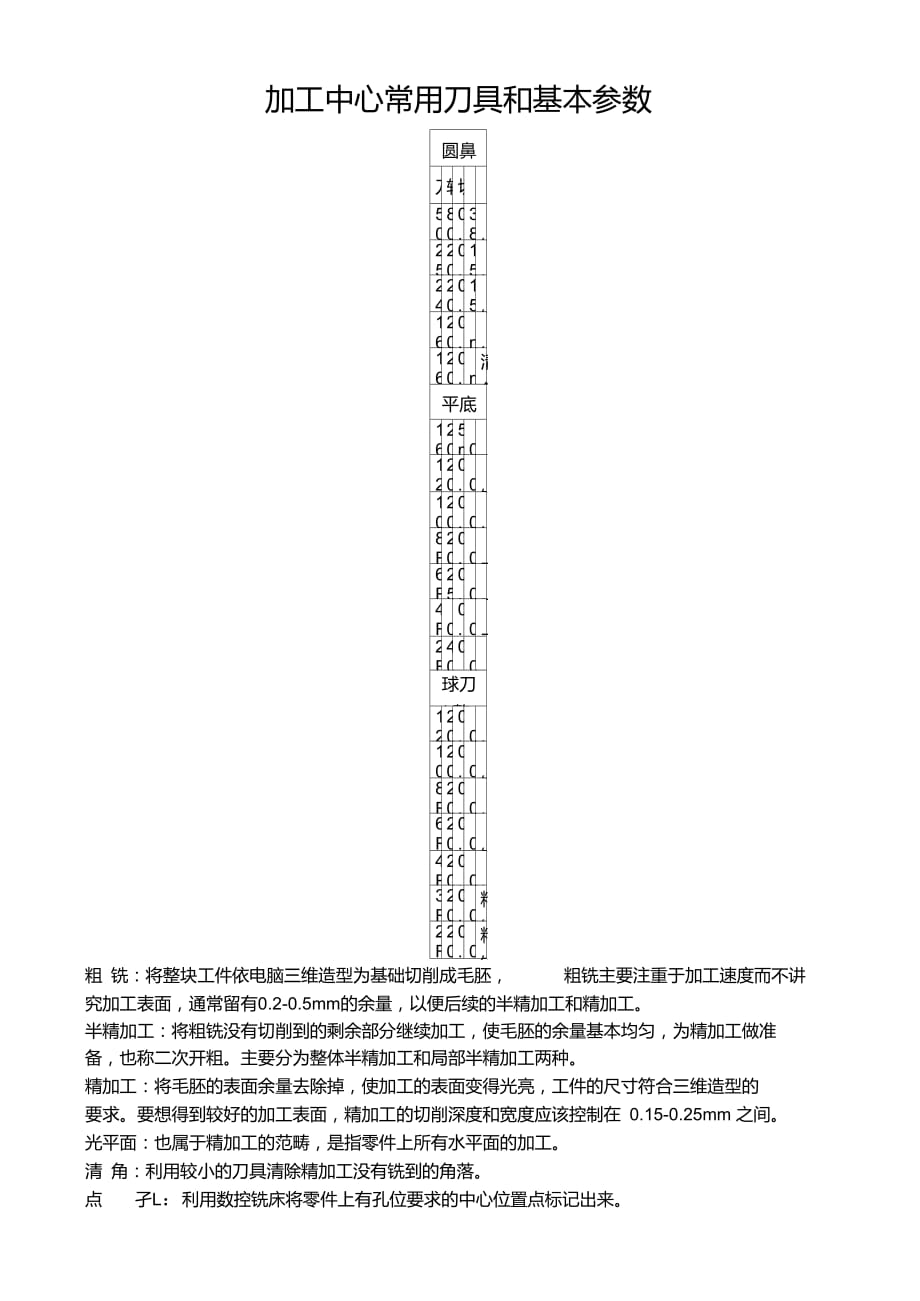
1、加工中心常用刀具和基本参数圆鼻刀(舍弃式刀具)刀具名称转速范围切削深度切削宽度常用作:50R6800-1200rpm0.5-1mm38mm以 下粗铣25R52000rpm0.2-0.5mm15mm以 下粗铣和半精24.85R52000rpm0.2-0.3mm15mm以 下精铣和光平面16R42000rpm0.15-0.25mm8mm以下粗铣和精铣16R0.82000rpm0.15-0.25mm8mm以下清角加工平底刀(整体式刀具)16R02000rpm5mm50%0具直径特殊精加工12R02000rpm0.2-0.3mm50%0具直径粗铣和半精10R02000rpm0.2-0.3mm50%0具
2、直径粗铣和半精8R02000rpm0.2mm50%0具直径光平面和清角6R02500rpm0.15-0.2mm50%0具直径光平面和清角4R03000rpm0.1-0.15mm50%0具直径光平面和清角2R04000rpm0.05-0.1mm50%0具直径光平面和清角球刀(整体式刀具)12R62000rpm0.2-0.25mm10%0具直径粗铣10R52000rpm0.2-0.25mm10%0具直径粗铣和精铣8R42000rpm0.15-0.2mm10%0具直径精铣和粗铣6R32000rpm0.15-0.2mm10%0具直径精铣和粗铣4R22000rpm0.1-0.15mm10%0具直径精铣和
3、粗铣3R1.52000rpm0.1mm10%0具直径精铣2R12000rpm0.05-0.1mm10%0具直径精铣粗 铣:将整块工件依电脑三维造型为基础切削成毛胚,粗铣主要注重于加工速度而不讲究加工表面,通常留有0.2-0.5mm的余量,以便后续的半精加工和精加工。半精加工:将粗铣没有切削到的剩余部分继续加工,使毛胚的余量基本均匀,为精加工做准 备,也称二次开粗。主要分为整体半精加工和局部半精加工两种。精加工:将毛胚的表面余量去除掉,使加工的表面变得光亮,工件的尺寸符合三维造型的 要求。要想得到较好的加工表面,精加工的切削深度和宽度应该控制在 0.15-0.25mm 之间。光平面:也属于精加工的范畴,是指零件上所有水平面的加工。清 角:利用较小的刀具清除精加工没有铣到的角落。点孑L:利用数控铣床将零件上有孔位要求的中心位置点标记出来。
 加工中心常用刀具和基本参数
加工中心常用刀具和基本参数