 注塑模具脱模机构
注塑模具脱模机构

《注塑模具脱模机构》由会员分享,可在线阅读,更多相关《注塑模具脱模机构(19页珍藏版)》请在装配图网上搜索。
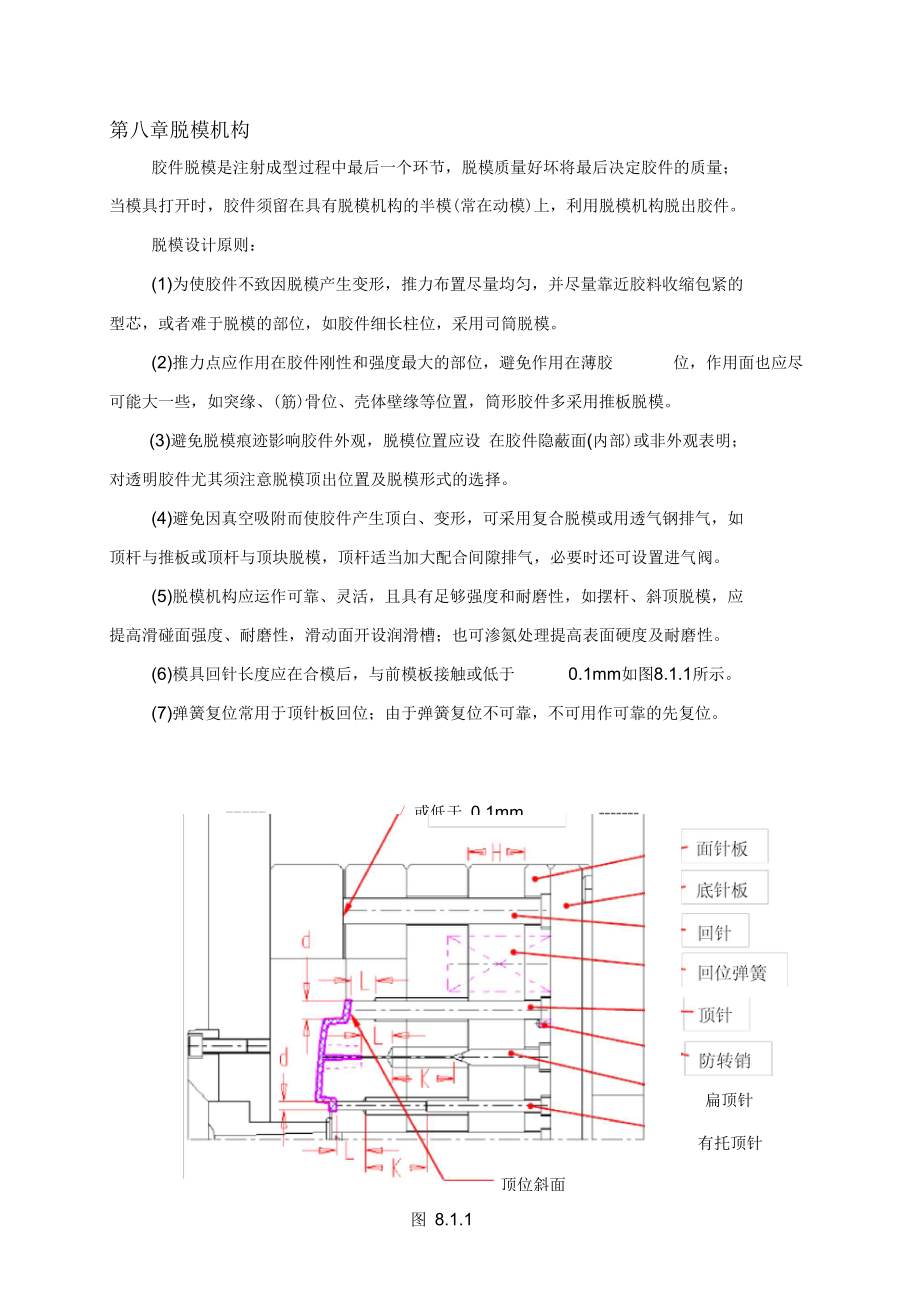
1、./ 或低于 0.1mm顶位斜面扁顶针有托顶针第八章脱模机构胶件脱模是注射成型过程中最后一个环节,脱模质量好坏将最后决定胶件的质量; 当模具打开时,胶件须留在具有脱模机构的半模(常在动模)上,利用脱模机构脱出胶件。脱模设计原则:(1)为使胶件不致因脱模产生变形,推力布置尽量均匀,并尽量靠近胶料收缩包紧的 型芯,或者难于脱模的部位,如胶件细长柱位,采用司筒脱模。(2)推力点应作用在胶件刚性和强度最大的部位,避免作用在薄胶位,作用面也应尽可能大一些,如突缘、(筋)骨位、壳体壁缘等位置,筒形胶件多采用推板脱模。(3)避免脱模痕迹影响胶件外观,脱模位置应设 在胶件隐蔽面(内部)或非外观表明;对透明胶件
2、尤其须注意脱模顶出位置及脱模形式的选择。(4)避免因真空吸附而使胶件产生顶白、变形,可采用复合脱模或用透气钢排气,如 顶杆与推板或顶杆与顶块脱模,顶杆适当加大配合间隙排气,必要时还可设置进气阀。(5)脱模机构应运作可靠、灵活,且具有足够强度和耐磨性,如摆杆、斜顶脱模,应 提高滑碰面强度、耐磨性,滑动面开设润滑槽;也可渗氮处理提高表面硬度及耐磨性。(6)模具回针长度应在合模后,与前模板接触或低于0.1mm如图8.1.1所示。(7)弹簧复位常用于顶针板回位;由于弹簧复位不可靠,不可用作可靠的先复位。/回针接触前模板图 8.1.1(比(3)顶位面是斜面,顶针固定端须加定位销;为防止顶出滑动,斜面可加
3、工多个R小胶件脱模常用方式有顶针、司筒、扁顶针、推板脱模;由于司筒、扁顶价格较高顶针贵89倍),推板脱模多用在筒型薄壳胶件,因此,脱模使用最多的是顶针。当胶件周围无法布置顶针,如周围多为深骨位,骨深15mnW,可采用扁顶针脱模。顶针、扁顶针表面硬度在HRC5W上,表面粗糙度Ra1.6以下。顶针、扁顶针脱模机构如图8.1.1所示,设置要点如下:(1)顶针直径d ?2.5mm时,选用有托顶针,提高顶针强度。(2)扁顶针、有托顶针 K H。图 8.1.10槽,如图8.1.2所示(4)扁顶针、顶针与孔配合长度 L=1015mm对小直径顶针 L取直径的56倍顶针距型腔边至少0.15mm如图8.1.2所示
4、。(6) 避免顶针与前模产生碰面,如图8.1.3所示,此结果易损伤前模或出 披峰。顶针位的布置原则(另见5.5节)8.1.1顶针、扁顶针配合间隙顶针、有托顶针、扁顶针配合部位求如下:如图8.1.4图8.1.5图8.1.6所示,配合要(1)顶针头部直径d及扁顶针配合尺寸t、w与后模配合段按配作间隙0.04mmffi口。顶针、扁顶针孔在其余非配合段的尺寸为d 0.8mm或di 0.8mm台阶固定端与面针板孔间隙为0.5mm(3) 顶针、扁顶针底部端面与面针板底面必须齐平。(4) 如图8.1.7所示,顶针顶部端面与后模面应齐平, 高出后模表面e 0.1mm=8.1.2 顶针固定图 8.1.7(1)固
5、定顶针一般是在面针板加工台阶固定,如图 8.1.4所示。为防止顶针转动,常 用方式有两种:一种顶针轴向台阶边加定位销定位如图8.1.8所示;另一种横向加定位销定位如图8.1.9所示。图 8.1.9(2)无头螺丝固定,如图8.1.10所示,此方式是在顶针端部无垫板时使用,常用在 固定司筒针和三板模球形拉料杆上。台阶(猪嘴8.2 司筒脱模司筒脱模如图8.2.1所示,司筒常用于长度20mm勺圆柱位脱模。标准司筒表面硬度HRC 60,表面粗糙度 Ra1.6o另外,司筒的壁厚应1mm布置司筒时,司筒针固定位 不能与顶棍孔发生干涉。8.2.1 司筒配合要求图 8.2.4司筒脱模配合关系如图8.2.2图8.
6、2.3所示,配合要求如下:,垫块(1) 司筒与后模配合段长度为 L=1015mm其直径D配合间隙应 0.04mm=(2) 其余无配合段尺寸为 D 0.8mm8.2.2 大司筒针固定司筒针固定于底板上,通常使用无头螺 丝如图8.2.1所示。当司筒针直径d 8mm或 5/16时,固定端采用垫块方式固定,如图 8.2.4所示。8.3推板脱模这样可减少运动擦伤,并起到辅助导向作用;推板脱模如图8.3.1所示。此机构 适用于深筒形、薄壁和不允许有顶针 痕迹的胶件,或一件多腔的小壳体(如 按钮胶件)。其特点是推力均匀,脱模 平稳,胶件不易变形。不适用于分模 面周边形状复杂,推板型孔加工困难 的胶件。8.3
7、.1 机构要点推板脱模机构要点:(1) 推板与型芯的配合结构应呈锥面; 锥面斜度应为310 ,如图8.3.2所示(3) 型芯锥面采用线切割加工时,注意线切割与型芯顶部应有0.1mm的间隙,如图8.3.3所示;避免线切割加工使型芯产生过切,如图 8.3.4所示。(4) 推板与回针通过螺钉连接,如图8.3.1所示。(5) 模坯订购时,注意推板与边钉配合孔须安装直司(直导套),推板材料选择应相同于 M202(6)推板脱模后,须保证胶件不滞留在推板上8.3.2 推板机构示例(1) 如图8.3.4所示,此模一件多腔,线切割加工型芯、推板、固定板。推板模通常采用球形拉料杆,浇道只在前模开设,如图 8.3.
8、5所示。此推板模线切割线将米仔位留在型芯内,防止胶件滞留在推板上,如图 8.3.6所示球形拉 料杆B变小,减少线切(2) 如图8.3.7所示,此推板模固定板在推板内。特点:使后模板加工量。模具上固定板用螺钉、圆柱销与托板连接,结构如图8.3.8所示。线切割加工线将圆柱位留在型芯内,使胶件能顺利脱模,如图8.3.9所示。推板 固定板螺钉圆柱销n ir P r 限-I :Q、 户_ 、/,前模型腔边缘丁,兀三二-不一线切割线胶件柱位一、型芯图 8.3.9呵镶件图 8.4.1对胶件表面不允许有顶针痕迹(如 透明胶件),且表面有较高要求的胶件, 可利用胶件整个表面采用推块顶出,如 图8.4.1所示。8
9、.4.1 机构要点推块脱模要点:(1)推块应有较高的硬度和较小的表面粗糙度;选用材料应与呵镶件有一定的硬度 差(一般在HRC5以上);推块需渗氮处理(除不锈钢不宜渗氮外)。(2) 推块与呵镶件的配合间隙以不溢料为准, 并要求滑动灵活;推块滑动侧面开设润滑槽。(3) 推块与呵镶件配合侧面应成锥面,不宜 采用直身面配合。(4) 推块锥面结构应满足如图8.4.2所示; 顶出距离(H1)大于胶件顶出高度,同时小于推 块高度的一半以上。(5) 推块推出应保证稳定,对较大推块须设置两个以上的推杆8.4.2 推块机构示例(1) 胶件如图8.4.3所示,推块机构如图8.4.4所示。此机构考虑推块脱模面积大,顶
10、 力均匀特点,采用内、外推块顶出,使脱模平衡图 8.4.4(2) 胶件如图8.4.5所示,胶件要求不能有顶车+痕迹;推块机构如图8.4.6所示。此构应用镶件推块脱模,推块痕迹均匀的特点图 8.4.5如图8.4.6(3) 透明胶件不能有顶针痕迹,采用推块机构脱模,如图 8.4.7所示图 8.4.78.5二次脱模为获得可靠的脱模效果,分解胶件脱模阻力,经二次脱模动作,来完成胶件出模的 机构称二次脱模机构,如图8.5.1所示被型芯包紧第一次脱模出内芯, 为胶件提供变形空间图 8.5.1第二次脱模,胶件凹 凸位变形后强脱出模图 8.5.2二次脱模机构示例:(1) 胶件如图8.5.2所示,两骨间有半圆凹
11、陷,被后模 型腔包紧。脱模机构如图8.5.3所示,第一次脱模使胶件脱 出后模型腔,为强脱变形提供空间;第二次脱模,由顶针脱 模,胶件半圆凹陷位强脱出型芯推块。该机构运动过程:第 一次脱模四块顶针板都运动,带着顶针、型芯推块同时运动, 脱模距离 h,使胶件脱出后模型腔,一次脱模完成。当继续运动至摆块碰上限位面后,摆块摆动使上面两块针板快速运动,带动顶针脱出胶件,完成二次脱模。此机构须注意:hl h, H 10mm hl (二次脱模运动距离)方铁限位面(2) 胶件上入浇口、行位分模线如图8.5.5所示。由于潜浇道须设在斜顶行位块上,穿过斜顶块入胶,模具需实现浇道先脱出斜顶块,模具采用二次顶出机 构
12、如图8.5.6所示。该机构第一次脱模时,拉料杆使浇 道不动,顶针、斜顶脱出胶件 M距离,使胶件与潜浇道断开,潜浇道从斜顶行位块中变形后脱出,第一次脱模结束。第二次脱模四块顶针板都动,顶出胶件、浇道脱出后模型腔。需注意,为保证潜浇道脱出斜顶块,须M S(潜浇图 8.5.6道长度)8.6先复位机构当行位型芯与顶针位在开模方向上投影相重合,是发生干涉的必要条件。先复位机构是保证行位(型芯)复位时,行位型芯一二局部放大图顶针与型芯 投影重合如图8.6.2所示,为避免行位型芯与顶针发生干涉,须满足的条件是:当行位型芯顶端与顶针投影重合时,行位型芯与顶针垂直方向应有间隙,即 Ff ;行位继续行入距离C,同时顶针退回距离f ;此时f C ctg可避免干涉,不需先复位机构;当f C ctg 会发生干涉,必须增设先复位机构摆块先复位机构:如图8.6.3所示,为防止行位型芯与顶针合模时发生干涉,常用摆块先复位机构机构在合模过程中,复位杆先推动摆块,摆块迫使压块回动,从而带动顶针板完成先复位。机构复位杆长度须保证 Z A+ 15mm
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
