 机械制造技术基础
机械制造技术基础

《机械制造技术基础》由会员分享,可在线阅读,更多相关《机械制造技术基础(24页珍藏版)》请在装配图网上搜索。
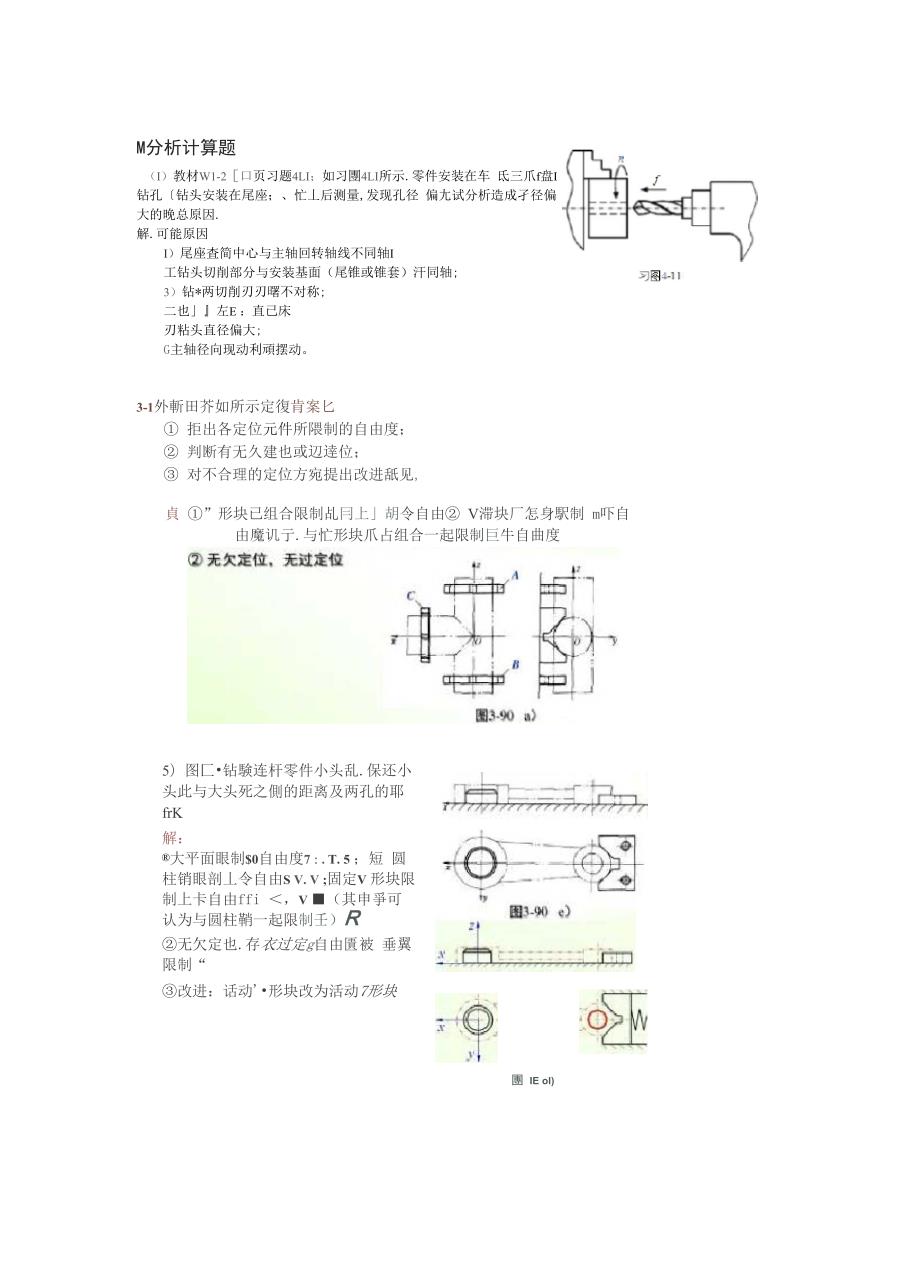
1、貞 ”形块已组合限制乩冃上胡令自由 V滞块厂怎身駅制 m吓自由魔讥亍.与忙形块爪占组合一起限制巨牛自曲度5)图匚钻験连杆零件小头乱.保还小 头此与大头死之側的距离及两孔的耶 frK解:大平面眼制$0自由度7:. T. 5 ;短 圆柱销眼剖丄令自由S V. V ;固定V 形块限制上卡自由ffi ,V (其申爭可 认为与圆柱鞘一起限制壬)R无欠定也.存衣过定g自由匱被 垂翼限制“改进:话动形块改为活动7形块團 IE ol)M分析计算题(I)教材W1-2口页习题4LI;如习團4LI所示.零件安装在车 氐三爪f盘I钻孔钻头安装在尾座;、忙丄后测量,发现孔径 偏尢试分析造成孑径偏大的晚总原因.解.可能原
2、因I)尾座査简中心与主轴回转轴线不同轴I工钻头切削部分与安装基面(尾锥或锥套)汗同轴;3)钻*两切削刃刃曙不对称;二也左E :直已床刃粘头直径偏大;G主轴径向现动利頑摆动。3-1外斬田芥如所示定復肯案匕 拒出各定位元件所隈制的自由度; 判断有无久建也或辺逹位; 对不合理的定位方宛提出改进舐见,1)團牯过三通管中心Q直打e孔.使乳轴缠与管軸线秦直相交w 團匚在小轴上铳槽,保证尺寸川和 解:I)必换眼制的自由14-乩議壮益2)懂择定烧基准一外圓+左端面定何元件一V形块4顶销如图3-)k1(或图小|瑰)所示*3)與靡力方向与作用痘如图一;4心1和图3-91倆f示. 圈亡在支座零件上加工两通不L.保证
3、尺寸人和”“解;応顶限剧的自由度一疋乏丸文加 隹提定位荃准一扯端面占)卄底面2点)十大乩 定恒元件一養拝战十支承和十嚴晦誚、知图示*加来翳力方向与柞用点如图丄91亦所示vSIW cl)工艺路线的制定1.志&4孔盘霹件I】.艺过程工序号工序内容定应基准1车端而钻、护、脚加H7孔外圖2忙另一端而10及外圖甲75端面忑山孔竝髓植対H9,咛严1丄孔及端而4钻、扩、姣3呷1CH7内孔及端面切削加工如图 6-11 所示零件的内孔,其材料为 45 圆钢,尺寸精度及表面粗糙度如图所示。试分别选择在单件小批生产和大批量生产条件下的加工方法及加工顺序。p30H7单件小批生产时的加工方法及加工顺序是钻孔一扩孔一铰孔
4、(或钻孔一扩孔一粗铰孔一精铰孑L)大批量生产时的加工方法及加工顺序是钻孔一拉孔图 6-12 所示示阶梯轴,拟出阶梯轴的单件小批生产和大批大量生产的机械加工工艺规程。表 6-5 阶梯轴加工工艺过程(单件小批生产)车一端面,打中心孔掉头车另一端面,打中心孔车床车大端外圆及倒角掉头车小端外圆及倒角车床铳键槽除毛刺铳床表6-6 阶梯轴加工工艺过程(大批大量生产)工序号工序内容设备铳端面,打中心孔铳端面打中心孔机床车大端外圆及倒角车床车小端外圆及倒角车床铳键槽键槽铳床除毛刺钳工台为图6-13所示零件拟定工艺路线(大批量生产),并指出每道工序所用设备。图 6-131. 表 6-7 大批大量生产铳端面,打中
5、心孔铳端面打中心孔机床车床粗车外圆精车外圆、倒角、切退刀槽车床铳床磨床铳键槽 磨外圆-II、编制下图零件力工的H艺路稣 材料 内容,定位基谁,加工设备分):铸铁。大批生产。写出匸芋号、工序名称、工序尺寸链计算1、要加工图1 所示零件的上半圆缺口,工序基准的选择有两 个方案,试分别计算这两个方案的工序尺寸。方案一:以小孔壁作为工序基准,工序尺寸为A。1方案二:以外圆下母线为工序基准,工序尺寸为A。2M)零丼图图M 18 零杵團朋相斤匚用图b) E序乩丰:外惻、内扎c) TJF 10:g加皿宀妣触二广$1 O*wy(jgf 0-* I*-池 4 T-ntm IHH ”2、加工图2所示零件时,要求保
6、证尺寸(60.1 ) mm,因这尺寸不便直接测量,只好通过度量尺寸 L 来间接保证,试求尺寸 L 及上下偏差。图2l-ao在图:L-97所示工件中,厶=旳二:豔mm, & =60髭隔mm, L5 = 2Onmmf厶不便直接测屋,试璽新给岀测童尺寸,并标注该测量尺寸的公差.解:测量尺寸L4,四个尺寸组成的尺寸 链中:封闭环为L翼增环:L2t L4;减 环:L120= 60 + Z4-70L4 = 30mm+ 0.15 = S;4 +0-(-0.05)ESla +0. mm0 = EI“ - 0.025-(-0.025Ef = 0mm二 L3 = 301 mm课外)3、图 3 所示为箱体简图(图中
7、只标注有关尺寸)。检验孔距时,因(800. 08 ) mm不便于直接测量,故选取测量尺寸为A。试1 求工序尺寸 A 及极限偏差。1:JsH M2M 180-0260I-F0 -I I120500.l80 土 0.084b Y3、如图4-1 所示轴套零件,在车床上已加工好外圆、内孔及各端面,现欲在铣床上铣出右端槽,并保证尺寸26 土 0.2mm。求试切时调整刀具的测量尺寸 A 及其上下偏差。26图 4-1解:画尺寸链如图6-32,对于A尺寸,用回路法判断Ai二50o.i为减环,A二10+0.05,A = 26土 0.2,A二20土0.1为增环,A为封闭环。根据极值法,2 o34封闭环 A 的基本
8、尺寸为A =迟 A 区 A = A + A + A A = 10 + 26 + 20 50 = 6mm z j 2 3 4 1z =1j =m+1A =Za 瓦20.1 49.99 = 6.36mmmax z max j minz =1j=m+1Amin=Yaz minz=1:Sajmaxj=m+1=10 + 25.8 +19.9 50 = 5.7mm封闭环A的上下偏差为ES0= ax A =身6 6 = 0,36mmEl = A A = 5.7 6 = 0.3mm图 6-32M2如囹创所示工件,成批生产时以端面B定位加工A面,保证尺寸10mm- lit标注诜此缺口时的工序尺寸虑蛰差。&035
9、、轴上铣一如图5-1所示的键槽,加工顺序为车外圆A二70.5。1- 0. 10mm,铣键槽A2,磨外圆a =700 mm,要求磨外圆后保证键深3-0.06a二620 mm,求铣键槽深度A2应为多少?0-0.30图 4-1A 为封闭环。封闭环 01. 画尺寸链如图 6-33, A ,A /2为增环, A /2为减环,2 3 1的基本尺寸A = A + A /2-A /20231A = A - A /2 + A /2 = 62-35 + 35.25 = 62.252031封闭环的极限偏差为ES = ES + ES /2-El /2;0231EI = EI + EI /2 - ES /2;0231E
10、S = 0 - 0 - 0.05 = -0.052EI = -0.30 - (-0.06/2) + 0 = -0.272T = ES - EI = -0.05 - (-0.27) = 0.222 2 2则 A = 62.25 -0.05 mm。2- 0.276、如图6-1 所示,以工件底面1 为定位基准,镗孔2,然后以同样的定位基准镗孔3。设计尺寸25+0.4 mm不是直接获得的,试+ 0. 05分析:(1)如果工序尺寸A二60+0.2 mm,A二350 mm,设计尺寸25+0.4102-0.2+0.05mm 是否能够保证。(2)如果加工时确定A二1 计尺寸25 +0.4 mm。+ 0.056
11、0+0.2 mm,A2 为何值时才能保证设0(276-12. 解:根据加工过程画尺寸链如图6-36所示。其中A二25 +0.04为封+0.005(1)因为封闭环公差TA0=0.35=囹2扪为一紬套霎件国圉2 b内车削工津简圉囹2 c)为站孔工厚二种不冋走位方索的工 阵间罔,均需保匹田日所规走的位董尺寸10 0 1mm 求,iilSi计算工啓尺寸A- . A; 与AUtJN寸履公差| 10 0J-8i解:(J方案一设计基准和工序基准重合,工序尺寸等于设计尺寸,即;轴=1池工滋阳方案二建立工艺尺寸錢图;A4=S 丸.rico.i其中;去为封诃环,扎为増环,人为减坏。爲=1 Ci二CL1卅聪地=8_;評摊计算工序尺寸恁其脸差:
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
