《浙大工程材料典型零件选材和热处理综合实验实验报告参考资料热处理手册相关内容资料》由会员分享,可在线阅读,更多相关《浙大工程材料典型零件选材和热处理综合实验实验报告参考资料热处理手册相关内容资料(6页珍藏版)》请在装配图网上搜索。
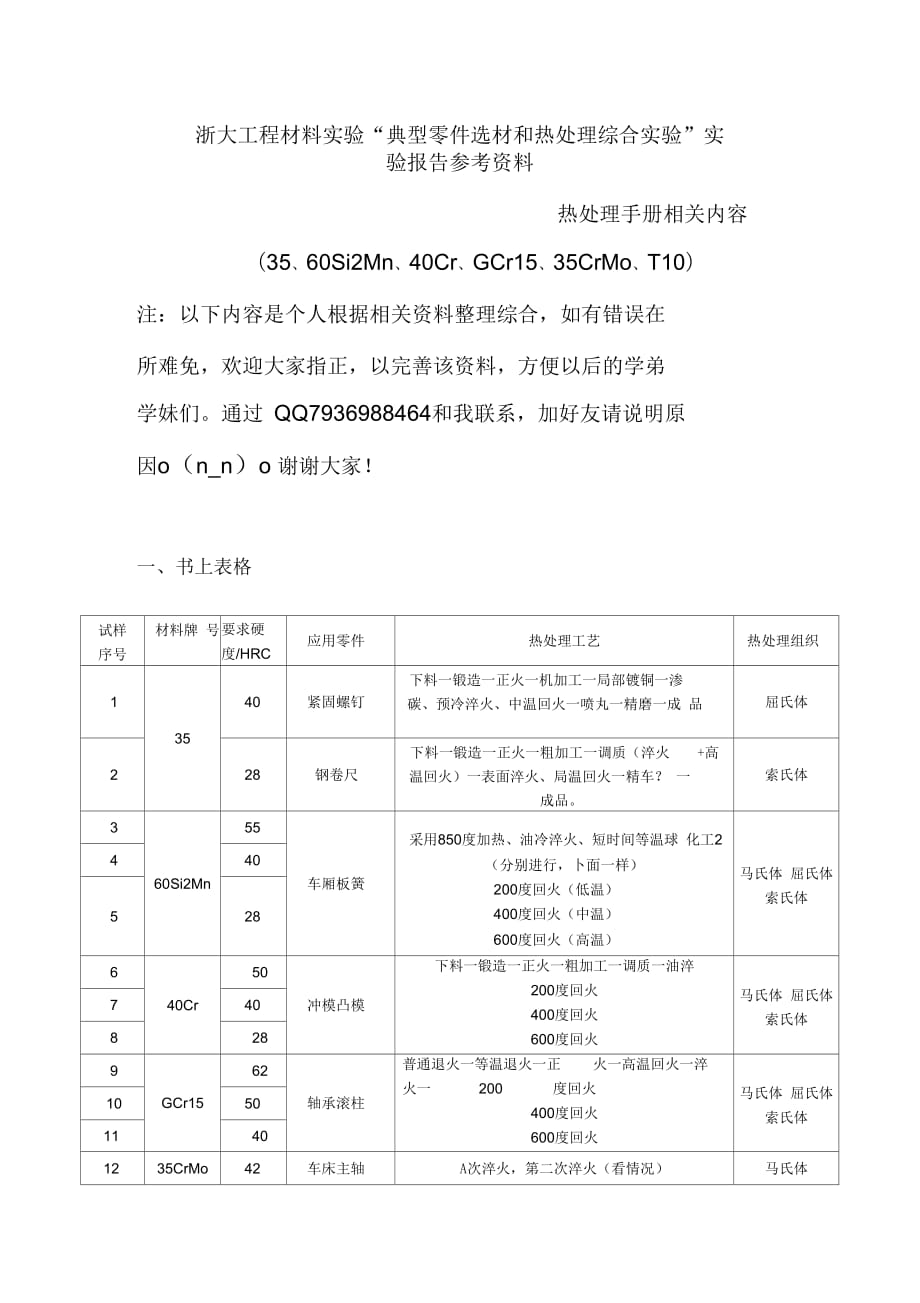
1、浙大工程材料实验“典型零件选材和热处理综合实验”实验报告参考资料热处理手册相关内容(35、60Si2Mn、40Cr、GCr15、35CrMo、T10)注:以下内容是个人根据相关资料整理综合,如有错误在所难免,欢迎大家指正,以完善该资料,方便以后的学弟学妹们。通过 QQ7936988464和我联系,加好友请说明原因o(n_n)o 谢谢大家!一、书上表格试样 序号材料牌 号要求硬度/HRC应用零件热处理工艺热处理组织13540紧固螺钉下料一锻造一正火一机加工一局部镀铜一渗 碳、预冷淬火、中温回火一喷丸一精磨一成 品屈氏体228钢卷尺下料一锻造一正火一粗加工一调质(淬火+高温回火)一表面淬火、局温回
2、火一精车? 一 成品。索氏体360Si2Mn55车厢板簧采用850度加热、油冷淬火、短时间等温球 化工2(分别进行,卜面一样)200度回火(低温)400度回火(中温)600度回火(高温)马氏体 屈氏体 索氏体440528640Cr50冲模凸模下料一锻造一正火一粗加工一调质一油淬200度回火400度回火600度回火马氏体 屈氏体 索氏体7408289GCr1562轴承滚柱普通退火一等温退火一正火一高温回火一淬火一200度回火400度回火600度回火马氏体 屈氏体 索氏体105011401235CrMo42车床主轴A次淬火,第二次淬火(看情况)马氏体1335200度回火400度回火600度回火屈氏
3、体 索氏体142215T1055手工锯条退火,淬火200度回火400度回火马氏体 屈氏体1640【参考百度文库:典型零件选材和热处理综合实验作者:Izgdyrzcds】真实实验数据仅供参考!35 名,5我七曲闾令Cr 入r 4。J 次厂, 5d,由351为七 曲七 桁台匕 际 8叱 侬(CJOI。16 f 6油:为油X 22呼次於;土5% id 5); 2jOa%/4 卢方 I 5 5355,Tu72工跳足* JQX1 一MlI水I勺七与2华R 6C0 飞M516T?- 42020Z0 现 为5%上。午2, 为 3jt q | .引. 敌匚 L汐1林- 不。心J例IIml9 w_冤/ .%/q
4、 z中 M,1! 20 1军,木:6毛“我宓LiS; .圻 永至四、老师给的表格(注:红色代表该栏做实验用到的,表格后的内容也一样)材料牌号淬火温度冷却回火温度冷却硬度特点和应用(C)介质(C)介质(HRC)自己删减,不然报告都一样了35860-880水180-200空50特性35号钢优质碳素结构钢(GB/T699-1999 )有良好的塑性 和适当的强度,工2性能较好, 焊接性能尚可,大多在正火状态和调质状态卜使用。用途35号钢广泛用于制造各种锻件和 热压件、冷拉和顶锻钢材,无缝 钢管、机械制造中的零件,如曲 轴、转轴、轴销、杠杆、连杆、 横梁、套筒、轮圈、垫圈以及螺钉、螺母、摩托车架等。28
5、0-30045-50340-36040-45380-40035-40420-44030-35550-6502860Si2Mn850-870油200-250油55-60160Si2Mn弹簧钢是应用广泛的硅420-44043-49镒弹簧钢,强度、弹性和淬透性校55Si2Mn稍高。60Si2Mn弹簧钢适于铁道车辆、汽车拖拉机工 业上制作承受较大负荷的扁形弹 簧或线径在30mm以下的螺旋弹600-65028-33注:60Si2Mn弹簧淬火前应上硼砂,以防脱碳(操作方法:将弹簧加热到400-500C时出炉淬入100-150C硼砂饱和水溶液中,停留片刻,待表面 涂层硼砂后,再入炉加热),调质后应喷砂上油。
6、(本实验应该不用管)簧、也适于制作工作温度在250 C以下非腐蚀介质中的耐热弹簧以及承受交交负荷及在局应 力下工作的大型重要卷制弹簧以及汽车减震系统等。40Cr850-870油250-270空50-55中碳调质钢,冷徽模具钢。该钢 价格适中,加工容易,经适当的 热处理以后可狄得一定的韧性、 塑性和耐磨性。正火可促进组织 球化,改进硬度小于 160HBs毛 坯的切削性能。在温度550570 c进行回火,该钢具有最 佳的综合力学性能。该钢的淬透 性图于45钢,适合十局频淬火,火焰淬火等表面硬化处理等。330-35045-50380-40040-45430-45035-40用途(40Cr ! ! !
7、 !)这种钢经调质后用于制造承受中等负荷及中等速度工作的机械零件,如汽车的转向节、后半轴以及机床 上的齿轮、轴、蜗杆、花键轴、顶尖套等;经淬火及中温回火后用于制造承受高负荷、冲击及中等速度 工作的零件,如齿轮、主轴、油泵转子、滑块、套环等;经淬火及低温回火后用于制造承受重负荷、低 冲击及具有耐磨性、截面上实体厚度在25mm以下的零件,如蜗杆、主轴、轴、套环等;经调质并局频表向淬火后肝产制造具有局的表面硬度及耐磨性而尢很大,中击的零件,如齿轮、套筒、轴、主轴、曲轴、心轴、销子、连杆、螺钉、螺帽、进气阀等。此外,这种钢又适于制造进行碳氮共渗处理的各种传动零件,如直径较大和低温韧性好的齿轮和轴。GC
8、r15840-850油180-200空58-63高碳铭轴承钢,综合性能良好。 淬火和回火后硬度局而均匀,耐 |磨性、抗解除疲劳强度高。热加40050工性好。球化退火后有良好的可 加工性,但对形成白点敏感。主 |要用于制造内燃机、电机车、机60040床、拖拉机、轧钢设备、钻探 |机、铁道车辆以及矿山机械等传 动轴上的钢球、滚子和轴套等。35CrMo850-870油400空35-4035CrMo圆钢有很高的静力强度、 冲击韧性及较高的疲劳极限,淬20040-45透性较40Cr局,局温卜有局的蠕 变强度与持久强度,长期工作温 度可达500C;冷变形时塑性中 等,焊接性差。60022T10770-79
9、0水 油160-180空62耐磨性优于T8、T9钢,强度、韧 性较好,适用不受突变冲击载荷 的且工作时切削刃口不太热的小 型车刀、刨刀、冲模、量具、钻头、丝锥、锤刀、锯条。220-240 (实验中可取200)55-60280-30050-55340-36045-50400-42040-45三、其他供了解的资料碳素结构钢正火温度及硬度范围材料牌号正火温度硬度(HRC)备注GCr15780-800 C 3-4 小时16?-2035850-870146-187HBHB布氏硬度40Cr850-900(正火)加热到 临界点Ac3以上 30-50度对组织进 行奥氏体化,获得以珠光体为主的 混合组织.弹簧钢
10、、工模具钢、滚珠轴承钢的 退火温度及硬度范围:材料牌号退火温度(C)硬度要求(HRC)备注T10750-760 C 2-4 小时 680-700 C 等温 4-6小时 199HBHB布氏硬度60Si2Mn800-8200.3450-65035CrMo调质520-5508-100.3550材料牌号正火温度 (C)回火温度 (C)退火温度 (C)硬度要求正火或正火+回火后退火后35CrMoA860-880620-650820-8402320.335CrMoV880-920650-67020.3(A代表等级 高级优质钢应在钢号最后加 A”,以区别于一般优质钢。V是钮,不是等级)材料牌号技术要求HRC淬火温度 (C)冷却介 质后效截卸(mm)回火温度 (C)冷却介 质35CrMoA50212-255850-870油弯一0060600-63056241-285油水油6061-100580-610686HB?255-302油水油6061-100570-600785HB?293-321水油40560-58035CrMoV A785HB?285-341880-900油80600-6403544121-31860-880水 盐水100480-520【参考资料:中国长江动力公司热处理工艺守则编号:RG.01-11.01 版号:A】【参考内容当然还有非常给力的但知识不是很靠谱的百度了(一一)】
 浙大工程材料典型零件选材和热处理综合实验实验报告参考资料热处理手册相关内容资料
浙大工程材料典型零件选材和热处理综合实验实验报告参考资料热处理手册相关内容资料