 软包锂离子电池鼓胀原因超全总结
软包锂离子电池鼓胀原因超全总结

《软包锂离子电池鼓胀原因超全总结》由会员分享,可在线阅读,更多相关《软包锂离子电池鼓胀原因超全总结(12页珍藏版)》请在装配图网上搜索。
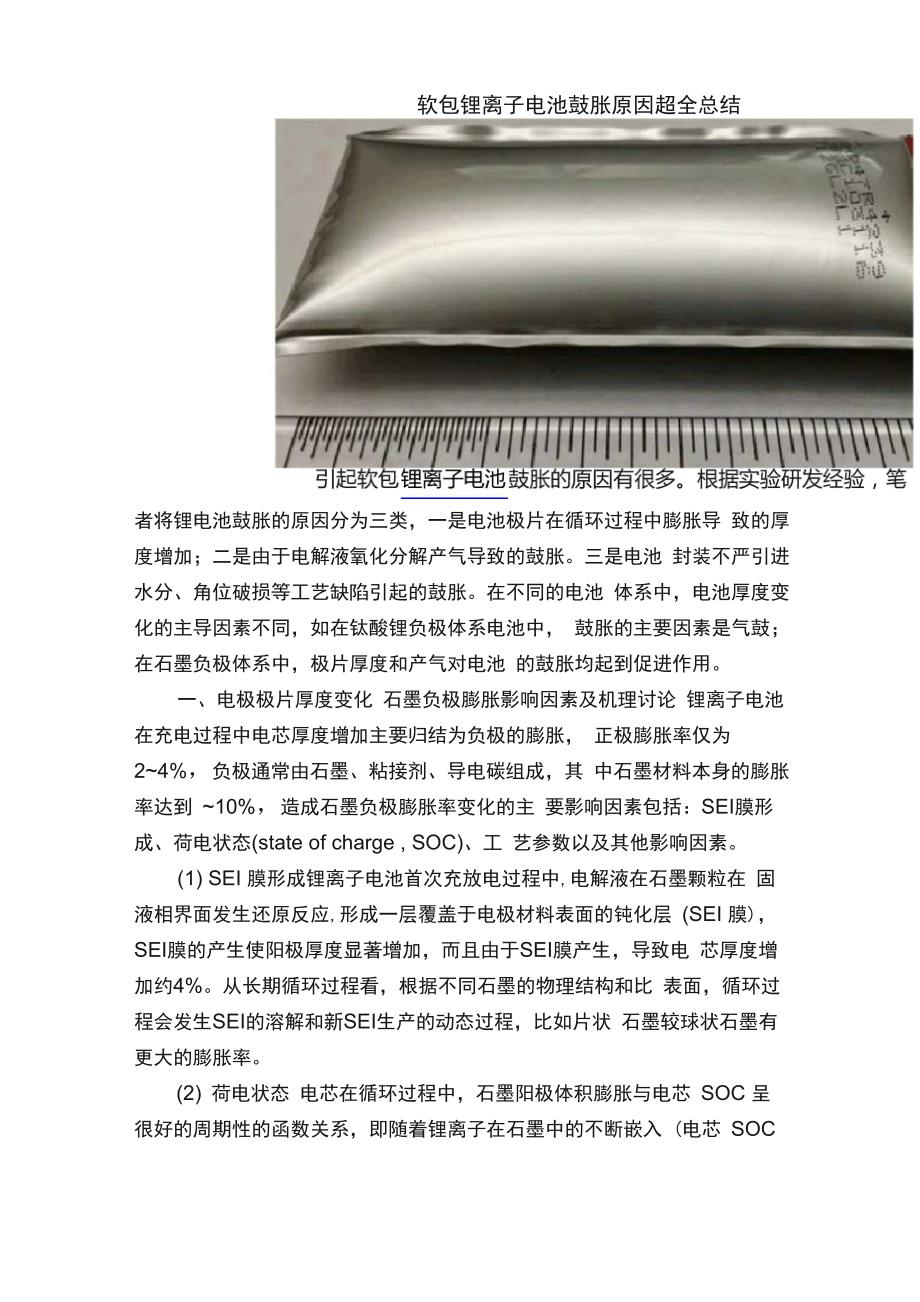
1、软包锂离子电池鼓胀原因超全总结者将锂电池鼓胀的原因分为三类,一是电池极片在循环过程中膨胀导 致的厚度增加;二是由于电解液氧化分解产气导致的鼓胀。三是电池 封装不严引进水分、角位破损等工艺缺陷引起的鼓胀。在不同的电池 体系中,电池厚度变化的主导因素不同,如在钛酸锂负极体系电池中, 鼓胀的主要因素是气鼓;在石墨负极体系中,极片厚度和产气对电池 的鼓胀均起到促进作用。一、电极极片厚度变化 石墨负极膨胀影响因素及机理讨论 锂离子电池在充电过程中电芯厚度增加主要归结为负极的膨胀, 正极膨胀率仅为 24%,负极通常由石墨、粘接剂、导电碳组成,其 中石墨材料本身的膨胀率达到 10%,造成石墨负极膨胀率变化的
2、主 要影响因素包括:SEI膜形成、荷电状态(state of charge , SOC)、工 艺参数以及其他影响因素。(1) SEI 膜形成锂离子电池首次充放电过程中,电解液在石墨颗粒在 固液相界面发生还原反应,形成一层覆盖于电极材料表面的钝化层 (SEI 膜),SEI膜的产生使阳极厚度显著增加,而且由于SEI膜产生,导致电 芯厚度增加约4%。从长期循环过程看,根据不同石墨的物理结构和比 表面,循环过程会发生SEI的溶解和新SEI生产的动态过程,比如片状 石墨较球状石墨有更大的膨胀率。(2) 荷电状态 电芯在循环过程中,石墨阳极体积膨胀与电芯 SOC 呈很好的周期性的函数关系,即随着锂离子在石
3、墨中的不断嵌入 (电芯 SOC 的提高)体积逐渐膨胀,当锂离子从石墨阳极脱出时,电芯 SOC 逐渐减小,相应石墨阳极体积逐渐缩小。(3) 工艺参数 从工艺参数方面看,压实密度对石墨阳极影响较大, 极片冷压过程中,石墨阳极膜层中产生较大的压应力,这种应力在极 片后续高温烘烤等工序很难完全释放。电芯进行循环充放电时,由于 锂离子的嵌入和脱出、电解液对粘接剂溶胀等多个因素共同作用,膜 片应力在循环过程得到释放,膨胀率增大。另一方面,压实密度大小 决定了阳极膜层空隙容量大小,膜层中孔隙容量大,可以有效吸收极 片膨胀的体积,空隙容量小,当极片膨胀时,没有足够的空间吸收膨 胀所产生的体积,此时,膨胀只能向
4、膜层外部膨胀,表现为阳极片的 体积膨胀。(4) 其他因素 粘接剂的粘接强度 (粘接剂、石墨颗粒、导电碳以及 集流体相互间界面的粘接强度 ),充放电倍率,粘接剂与电解液的溶胀 性,石墨颗粒的形状及其堆积密度,以及粘接剂在循环过程失效引起 的极片体积增加等,均对阳极膨胀有一定程度的影响。膨胀率计算:膨胀率计算用二次元测量阳极片 X、Y 方向尺寸,千分尺测量 Z 方 向厚度,在冲片以及电芯满充后分别测量。图1 阳极片测量示意图 压实密度和涂布质量对负极膨胀的影响 以压实密度和涂布质量为因子,各取三个不同水平,进行 全因子正 交实验设计(如表1所示), 各组别其他条件相同。表1不同压实密度以及不同涂布
5、质量实验设计1组别石墨1 540.25涂布质址乜铜苗厚度Aim压实密度)AA-l0.140K 1,SBA;1OA4081.6CA 4 |0,140一鼻一1.7DA-10.165I 8 JL5EA J0.165:1.6FA-l0.1658LGA J0.1908 71.5HA:l0J9081.61A-l0.19081.7-.%*t 亠* 二;戈图2(a)、(b)可以看出,电芯满充后,阳极片在X/Y/Z方向的膨胀率 随着压实密度增大而增大。当压实密度从1.5g/cm3提高到1.7g/cm3 时,X/Y方向膨胀率从0.7%增大到1.3%,Z方向膨胀率从13%增大到18%。从图2(a)可以看出,不同压实
6、密度下,X方向膨胀率均大于Y方向, 出现此现象的原因主要是由极片冷压工序导致,在冷压过程中,极片经过 压辊时,根据阻力最小定律,材料受到外力作用时,材料质点将沿着抵抗力最小的方向流动.ZQ5压宪番- m0.10. IASft aaab ionJ .7* cm、兰毬SjKCi X広甸 -:YZFHK Zfr 向压实密发心 (b)图2 阳极在不同方向的膨胀率负极片冷压时,阻力最小的方向为 MD 方向(极片的 Y 方向,如图 3所示),应力在MD方向更容易释放而TD方向(极片的X方向)阻力较大, 辊压过程应力不易释放TD方向应力较MD方向大。故导致电极片满 充后,X方向膨胀率大于Y方向膨胀率.另一方
7、面,压实密度增大极片孔隙 容量降低(如图 4 所示),当充电时,阳极膜层内部没有足够的空间吸收 石墨膨胀的体积,外在表现为极片整体向 X、Y、Z 三个方向膨胀。从图 2(c)、(d)可以看出,涂布质量从 0.140g/1, 540.25mm2增大到 0.190g/1, 540.25mm2,X方向膨胀率从0.84%增大到 1.15%,丫方 向膨胀率从0.89%增大到1.05%,Z方向膨胀率趋势与X/Y方向变化趋 势相反,呈下降趋势,从16.02%降低到13.77%。说明石墨阳极膨胀在X、 Y、Z 三个方向呈现此起彼伏的变化规律,涂布质量变化主要体现在膜层 厚度的显著变化。以上负极变化规律与文献结
8、果一致,即集流体厚度 与膜层厚度比值越小,集流体中应力越大。图3负极冷压过程示意图1.5 g/cm100 1图4不同压实密度下空隙率的变化铜箔厚度对负极膨胀的影响 选取铜箔厚度和涂布质量两个影响因子,铜箔厚度水平分别取 6 和8pm,阳极涂布质量分别为 0.140g/1、540.25mm2 和 0.190g/1、 540.25mm2,压实密度均为1.6g/cm3,各组实验其他条件均相同,实验 结果如图5所示。从图5(a)、(c)可以看出,两种不同涂布质量下,在X/Y 方向8pm铜箔阳极片膨胀率均小于6pm,说明铜箔厚度增加,由于其弓单 性模量增加(见图 6),即抗变形能力增强,对阳极膨胀约束作
9、用增强,膨胀 率减小。根据文献,相同涂布质量下,铜箔厚度增加时,集流体厚度与膜 层厚度比值增加,集流体中的应力变小极片膨胀率变小。而在Z方向,膨 胀率变化趋势完全相反,从图5(b)可以看出,铜箔厚度增加膨胀率增加; 从图5(b)、(d)对比可以看出,当涂布质量从0.140g/1、540.25mm2增 加到0.190g/1, 540.25mm2时,铜箔厚度增加,膨胀率减小。铜箔厚度 增加,虽然有利于降低自身应力(强度高),但会增加膜层中的应力,导致 Z 方向膨胀率增加如图5(b)所示;随着涂布质量增加厚铜箔虽然对膜层应 力增加有促进作用,但同时对膜层的约束能力也增强,此时约束力更加明 显,Z方向
10、膨胀率减小。涧ffi厚虔5血6S閘苗厚復图5铜箔厚度和涂布质量不同时阳极的膜膨胀率变化500U 4 000 - 3 0 00 1000u 图6不同厚度铜箔的应力-应变曲线石墨类型对负极膨胀的影响采用 5 种不同类型的石墨进行实验(见表 2),涂布质量 0.165g/1, 540.25mm2,压实密度1.6g/cm3,铜箔厚度8pm,其他条件相同,实 验结果如图7所示。从图7(a)可以看出,不同石墨在X/Y方向膨胀率差 异较大,最小 0.27%,最大 1.14%,Z 方向膨胀率最小 15.44%, 最大 17.47%, X/Y方向膨胀大的,在Z方向膨胀小,同分析的结果一致。其中 采用 A-1 石
11、墨的电芯出现严重变形,变形比率 20%,其他各组电芯未出现变形,说明X/Y膨胀率大小对电芯变形有显著影响。石略类:型表2 不同石墨材料相关信息石墨粒径分布/pmBH(m2 g TD/lgmL )DJ0DWD90A-1IL5021.6037.701230.90A-27.3019 8037.803381.10A-3&7919.9339J91,510.9UA-49.2016.1029.901.84Iff(a)XZY方问图7 不同石墨膨胀率结论(1)增大压实密度,阳极片在满充过程中沿 X/Y、Z 三个方向膨胀率 均增大,且X方向的膨胀率大于Y方向的膨胀率(X方向为极片冷压过程 中的辊轴方向,丫方向为机
12、器走带方向)。(2)增加涂布质量,X/Y方向的膨胀率均有增大趋势,Z方向膨胀率减 小;增加涂布质量会导致集流体中拉伸应力增大。提高集流体强度可以抑制阳极片在X/Y方向的膨胀。(4)不同类型石墨,在 X/Y、Z 三个方向膨胀率差异均较大,其中 X/Y 方向的膨胀大小对电芯变形影响较大。二、电池产气引起的鼓胀 电池内部产气是导致电池鼓胀的另一重要原因,无论是电池在常 温循环、高温循环、高温搁置时,其均会产生不同程度的鼓胀产气。 电池在首次充放电过程中,电极表面会形成 SEI (Solid Electrolyte In terface)膜。负极 SEI 膜的形成主要来于 EC(Ethylene Ca
13、rbonate)的还原分解,在烷基锂和Li2CO3的生成的 同 时 , 会 有 大 量 的 CO 和 C2H4 生 成 。 溶 剂 中 的 DMC (Dimethyl Carb on ate)、EMC (Ethyl Methyl Carbo nate)也会 在成膜过程中成RLiCO3和ROLi,伴随产生CH4、C2H6和C3H8等 气体与CO气体。在PC (Propyle ne carb on ate)基电解液中,气体的 产生相对较多,主要是PC还原生成的C3H8气体。磷酸铁锂软包电池 在第一次循环时在 0.1C 充电结束后气胀的最为严重。以上可知, SEI 的形成会伴随着大量气体的产生,这个
14、不可避免的过程。杂质中 H2O 的存在会使LiPF6中的P-F键不稳定,生成HF,HF将导致这个电池 体系的不稳定,伴随产生气体。过量H2O的存在会消耗掉Li+,生成 LiOH、LiO2和H2导致产生气体。储存和长期充放电过程中也会有气 体的产生,对于密封的锂离子电池而言,大量的气体出现会造成电池 气胀,从而影响电池的性能,缩短电池的使用寿命。电池在储存过程 中产生气体的主要原因有以下两点:(1)电池体系中存在的 H2O 会 导致HF的生成,造成对SEI的破坏。体系中的O2可能会造成对电解 液的氧化,导致大量 CO2 的生成;(2)若首次化成形成的 SEI 膜不 稳定会导致存储阶段SEI膜被破
15、坏,SEI膜的重新修复会释放出以烃类 为主的气体。电池长期充放电循环过程中,正极材料的晶形结构发生 变化,电极表面的点电位的不均一等因素造成某些点电位过高,电解 液在电极表面的稳定性下降,电极表面膜不断增厚使电极界面电阻增 大,更进一步提高反应电位,造成电解液在电极表面的分解产生气体, 同时正极材料也可能释放出气体。在不同体系中,电池产鼓胀程度不同。在石墨负极体系电池中, 产气鼓胀的原因主要还是如上所述的SEI膜生成、电芯内水分超标、化 成流程异常、封装不良等,而在钛酸锂负极体系中,产业界普遍认为 Li4Ti5O12 电池的胀气主要是材料自身容易吸水所导致的,但没有确 切证据来证明这一猜测。天
16、津力神电池公司的 Xiong 等在第十五届国 际电化学会议论文摘要中指出气体成分中有C02、CO、烷烃及少量烯 烃,对其具体组成和比例没有给出数据支持。而Belharouak等使用气 相色谱-质谱联用仪表征了电池产气情况。气体的主要组分是 H2, 还 有 CO2、CO、CH4、C2H6、C2H4、C3H8、C3H6 等。145 r图 8 Li4Ti5O12/LiMn2O4 电池在 30、45、60 C循环 5 个月的 气体成分般锂离子电池所选用的电解液体系是LiPF6/ EC:EMC,其中LiPF6在电解液中存在如下平衡:LiPFj 一 Li* + PFS Liy - PFjPF5是一种很强的
17、酸,容易引起碳酸酯类的分解,而且PF5的量 随温度的升高而增加。 PF5 有助于电解液分解,产生 CO2、CO 及 CxHy气体。计算也表明,EC的分解产生CO、CO2气体。C2H4和 C3H6是C2H6和C3H8是分别与Ti4+发生氧化还原反应生成,同时 Ti4+被还原成Ti3+。据相关研究H2的产生来源于电解液中的痕量水, 但是一般电解液中的水含量为20x10-6左右,对H2的产气。上海交 通大学吴凯的实验选用石墨/NCM111做电池量贡献很低,得出的结 论是H2的来源是高电压下碳酸酯的分解。三、工序异常导致产生气体引起膨胀1. 封装不良,由封装不良所引起胀气电池芯的比例已经大大地降 彳氐
18、。前面已经介绍了引起Top sealing Side sealing和 Degassing三 边封装不良的原因,任何一边封装不良都会导致电池芯,表现以 Top sealing和Degassing居多,Top sealing主要是Tab位密封不良, Degass ing主要是分层(包括受电解液和凝胶影响导致PP与Al脱离)。 封装不良引起空气中水分进入电池芯内部,引起电解液分解产生气体 等。2. Pocket 表面破损,电池芯在流拉过程中,受到异常损坏或人为 破环导致Pocket破损(如针孔)而使水分进入电池芯内部。3. 角位破损,由于折边角位铝的特殊变形,气袋晃动会扭曲角位 导致 Al 破损(
19、电池芯越大,气袋越大,越易破损),失去对水的阻隔作 用。可以在角位加皱纹胶或热熔胶缓解。并且在顶封后的各工序禁止 拿气袋移动电池芯,更要注意操作方式防止老化板上电芯池的摆动。4. 电池芯内部水含量超标,一旦水含量超标,电解液会失效在化 成或 Degassing 后产生气体。造成电池内部水含量超标的原因主要有: 电解液水含量超标,Baking后裸电芯水含量超标,乾燥房湿度超标。 若怀疑水含量超标导致胀气,可进行工序的追溯检查。5. 化成流程异常,错误的化成流程会导致电池芯发生胀气。6.SEI 膜不稳定,电池芯在容量测试充放电过程中发射功能轻微胀 气。7. 过充、过放,由于流程或机器或保护板的异常
20、,使电池芯被过 充或过度放电,电池芯会发生严重鼓气。8. 短路,由于操作失误导致带电电芯两Tab接触发生短路,电池芯 会发生鼓气同时电压迅速下降,Tab会被烧黑。9. 内部短路,电池芯内部阴阳极短路导致电芯迅速放电发热同时 严重鼓气。内部短路的原因有很多种:设计问题 ;隔离膜收缩、捲曲、 破损;Bi-cell错位;毛刺刺穿隔离膜;夹具压力过大;烫边机过度挤压等。 例如曾经由于宽度不足,烫边机过度挤压电芯实体导致阴阳极短路胀 气。10. 腐蚀,电池芯发生腐蚀,铝层被反应消耗,失去对水的阻隔作 用,发生胀气。11. 真空抽气异常,系统或机器的原因导致真空度异常 Degassing 抽气不彻底;Va
21、cuum Sealing的热辐射区过大,导致Degassing抽气 朿0刀不能有效地刺破Pocket袋而导致抽气不干净。四 抑制异常产气的措施 抑制异常产气需要从材料设计和制造工艺两方面着手。首先要设计优化材料及电解液体系,保证形成致密稳定的SEI膜, 提高正极材料的稳定性,抑制异常产气的发生。针对电解液的处理常常采用添加少量的成膜添加剂的方法使SEI膜 更均匀、致密,减少电池在使用过程中的SEI膜脱落和再生过程产气导 致电池鼓胀,相关研究已有报道并在实际中得到应用,如哈尔滨理工 大学的成夙等报道,使用成膜添加剂VC可以减少电池气胀现象。但研 究多集中在单组分添加剂上,效果有限。华东理工大学的
22、曹长河等人, 采用VC与PS复合作为新型电解液成膜添加剂,取得了很好的效果, 电池在高温搁置和循环过程中产气明显减少。研究表明,EC、VC形成 的 SEI 膜组分为线性烷基碳酸锂,高温下附在 LiC 的烷基碳酸锂不稳 定,分解生成气体(如 CO2 等)而产生电池鼓胀。而 PS 形成的 SEI 膜为烷基磺酸锂,虽膜有缺陷,但存在着一定的二维结构,附在LiC高 温下仍较稳定。当VC和PS复合使用时,在电压较低时PS在负极表 面形成有缺陷的二维结构,随着电压的升高VC在负极表面又形成线性 结构的烷基碳酸锂,烷基碳酸锂填充于二维结构的缺陷中,形成稳定 附在LiC具有网络结构的SEI膜。此种结构的SEI膜大大提高了其稳定 性,可以有效抑制由于膜分解导致的产气。此外由于正极钴酸锂材料与电解液的相互作用,使其分解产物会 催化电解液中溶剂分解,所以对于正极材料进行表面包覆,不但可以 增加材料的结构稳定性,还可以减少正极与电解液的接触,降低活性 正极催化分解所产生的气体。因此,正极材料颗粒表面形成稳定完整 的包覆层也是目前的一大发展方向。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
