 TS-SC统计过程控制培训教材p课件
TS-SC统计过程控制培训教材p课件

《TS-SC统计过程控制培训教材p课件》由会员分享,可在线阅读,更多相关《TS-SC统计过程控制培训教材p课件(93页珍藏版)》请在装配图网上搜索。
1、TS-SC统计过程控制培训教材p课件1TS16949:2009-SPC统计过程控制培训教材(第二版)1TS16949:2009-SPC统计过程控制培训教材(第二版2课程内容SPC定义质量管理的发展历程SPC统计理论基础常用分布简介正态分布中心极限定理过程变差SPC控制图计量型控制图计数型控制图成功推行SPC过程能力分析过程能力计算及评价过程能力改进2课程内容SPC定义SPC控制图23SPC的定义SPC既统计过程控制,是将一个过程定期收集的样本数据按顺序点绘制而成的一种图示技术。注:SPC的核心是控制图;SPC可以展示过程变异并发现异常变异,并进而成为采取预防措施的重要手段。3SPC的定义 SP
2、C既统计过程控制,是将一个过程定期注:SP4质量管理发展历程19世世纪纪末末20世纪30年代质量检验阶段美国以泰勒为首的科学管理工作者首次将质量检验作为一种管理职能从生产中分离出来,建立了专职检验制度。20世世纪纪4050年末统计质量控制阶段美国贝尔实验室学术负责人休哈特博士通过对西方电气公司所制造的产品变异或波动的关注的研究,提出统计过程控制理论(SPC),并在1924年首创过程控制的工具控制图。4质量管理发展历程19世纪末20世纪30年代质量检验阶段美国5SPC在现代企业质量管理体系中的应用SPC是过程控制的重要手段;SPC已经成为汽车行业质量管理体系的必须要求;SPC也是六西格玛改善项目
3、中的必备工具。日本名古屋大学在1984年调查115家日本企业,发现每个企业平均使用137张控制图。5SPC在现代企业质量管理体系中的应用SPC是过程控制的重要手6SPC的统计理论基础常用概率分布简介连续型分布:正态分布:当质量特性(随机变量)由为数众多的因素影响,而又没有一个因素起主导作用的情况下,该质量特性的值的变异分布,一般都服从或近似服从正态分布。离散型分布:二项分布:一个事物只有两种可能的结果,其值的分布一般服从二项分布;泊松分布:稀有事件的概率分布一般服从柏松分布。6SPC的统计理论基础常用概率分布简介连续型分布:正态分布:当7SPC的统计理论基础常用统计量介绍总体研究对象的全体称为
4、总体(Population);样本从总体中抽取一部分个体进行观察,被抽到的个体组成了总体的一个样本(Sample)。7SPC的统计理论基础常用统计量介绍总体研究对象的全体称为总体8i()SPC的统计理论基础样本样本来自总体,样本中包含了丰富的总体信息,研究样本的主要方法是构造样本函数,不含未知参数的样本函数称为统计量(Statistic),统计量的分布称为抽样分布。(1)描述中心位置的统计量:设X,X,X是来自总体的一个样本,则样本均值(sample mean):X=1nni=1X样本中位数(sample mean):X=Xn+12X=1X2(n2)+X(n2+1)8i()SPC的统计理论基础
5、样本均值(sample9n2iSPC的统计理论基础样本(1)描述波动的统计量:样本极差(sample range):R=X(n)X(1)样本方差(sample variance):S=1n1(Xi=1X2)样本标准偏差(standard deviation):S=S29n2iSPC的统计理论基础样本极差(sample ran102SPC的统计理论基础正态分布的特性和应用质量管理中最常遇到的连续分布是正态分布,能描述很多质量特性X随机取值的统计规律性,正态分布的图形及概率密度函数为:p(x)=12e(x)2/2,x(,+)102SPC的统计理论基础p(x)=12e(x)11SPC的统计理论基础正
6、态分布的特性和应用过程关键质量特性X常常呈正态分布N(,2),其中为均值,为标准偏差,在与已知时,正态分布的概率特征如下:正态分布的概率特征界限+-k+-0.67+-1+-1.96+-2+-2.58+-3+-4界限内的概率(%)50.0068.2695.0095.4599.0099.7399.99界限外的概率(%)50.0031.745.004.551.000.270.006311SPC的统计理论基础界限+-k界限内的概率(%)界12eSPC的统计理论基础标准正态分布为了便于使用,我们把=0,=1的分布称为标准正态分布(Standard normal distribution),记为N(0,1
7、),所以,标准正态分布的密度函数为:(x)=12x2/2,x(,+)eSPC的统计理论基础(x)=1x2/2,x(13iiSPC的统计理论基础中心极限定理设X1,X2,.,Xn是n个独立分布的随机量,分布的均值为,方差为2,则在n较大时,有(1)X1+X2+.+Xn=ni=1X近似服从均值为n,方差为n2的正态分布。(2)X=X1+X2+.+Xnn=1nni=1X近似服从均值为,方差为2/n的正态分布。13iiSPC的统计理论基础(1)X1+X2+.+X14SPC的统计理论基础问题1:标准正态分布有什么好处?问题2:假设总体的方差为,我们从中抽取五个产品为一组的样本25个,请问样本均值的方差是
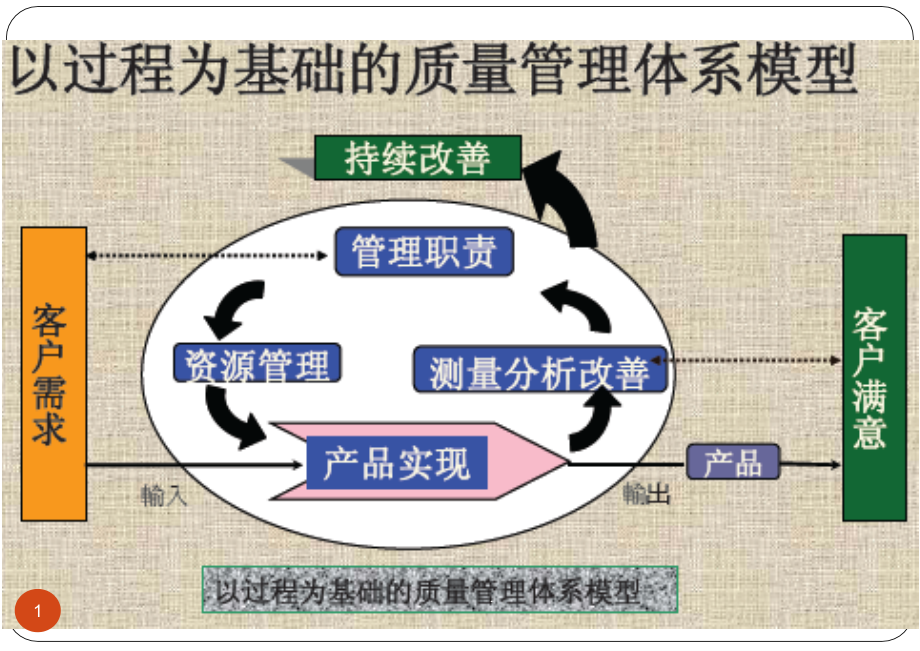
8、什么?14SPC的统计理论基础问题1:标准正态分布有什么好处?问题215SPC的统计理论基础过程:通过使用资源和管理,将输入转化为输出的活动(ISO9001:2000定义)包括么?(物物,机器机器)(三三)包括谁?(能能/技能技能/培培训训)(四四)输入()需优质产品过程(一一)运作过程输出(七七)优质产品怎样?(方法方法/步步骤骤/技巧技巧)(二二)包括么关键准则?(/评评估估)(五五)15SPC的统计理论基础包括么?包括谁?输入过程16SPC的统计理论基础人们对于过程变差有以下认识:一个过程内有许多波动源存在;每个波动源发生是随机的,时隐时现,时大时小,以不可预测之势影响着过程输出;消灭波
9、动是不可能的,但减少是可能的;管理和操作任一过程就是要把波动限制在允许范围内,超出范围就要设法减少和及时报告;为了进一步认识波动源和减少变差,人们把引起过程波动的原因分为两类:第一种为随机变异,由“偶然原因”引起,又称“一般原因”;第二 种为过程中的实际改变,由“特殊原因”引起,又称为“异常原因”。16SPC的统计理论基础1617SPC的统计理论基础问题1:请举例说明在实际工作中出现的随机原因和特殊原因?17SPC的统计理论基础问题1:请举例说明在实际工作中出现的随机18SPC控制图SPC控制图 由 休哈特于1924年提出,他认为,在一切制造过程中所呈现的波动有两个分量:第一个分量是过程内部引
10、起的稳定分量(即偶然波动);第二个分量是可查明原因的间断波动(异常波动);休哈特建议用界限作为控制限来管理过程,基于限的控制图可以把偶然波动和异常波动区分开来。18SPC控制图 SPC控制图 由 休哈特于1924年提出,他认19SPC控制图为了便于纪录质量随时闲波动状况,休哈特建议将正态分布图逆时针旋转90度,于是就形成了控制图。控制上限AB中心线控制下限ABCC19SPC控制图控制上限AB 中心线ABC1920SPC控制图SPC控制图的要素数据点(按时闲顺序排列):是连续或离散型数据,每个数据点可以代表样本的单个测量值,也可以是样本的某个统计量;中心线:样本的平均值;控制界限:上控制限(Up
11、per Control Limit)和下控制限(LowerControl Limit)标示出了分布的正负3个的范围;规格界限:质量特性的上限规范限,有上规格界限(UpperSpecification Limit)和下规格限(Lower Specification Limit)。控制界限和规格界线有什么区别?20SPC控制图SPC控制图的要素数据点(按时闲顺序排列):是连21SPC控制图SPC控制图对发现异常的两种风险控制图是利用从总体中抽取的样本数值进行判断的,既然是抽样,就会产生风险;错判是虚发警报的错误:也称为第I类错误,即在过程正常的情况下,仍然存在由于偶然原因造成数据点超出控制限的情况
12、,从而造成将一个正常的总体错判为不正常,这种错误通常用表示;漏判是漏发警报的错误:也称为第II类错误,在过程存在异常变异时,如被监控的总体的均值或标准偏差发生改变,仍会有一部分数据在上下控制限之内,从而发生漏报的错误,这种错误用表示。21SPC控制图2122SPC控制图错报SPC控制图对两种风险预防漏报解决方案错报:3控制限漏报:判断准则22SPC控制图错SPC控制图对两种风险预防漏报解决错报:3控23SPC控制图SPC控制图对两种错误的预防错判是虚发警报的错误:由于偶然原因造成数据点超出控制限的情况,从而造成将一个正常的总体错判为不正常,在控制限为正负3情况下,这样的概率小于3;漏判是漏发警
13、报的错误,也就是判断当数据点在控制限内的异常,所以,SPC增加了对界内数据点趋势的判断准则。23SPC控制图SPC控制图对两种错误的预防 错判是虚发警报的错24SPC控制图过程异常判断准则过程典型的判断准则有以下几种:连续3点至少有2点接近控制限;连续7点在中心线的一侧;连续8点落在中心线两侧且无一在C区内;至少有7点连续上升或下降;24SPC控制图过程异常判断准则过程典型的判断准则有以下几种:连2523SPC控制图过程异常中各种模式出现的概率连续3点至少有2点接近控制限;P=C3(0.0433)(0.954)+C3(0.0433)0.005连续7点在中心线的一侧;P=2(0.4985)7=0
14、.0153连续8点落在中心线两侧且无一在C区内;P=(0.5872)8=0.000103至少有7点连续上升或下降;P=27!(0.997 )7=0.000392523SPC控制图P=2(0.4985)7=0 26控制图的分析练习题上控制界限(UCL)区域A区域B区域C区域C区域B区域A中位线(CL)下控制界限(LCL)26控制图的分析区域C中位线(CL)2627控制图的分析答案超出控制界限区域A区域B区域C区域C区域B区域A五个续点中有四个在此区域内八个续点此区域内上控制界限(UCL)七个点续向上中位线(CL)下控制界限(LCL)三个续点中有二个在此区域内27控制图的分析区域A五个续点中有上控
15、制界限(UCL)三个28SPC控制图生产现场中常用到的两种不同的数据类型计量型数据:长度,重量,时间,强度,成份计数型数据计件型数据:计点型数据:不合格品数,不合格品率疵点数,灰尘微粒数28SPC控制图计件型数据:不合格品数,不合格品率2829SPC控制图的种和选择据缺点计值品计值c-控制图u-控制图p-控制图np-控制图X-R控制图X-s控制图X-R控制图固定的样本可变的样本可变的样本固定的样本样本2 n 7个别值29SPC控制图的种和选择缺点计值品计值c-控制图u-30pcu控制图的用途控制图x-R及x-sx-Rnp用途用作样本平均值转变的制图全距和标准偏差控制图是控制据的散布程用作个别样
16、据转变的制图全距控制图是控制据的散布程用作每一样本组品比的制图样本可以改变用作每一样本组品目的制图样本是固定的用作缺点目的制图,而每次查验的面积是相同的样本是固定的用作单位缺点目的制图,而每次查验的面积都可以改变的代表样本的平均值单个数据品的比或百分比品目疵点目每单位疵点目样本是可变的30 pcu控制图的用途控制图用途代表样31SPC控制图案例假设某生产线的产品为PCB,请用控制图对产品的各个质量特性分别进行控制:PCB(Print Circle Board)印刷)印刷线线,按照,按照线线路路层多少来分又可分为单层板、二层板、四层板、六层板等不同的板。对不同层数的PCB板,其生产流程都要经过以
17、下工序:31SPC控制图案例假设某生产线的产品为PCB,请用控制图对产品32蚀刻电镀SPC控制图案例PCB工序流程图开料(切板)(内层)干菲林排版、压板钻孔绿油(黄油)工序作用及监控参数对进初步加工,按需求成同规格的板,并打上批号。干菲主要是把线图像印在板上,在此需要控制H2SO4浓、酸洗压、磨痕宽、烘干温、膜宽、曝光能等。此工序完成后采用自动光学检查(AOI)或人工目检(100%),看是否有短、开、线缺口、蚀刻清、崩孔等缺陷。此工序是将多个已经印上线的双层板进排序以及热压。钻孔主要是为导通多层板的线主要是对上工序钻的孔镀铜。在此对于孔内、板面的镀层厚、化学反应缸的PH值、化学药品浓等都要进控
18、制。对最终的板面进涂覆,起到保护线板、提高以后的焊接性能的作用。本工序需要控制的有酸洗时H2SO4浓、热风温、显影机药水压和温、烘干温等。白字32蚀刻电镀SPC控制图案例PCB工序流程图工序作用及监控参33SPC控制图案例PCB生 产 线 质 量 特 性 统 计质量特性数据类型控制图类型开硫酸磨烘曝料酸洗痕干光尺浓压宽温能寸度力度度量计量计量计量计量计量计量均值极差单值移动差单值移动差均值极差均值极差均值极差短开路路计计点,计点,计件件C图或P图C图或P图线蚀崩缺刻孔口不清计计计点,计点,计点,计件件件C图或P图C图或P图C图或P图孔版化化酸热显显内面学学洗风影影镀镀反药的炉机机层层应品硫温药
19、药厚厚冈浓酸度水水度度PH值度浓度压力温度计量计量计量计量计量计量计量计量单值移动差单值移动差单值移动差单值移动差单值移动差均值极差单值移动差单值移动差33SPC控制图案例质量特性数据类型控制图类型开料尺寸计量 均值34控制图做成步骤选择质特性选择可的,具有代表制程控制的特性,可以考以下的指引:优先选取经常出现次品的质特性;可以用柏图分析法去决定优先次序别工序的变因素和对成质量的影响,继而决定应用控制图的生产工序。34控制图做成步骤选择质特性选择可的,具有代表制程控制的特35质量特性选择我们选择PCB如下质量特性或工序为例作控制图开料尺寸硫酸浓度短路成品检查35质量特性选择我们选择PCB如下质
20、量特性或工序为例作控制图开料36xi均値Ri计量控制图控制限计算公式均值极差控制图均值控制图控制限上控制限(UCLx)=x+A2R下控制限(LSLx)=xA2R极差控制图控制限上控制限(UCLR)=D4R下控制限(LSLR)=D3R注:x=kx所有抽样组平均値的平xi第i个抽样组的平均値k样本个数(组数)注:R=kRi第i个控制分组的全距R所有样本的平均全距k样本个数(组数)36xi均値Ri计量控制图控制限计算公式均值控制图控37计量控制图控制限计算公式附表休哈特系数表样本目2345678910A21.8801.0230.7290.5770.4830.4190.3730.3370.308样本目
21、2345678910D3000000.0760.1360.1840.223D43.2672.5742.2822.1142.0041.9241.8641.8161.77737计量控制图控制限计算公式附表样本目A2样本目D3 D38x=xsii计量控制图控制限计算公式均值标准偏差控制图均值控制图控制限上控制限(UCLx)=x+A3S下控制限(LSLx)=xA3S标准偏差控制图控制限上控制限(UCLs)=B4S注:&s=k kxi第i个抽样组的平均値si第i个抽样组的标准偏差s所有样本的平均标准偏差k样本个数(组数)下控制限(LSLs)=B3S38x=xsii计量控制图控制限计算公式上控制限(UCL
22、x39计量控制图控制限计算公式附表休哈特系数表样本目2345678910A32.6591.9541.6281.4271.2871.1821.0991.0320.975B300000.0300.1180.1850.2390.284B43.2672.5682.2822.0891.9701.8821.8151.7611.71639计量控制图控制限计算公式附表样本目A3 B3 B43940计量型控制图做成步骤选取样本组收集据设定全距之控制界限全距在统计控制之内设定平均值之控制界限平均值在统计控制之内设定控制界限持续监控确定抽样方法、数目、次数(合理子组原则)以子组为单元收集数据,选择子组容量,个数,间
23、隔;计算副控制图控制限如果没有在控制范围内,重新收集数据确定主控制图控制限如果没有在控制范围内,重新收集数据用既定控制限控制质量特性40计量型控制图做成步骤选取样本组确定抽样方法、数目、次数41计量型控制图做成步骤合理子组原则合理子组原则是休哈特提出的控制图理论之一,它的内容是:在抽取样本时要使组内波动由正常原因引起;组间波动由异常原因引起。为了实现此原则,要在短的时间内将一个子组全部抽取,这样就可以避免异常因素进入子组。收集数据以子组为单位收集数据:选择子组容量、子组个数、子组间隔。子组容量:一般以4到5个为宜;子组个数:一般以20到25个为宜;子组间隔时间:没有统一规定,要视产量而定,具体
24、如下表:41计量型控制图做成步骤合理子组原则合理子组原则是休哈特提出的42计量型控制图做成步骤子组间隔的一般原则每小时产量1-1010-1920-4950以上收集数据子组间隔时间8小时4小时2小时1小时42计量型控制图做成步骤每小时产量收集数据子组间隔时间4243123456789开料尺寸计量型控制图示例数据收集:按照数据收集的一般法则,共抽取了子组容量为5个,共25组样本。质量特性数据样本序号Xi1Xi2观测值Xi3Xi4Xi5样本极差 样本均值10.3210.2310.1410.5610.9810.2310.6010.8010.2410.3410.2510.1610.6310.6710.2
25、510.6710.4510.3310.5010.249.9810.6010.8010.2410.5010.2310.2310.5710.4510.3310.6711.0110.2310.3310.2510.6010.6010.5010.4010.5010.6010.2210.1610.2410.970.280.270.420.170.410.030.510.570.7410.46610.33410.20210.59210.81210.23410.45210.39410.47410111213141516171819202122232410.5010.2310.2310.1410.0511.01
26、10.4510.4510.4510.4510.2310.1410.8010.2410.5010.6711.0110.2510.8010.2310.6010.2310.2310.2310.2311.0110.8010.6010.6010.5010.1410.6010.2411.4611.0110.6710.2510.2510.2510.2510.6011.4610.6710.6710.6710.8010.6710.6010.2510.6010.8010.2510.2510.9710.2510.5010.5010.8010.8010.1611.4610.5010.9710.2410.9711.46
27、10.2410.2410.9710.2410.6710.6710.3310.409.981.320.780.741.320.960.860.220.220.740.220.781.320.470.560.6910.71410.60210.45810.57810.57210.90810.28410.28410.57410.28410.60210.71410.6410.54210.3622510.2310.169.9810.3310.400.4210.2243123456789开料尺寸计量型控制图示例样本序号Xi1X44计量型控制图做成步骤计算副控制图控制限(练习)上控制限(UCLR)=D4R下控
28、制限(LSLR)=D3R44计量型控制图做成步骤计算副控制图控制限(练习)上控制限(UC4545计量型控制图做成步骤测试控制限是否所有的全距据都包括在管制界限内是是把这一个至个的平均值和全距据弃置再计算X,R和否是否祇有一至个全距据超出否三个或以上的全距据超出界限全距在控制范围全距管制界限要计算平均值界限是否包括在界限内解决变原因全距受控制是计算平均值的界限控制否收集新据计算新全距界限45 计量型控制图做成步骤是是否全距管制界限全距46计量型控制图做成步骤计算主控制图控制限(练习)上控制限(UCLx)=x+A2R下控制限(LSLx)=xA2R46计量型控制图做成步骤计算主控制图控制限(练习)上
29、控制限(UC47SampleMeanSampleRange_均值极差控制图示例PCB开料尺寸均值极差图1UCL=10.873310.810.6_X=10.491910.410.2LCL=10.110510.0135791113151719212325样本1.6UCL=1.3981.20.8_R=0.6610.40.0LCL=0135791113151719212325样本TEST 1.One point more than 3.00 standard deviations from center line.Test Failed at points:1547SampleMeanSampleRa
30、nge_均值极差控制图48硫酸浓度计量型控制图示例数据收集:按照数据收集的一般法则,共抽取了子组容量为1个,共25组样本。硫酸浓度质量特性数据样本序号观测 值X i 1样本极差样本均值11 3 .3 21 3.3 223456789111111113 .3 43 .5 03 .5 73 .6 03 .4 03 .2 53 .2 43 .4 500000000.01002102267305111111111133333333.35564224407005451111111111222222012345678901234511111111111111113 .5 03 .3 03 .3 03 .4
31、 03 .3 33 .4 03 .5 63 .6 33 .6 03 .6 73 .5 03 .6 03 .6 73 .7 03 .5 03 .6 00000000000000000.0201001000110021500077673770730011111111111111113333333333333333.5334345666566756000030630700700048硫酸浓度计量型控制图示例硫酸浓度质量特性数据样本序号观测49x=xi单值移动差的控制限的计算单值控制图控制限上控制限(UCLx)=x+2.660R s下控制限(LSLx)=x2.660R s移动极差控制图控制限上控制限(
32、UCLx)=3.267R s下控制限(LSLx)=0注:&Rs=xi+1xikxi第i个抽样値x所有样本的平均值k样本个数Rs移动极差Rs移动极差平均值49x=xi单值移动差的控制限的计算单值控制图控制限注:50单值移动差的控制限的计算单值控制图控制限上控制限(UCLx)=x+2.660R s下控制限(LSLx)=x2.660R s移动极差控制图控制限上控制限(UCLx)=3.267R s下控制限(LSLx)=0同样要经过测试控制限50单值移动差的控制限的计算单值控制图控制限上控制限(UCLx)51IndividualValueMovingRange单值移动差的控制图示例硫酸浓度控制图13.8
33、0UCL=13.736513.6513.5013.3513.20_X=13.4772LCL=13.2179135791113151719212325Observation0.30.20.10.0UCL=0.3186_MR=0.0975LCL=0135791113151719212325Observation51IndividualValueMovingRange单值移52计数型控制图计点型控制图控制一定对象(如长度或面积)上面的缺陷数;如:铸件表面的气孔数;产品表面上的划痕数;产品疵点分布服从泊松分布,可近似正态分布处理。计件型控制图对产品的不良率进行监控时使用的控制图;适用于全检零件时的统计
34、控制。质量特性的良与不良通常服从二项分布,也可以近似于正态分布处理;52计数型控制图计点型控制图控制一定对象(如长度或面积)上面的缺53选定使用何种计型控制图决定样本(n)否样本(n)是否一个常是否是品而是否是品而是是缺点是缺点使用u-管制图使用p-管制图 使用c-管制图使用np-管制图53选定使用何种计型控制图否样本(n)是是否是品而是54U-控制图作成步骤选择质特性选取样本组收集据设定之控制界限在统计控制之内以控制界限持续监控54U-控制图作成步骤选择质特性选取样本组收集据设定之55ncuu55u-控制图作成步骤u-控制图控制界限中心线CL=u=上控制界限下控制界限UCLLCL=u+3=u
35、3uniuni注:u=cinici第i个控制分组的缺点数数 目ni第i个控制分组的样本数目u所有样本的平均单位缺 点数ncuu55u-控制图作成步骤上控制界限UCL=u+56ccic-控制图作成步骤c-控制图作成步骤中心线:CL=C上控制界限下控制界限注:UCL:LCL=C+3C=C3CC=kCi=1kCi第i个样本的缺点数数目k样本个数C所有样本的平均缺点数56ccic-控制图作成步骤上控制界限:UCL=C+3CC=57u-控制图的应用为了控制波峰焊对电路板的焊接质量,用U-图对电路板的不良焊点数目进行控制,每次抽取的样本随批量的不同而不同,具体数据如下,请做出U控制图.S a m p l
36、eN o.S a m p l eQ t yD e f e c tQ t y1234567891 01 11 21 31 41 51 61 71 81 92 02 12 22 32 42 51 21 11 21 31 41 2781 21 31 42 53 21 27571 21 11 01 21 11 31 41 357637828891 262 01 23466791 01 21 21 21 057u-控制图的应用S a m p l eN o.S a 58u-控制图作成步骤125510以第一组为例计算出样本的中心线和上下控制限中心线CL=u=cn=204=0.654312上控制界限UCLu=
37、u+3u=ni0.654+30.656=121.354下控制界限LCLu=u3u=ni0.65430.656=120.046=058u-控制图作成步骤 1 5以第一组为例计算出样本的中心线和上59PCB板板面短路统计表SampleNo.SampleQtyDefectQtyCLUCLLCLDatepoint12345678121112131412785763782800000000.6666666655555555444444441.354121.385261.354121.326651.302171.354121.570721.5115-0.046-0.078-0.046-0.0190.005
38、5-0.046-0.263-0.2040.4160.63600.23000.6660.285666363.5769.5666714166763623166728691011121314151617181920121314253212757121110891262012346679000000000000.6666666666665555555555554444444444441.354121.326651.302171.139011.082681.354121.570721.738711.570721.354121.385261.42096-0.046-0.0190.00550.16870.2
39、25-0.046-0.263-0.431-0.263-0.046-0.078-0.1130.60.60.80.40.80.66666692307571420.240.6251285710.8571420.5363630.966769285742985763621222324251211131413101212121000000.6666655555444441.354121.385261.326651.302171.32665-0.046-0.078-0.0190.0055-0.01901000.80987333339090923076571426923030987392563137959PC
40、B板板面短路统计表SampleNo.SampleQtyD60SampleCountPerUnit样本PCB板短路质量特性单位缺陷控制图U Chart of C21.81.61.41.21.00.80.60.40.20.0UCL=1.327_U=0.654LCL=0135791113151719212325SampleTests performed with unequal sample sizes60SampleCountPerUnit样本PCB板短路质量特性61p-控制图作成步骤选择质特性选取样本组收集据设定之控制界限在统计控制之内以控制界限持续监控61p-控制图作成步骤选择质特性选取样本组
41、收集据设定之62PP62p-控制图作成步骤p-控制图的控制限中心线CL=p上控制界限下控制界限(UCL(LSL)=p+3)=p3p(1p)nip(1p)ni注:p=dinidi第i个控制分组的不良品数目ni第i个控制分组的样本数目p所有样本的平均不良率PP62p-控制图作成步骤中心线CL=p上控制界限(UCL63inp-控制图作成步骤np-控制图控制限中心线CL=n p上控制界限(UCLnp)=n p+3n p(1p)下控制界限(LSLnp)=n p3n p(1p)注:n p=dkdi第i个控制分组的不良品数目n样本数目k样本个数n p所有样本的平均不良数p样本的平均不良率63inp-控制图作
42、成步骤n p=ddi第i个控制分组64PCB成品合格率控制图示例数据收集:按照数据收集的法则,共抽取了共25组样本。PCB成 品 检 查 不 合 格 率 数 据样 本 序 号检 查 数 量Xi1不 良 数 量不 良 率1234567891011121314151617181920212223243202802603703003103153002902902903003003103153002902903003103153002902903.005.004.007.003.006.007.006.003.006.002.005.0010.0010.0013.0015.0015.0015.006.
43、0010.009.0015.0010.0015.00011111221201334555232535.985909200177321022029042%2530010.003.3%64PCB成品合格率控制图示例PCB成 品 检 查 不 65ProportionP-控制图示例P C B成品检查控制图0.06UCL=0.056380.050.040.030.020.010.00_P=0.02787LCL=0135791113 151719212325样本Tests performed with unequal sample sizes65ProportionP-控制图示例0.03_13579116
44、6管制界限的新初期用作计算的工序质特性,可能会随着环境而转变。故想做法为对控制界限作定期检讨。定期检讨和是否重新计算的需要会视符工序和操作情况的转变而定。在下的情况重新计算控制界限使用新的工序使用新的机器使用新的物现时的工序情况有改变机器操作的情况有改变66管制界限的新初期用作计算的工序质特性,可能会随着环境而转67否统计制程控制的推步骤订定制程评估制程能改善能决定主要制程评核有关测试能能可接受能可接受是制订控制图制订OCAP否改善能是正式推OCAP-OUT OF CONTROL ACTION PLAN(受控应对计划)67否统计制程控制的推步骤订定制程评估制程能改善能决定主68成功推行SPC应
45、注意的问题缺乏中层管人员的支持过于着重计算机的帮助对质量控制图的讯息,没有适当的反应“制程能与“制程控制混淆在一起-“据都在规格内,为何控制图竟明受控用受控制程所得的据,设定控制界限没有订定OUT-OF-CONTROL-ACTION-PLAN受控应对计划,对受控制程的出现没有系统性的应付方法没有实时记及处所得据68成功推行SPC应注意的问题缺乏中层管人员的支持过于着重计算69过程能力分析过程能力应用过程能力和过程绩效分析是评价过程满足预期要求能力及其表现的方法;过程能力的测定也是六西格玛改善项目中测量阶段的重要工作之一;过程能力也是客户评价组织过程的重要参数。世界五百强几乎所有的制造企业中对其
46、供货商都有过程能力方面的要求。69过程能力分析过程能力应用过程能力和过程绩效分析是评价过程满足70过程能力分析确定过程能力的要素要素1:过程的输出特性:确定要研究的质量特性。过程能力就是过程特性满足规定要求的能力;要素2:过程规范:顾客(内部或外部)对过程输出特性的要求;即要明确目标值和规范限。对制造企业来说,这点比较容易做到;但对于非制造业企业,项目团队要设法明确过程规范和要求;要素3:抽样方案:确定抽样方案可以反映过程的特定状态;要素4:过程是否属于稳定的正态分布:属于正态分布的过程一般是稳定并统计受控;对非正态分布,要进行坐标变换。过程能力分析就是在识别上述要素的基础上,运用统计工具展开
47、的。70过程能力分析确定过程能力的要素要素1:过程的输出特性:确定要71过程能力调查及改进的步骤明确目的分析数据确定成员否过程是否是稳定选择特性查找异常确定过程能力制定计划工序标准化改进措施过程能力不足确认主要原因过程能力过剩降低成本过程能力充足维持标准实施标准化作业确认效果起草调查报告71过程能力调查及改进的步骤明确目的分析数据确定成员否过程是否是72过程能力分析过程能力概念过程固有波动(inherent process variation):是由普通原因引起的过程波动。这部分波动可以通过控制图R/d2来估计;过程总波动(total process variation):是由普通和特殊原因引
48、起的总波动,由过程的标准偏差来估计;过程能力PC:是过程固有波动的6范围,此时,=R/d2;过程绩效PP:是过程总波动的6范围,此时=s;过程能力指数Cp和Cpk:过程能力指数过程绩效指数Pp和Ppk:过程绩效指数Cp和Cpk在评价过程能力时最为常用72过程能力分析过程能力概念过程固有波动(inherent pr73R过程能力计算计量型质量特性过程能力指数Cp的计算Cp=容差过程能力=USLLSL6R=USLLSL6d273R过程能力计算Cp=容差=USL LSL=USLLS74制程能与Cp的关系工序表现Cp 2.00制程况能足够勉强可生产足够能超卓的能坏品ppm2700或以上2700至63.
49、363.3至0.0020.002或以下74制程能与Cp的关系 工序表现制程况坏品7475=过程能力计算计量型质量特性过程能力指数Cpk的计算Cpk=(1k)Cp或Cpkmin(USL,LSL)375=过程能力计算Cpk=(1k)Cp或Cpkmin(USL76K=过程能力分析Cpk的两个公式其实是一样意义,不同表达形式2 MT因为Cpk=CpM3其中T6TUSLLSLM(USLLSL)/2USL+LSL26USLLSLUSL+LSL26当USL+LSL2时当USL+LSL2时Cpk=Cpk=LSL3USL376K=过程能力分析2 MM其中TUSLL77=nsi过程能力分析过程绩效指数的计算公式过
50、程绩效指数的计算公式和过程能力指数的计算公式的区别在于两者对标准偏差的估计方式不同:Pp=容差过程绩效USLLSL6s其中:=1n1(Xi=1X2)Ppk=(1k)Pp77=nsi过程能力分析Pp=容差USLLSL其中:78过程能力分析单边质量特性的过程能力指数的计算公式单边质量特性就是只有上限或只有下限的质量特性单边上公差单边下公差Cpu=Cpl=USL3LSL378过程能力分析单边上公差Cpu=USL7879过程能力分析过程能力指数和产品不良率的关系当容差的中心M和数据散布中心重合是,即在无偏的情况下:不良率P=22(3Cp)当容差的中心M和数据散布中心不重合是,即偏移为k的情况下:不良率
51、P=23Cp(1+k)+3Cp(1k)79过程能力分析过程能力指数和产品不良率的关系当容差的中心M和数803过程能力分析计件和计点质量特性过程能力指数的计算计件质量特性过程能力指数的计算(p控制图)Cpu=Pupp(1p)n计点质量特性过程能力指数的计算Cpu=CuC3C803过程能力分析Cpu=Pup计点质量特性过程能力指数的81过程能力分析长期过程能力和短期过程能力过程的短期能力是指过程仅受随机因素影响时其输出特性波动的大小,是过程的固有能力;过程的长期能力是指过程在较长时间内表现的过程输出波动的大小,此时过程不仅受到随机因素的影响,还受到其他因素的影响;81过程能力分析长期过程能力和短期
52、过程能力过程的短期能力是指过程82过程能力分析长期过程能力和短期过程能力根据长短期过程能力的定义,可以看出长期过程能力的标准差LT要比短期能力的标准偏差ST大;国外的一些企业根据他们的实践经验认为:过程的长期能力和短期能力之闲平均约有1.5的漂移:ZLT=ZST-1.5我们一般用=R/d2来估计短期能力,用=s来估计长期能力。82过程能力分析长期过程能力和短期过程能力根据长短期过程能力的定83过程能力影响因素分析分析步骤确定并解剖工序质特性值的波动情况;找出引起质特性值波动的主导因素;对主导因素进确认;制定控制主导因素的措施计划;实施控制并对其效果进确认;将确认结果纳入文件,实施标准化管。83
53、过程能力影响因素分析分析步骤确定并解剖工序质特性值的波动情84过程能力改进提高过程能指的途径1:调整工序加工的分布中心,减少中心偏移。通过收集据,进统计分析,找出大续生产过程中由于工具磨损、加工条件随时间逐渐变化而产生偏移的规,及时进中心调整,或采取设备自动补偿偏移或刀具自动调整和补偿等。根据中心偏移,通过首件检验,可调整设备、刀具等的加工定位装置。改变操作者的孔加工偏向下差及轴加工偏向上差等的倾向性习惯,以规格中心值为加工依据。配置为精确的规,由规检验改为值检验,或采用高一等级的具检测。84过程能力改进提高过程能指的途径1:调整工序加工的分布中心85过程能力改进2:提高工序能力,减少分散程度
54、(即减少工序加工的标准偏差s)修订工序,改进工艺方法,修订操作规程,优化工艺参数,补充增添中间工序,推广用新材料、新工艺、新技术;检修、改造或更新设备,改造、增添与公差要求相适应的精度较高的设备;增添工具工装,提高工具工装的精度;改变材料的进货周期,尽可能减少由于材料进货批次的不同而造成的质量波动;改造现有的现场环境条件,以满足产品对现场环境的特殊要求;对关键工序、特种工艺的操作者进行技术培训;加强现场的质量控制,设置工序质量控制点或推行控制图管理,加强 质检工作。85过程能力改进2:提高工序能力,减少分散程度(即减少工序加工的86过程能力改进3:修订公差范围修订公差范围,其前提条件是放宽公差范围不会影响产品质量;在放宽公差范围不会影响产品质量这个前提下,可对不切实际的过高的公差要求进行修订,以提高工序能力;应把减少中心偏移量作为提高工序能力指数的首要措施。只有当中心偏移量=0,而CP值仍然小于1时,才考虑减少工序加工的分散程度或考虑是否有可能放宽公差范围.86过程能力改进3:修订公差范围修订公差范围,其前提条件是放宽公87TS-SC统计过程控制培训教材p课件88TS-SC统计过程控制培训教材p课件89TS-SC统计过程控制培训教材p课件90TS-SC统计过程控制培训教材p课件91TS-SC统计过程控制培训教材p课件92TS-SC统计过程控制培训教材p课件93
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 市场营销沟通与促销策略教学课件2
- 市场营销活动策划及执行教学课件
- 福清美食鉴赏资料课件
- 小学语文S版四年级(下册)滥竽充数课件
- 粉体表面处理技术规范课件
- 小学语文S版三年级(下册)语文百花园二课件
- 小学语文S版三年级下册知识清单课件第五单元
- 市场营销概论-课件
- 小学道德与法治(部编版)《我的家庭贡献与责任》优质ppt课件
- 小学语文S版四年级上册知识清单课件第三单元
- 小学常规教学工作与教学改革课件
- 粉末性能及其测定课件
- 福建七年级生物上册-6.1种子萌发形成幼苗(第1课时-种子的结构)讲义-(新版)北师大版课件
- 小学语文S版六年级下册归类复习课件之现代文阅读【三】说明文、简单议论文
- 疯狂三天三夜增员宣导稿具体举措课件
