 电火花成形加工技术及其发展动向
电火花成形加工技术及其发展动向

《电火花成形加工技术及其发展动向》由会员分享,可在线阅读,更多相关《电火花成形加工技术及其发展动向(6页珍藏版)》请在装配图网上搜索。
1、电火花成形加工技术及其发展动向进入 21 世纪,电火花成形加工技术得到了迅猛发展,突破了许多传统观念和概念的束 缚,产生了一些新的技术和应用领域,成为现代制造技术的重要组成部分。电火花成形加工 的数控系统采用人工神经网络技术、混沌理论、仿真技术,以进一步提高加工的各项工艺指 标、可靠性和自动化程度;脉冲电源则在保证电火花加工工艺指标的前提下,向稳定、可靠、 环保、绿色、节能方向发展。本文就以下技术的发展和应用进行介绍。精密微细化电火花微细加工主要指尺寸小于300ym的轴孔、沟槽、型腔等的加工。实现精密、微 细加工的一个重要条件是加工单位(即每次放电的蚀除量)要尽可能小,而在电火花加工过程 中,
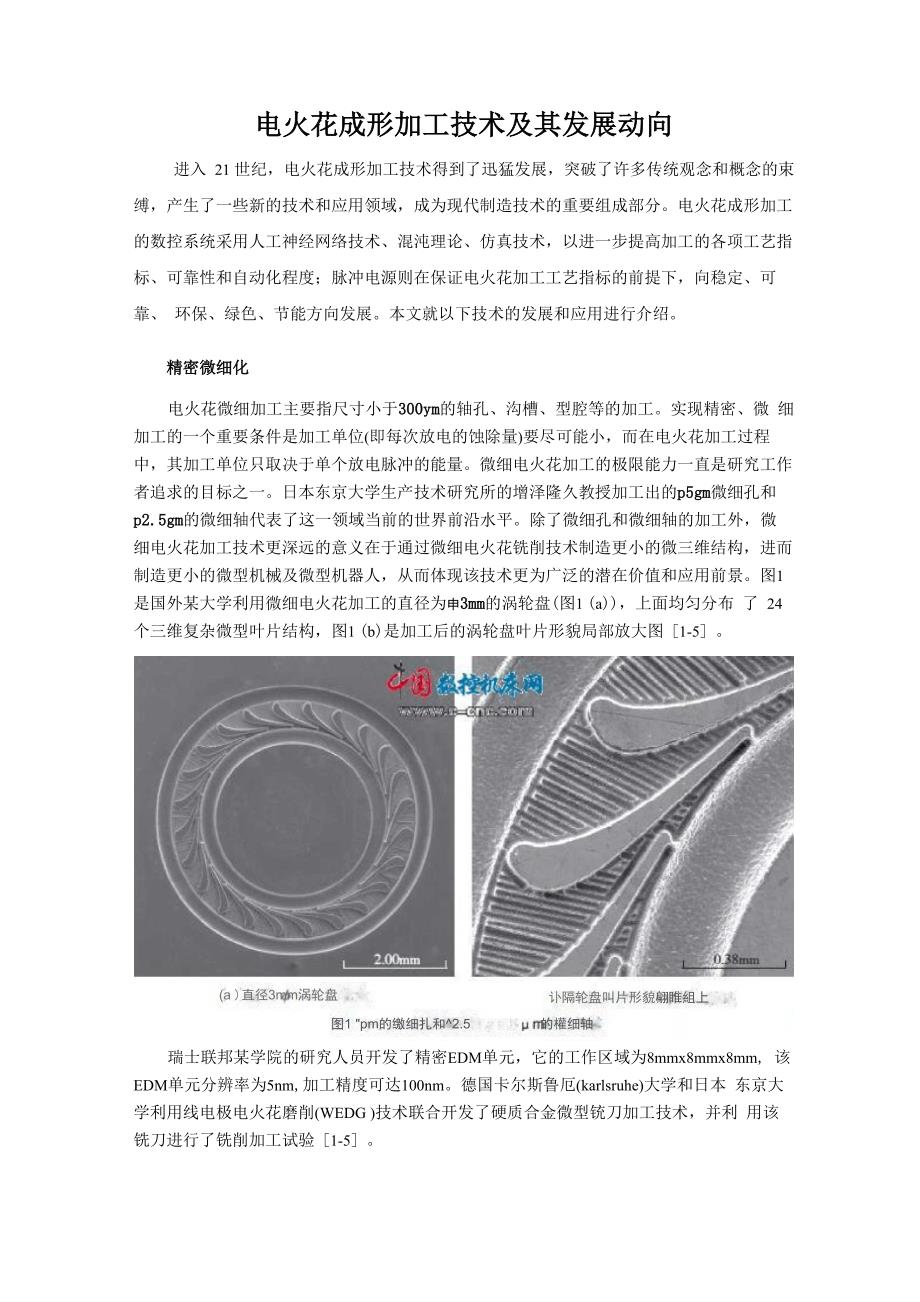
2、其加工单位只取决于单个放电脉冲的能量。微细电火花加工的极限能力一直是研究工作 者追求的目标之一。日本东京大学生产技术研究所的增泽隆久教授加工出的p5gm微细孔和 p2.5gm的微细轴代表了这一领域当前的世界前沿水平。除了微细孔和微细轴的加工外,微 细电火花加工技术更深远的意义在于通过微细电火花铣削技术制造更小的微三维结构,进而 制造更小的微型机械及微型机器人,从而体现该技术更为广泛的潜在价值和应用前景。图1 是国外某大学利用微细电火花加工的直径为申3mm的涡轮盘(图1 (a),上面均匀分布 了 24个三维复杂微型叶片结构,图1 (b)是加工后的涡轮盘叶片形貌局部放大图1-5。图1 pm的缴细扎
3、和2.5的權细轴(a )直径3mm涡轮盘讣隔轮盘叫片形貌翩睢組上瑞士联邦某学院的研究人员开发了精密EDM单元,它的工作区域为8mmx8mmx8mm, 该EDM单元分辨率为5nm,加工精度可达100nm。德国卡尔斯鲁厄(karlsruhe)大学和日本 东京大学利用线电极电火花磨削(WEDG )技术联合开发了硬质合金微型铳刀加工技术,并利 用该铣刀进行了铣削加工试验1-5。脉冲电源参数的精确控制由于电火花成形加工受诸多因素影响,它对加工状态的实时监测有着极高的要求,反馈 环节的精度和稳定性直接影响放电能量和加工效果。利用高速采集手段快速检测到拉弧状态 并迅速做出反应是保证高精度高表面质量加工的必要
4、手段。因此采用高速数字模拟信号转换 器件来监测异常放电状态,高速的转换时间和高精度的采样结果能够更加快速地反映放电加 工间隙的状态。一方面,在放电控制上采用改变脉冲宽度、脉冲间隔、峰值电流等参数的方 法来控制加工过程以消除拉弧状态;另一方面,能够快速地控制高精度高响应电机驱动系统, 精确控制放电间隙,从而更好地控制放电能量,加工出高质量的表面。高性能脉冲电源控制技术主要体现在3 个方面,即:蚀除脉冲精度的精确控制、阻断清 扫脉冲的控制、稳定放电脉冲检测的控制。下面介绍后2 种控制技术对加工结果的影响。1 阻断清扫脉冲控制技术瑞士 AGIE-Hyperspark 脉冲电源的阻断清扫脉冲控制技术是
5、在放电柱渐近进入饱和状 态前突加一个适当的高电流脉冲,以阻断已没有蚀除作用的放电柱,形成第一次材料抛出, 凹坑中有明显残留物;然后重建新的放电柱,在其扩展过程中又会有些蚀除,更重要的是在 其放电结束后的第二次材料抛出时,将原坑中的残料充分清除,形成光滑干净的放电凹坑, 此放电凹坑比通常脉冲的放电凹坑浅平,从而减少了表面粗糙度值,白层(变质层)减薄。 由于脉冲蚀除量的增加,以及表面质量的改善使得后续精修省力,故此项技术提高了加工效 率(采用铜和石墨电极时加工效率平均提高30%,深窄槽加工时提高 50%),降低了电极 损耗。例如用申10mm、45尖劈形石墨电极加工钢,加工深度12mm,加工结果为:
6、长度损 耗0.1mm(相对损耗0.8%)、表面粗糙度Ra1.6ym、加工时间30min,而常规脉冲电源加工时 间为41min,加工效率可提高27%。2 逐个脉冲检测技术实现逐个脉冲检测并做出相应对策的首要条件是速度要快,为此AGIE-Hyperspark脉冲 电源研制了 FPGA脉冲优化模块,具有超强计算能力(30MIPS),可在约33.3ns时间内对脉 冲前沿的状况进行一次检测,不仅可以消除拉弧的风险,还可以按照使用中对效率和表面质 量(表面粗糙度的一致性和加工表面平整性)的权重来设定阈值。这一脉冲控制技术使 300mmx300mm的大面积精加工得以实现6。多轴联动数控电火花加工技术多轴联动
7、数控电火花加工技术是在机床上装备分度旋转轴U轴(C轴)、V轴(B轴)、W 轴(A轴),配合其他3个直线运动轴进行的多轴联动加工方法,它在模具制造等领域具有非 常重要的作用,特别是加工表面形状复杂的关键性零部件时,更具有不可替代的作用。整体叶轮是火箭发动机、飞机发动机以及航空机载设备的重要零件之一。整体叶轮工作 在高温、高压、高转速条件下,选用材料多为不锈钢、高温耐热合金和钛合金等难切削材料, 再加上整体叶轮为整体结构,带有复杂型面的叶片,其制造非常困难,该形状的零件用机械 加工方法是很难实现的。目前国外采用五轴联动电火花成形加工的方法。图2所示为北京市 电加工研究所研制的N850型五轴五联动精
8、密数控电火花成形机床7-8。高表面质量与镜面加工技术随着科学技术的不断发展,对模具零件加工的要求不断提高,即要求加工精度高、表面 质量好,而且要具有很好的耐磨性和耐蚀性。常规电火花加工工艺不易获得低表面粗糙度值 的加工表面,特别是加工面积增大时,由于极间寄生电容的影响,很难获得高质量的加工表 面;同时普通电火花加工会在工件表面产生一层具有残余拉应力、含有较多微裂纹的“白层”, 对提高模具和零件的使用寿命不利。为此,人们不得不在电火花加工后安排抛光、研磨等工 序,但是一方面可降低加工表面粗糙度值,另一方面可以去掉加工表面“白层”。这样势必使 加工周期变长、生产成本增加,而且对一些复杂的型面或小孔
9、、窄槽等是极难进行抛光、研 磨的。镜面加工技术的出现有效地解决了深槽窄缝等不易抛光和加工精度差的问题,进一步 拓展了电火花加工技术的应用范围。1 高效高精度镜面电火花加工实例北京市电加工研究所利用高性能镜面加工回路,在普通加工液中不添加任何粉末的条件 下实现了较大面积的电火花镜面加工(见图3)。图3 (a)是直径为申25mm的镜面加工照 片,利用该项加工技术在直径为申25mm(面积为490mm2)的加工面积上,达到表面粗糙度为 0.05ym,并可清晰地映照出钢板尺的刻线和数字;图3(b)是直径为申40mm(面积为1256mm2) 的镜面加工照片,表面粗糙度值小于0.10ym,并实现了批量的稳定
10、加工。该镜面加工回路 有效克服了分布电容、分布电感等寄生参数对镜面加工的不利影响,精确控制了微小放电能 量的恒量输出,并在工具电极表面形成一层炭黑膜,从而有效地保护了电极表面不被损耗, 提高了加工精度和工件表面质量,实现了中小型模具表面用电火花加工作为最终精加工工序 的目的,有效地解决了深槽窄缝等不易抛光和加工精度差的问题,进一步拓展了电火花加工 技术的应用范围。: a) 1W 0 23的诡血加工照片图3鏡费加工实剖门门直轻40inm的说血加工照片图 4 是采用该项技术加工的手机后盖模具照片,其加工条件是:电极为紫铜,工件为SKD61热作模具钢,在普通加工液中一次加工完成,加工后表面粗糙度Ra
11、0.2gmo2 混粉加工技术通过在工作液中添加一定浓度的导电性硅、铝等微粉,进而改变电火花放电状态,使得 大面积电火花加工表面粗糙度值显著降低,表面性能(耐磨、耐蚀等)得到改善,克服了常规 电火花加工表面粗糙度、表面性能差的缺点,使电火花加工作为大面积精密、复杂型面的最 终加工成为可能,从而省去了后续抛光工序,产品的制作周期、工人的劳动强度减少。例如 日本沙迪克公司PGM65高速镜面电火花成形加工机床上加工的发动机箱盖的压铸模具,由 曲面组成,几乎没有平面,不易抛光。模具的材料为SKD61热作模具钢,加工部位的平面 尺寸为200mmxl50mm,加工深度为41mm,加工表面粗糙度为Rmax=1
12、.8ym (Ra0.29ym); 电极的材料为ISO-63石墨,粗、精加工各用一个电极,单边缩放量分别为500卩m、300ym。 模具加工时,首先采用普通电火花进行6h的粗、中加工,表面粗糙度值达到Rmax=810ym (Ra= 11.25ym);然后用混粉电火花进行30h的精加工。加工结果:表面粗糙度达 Rmax=1.8gm (Ra0.29gm),表面变质层4gm,表面光亮度好。人工智能技术提高电火花成形加工过程的自动化水平是该加工技术发展的必然趋势。由于电火花成形 加工是在复杂环境下基于复杂任务对复杂对象的控制,传统的控制系统已不能满足自动化加 工的要求,因此需要建立多输入、多输出的控制系
13、统,智能控制将是解决此类复杂问题的有 效途径。智能控制系统具有自学习和自适应功能,能自主调节系统的控制结构、参数和方法, 进行决策规划和广义问题求解。它就如同一个有经验的操作者,可通过对加工信息的定性刻 划,模拟熟练操作者的思维方式,根据当前的加工状态调整加工参数,进而实现提高加工效 率、加工精度、加工过程稳定性,以及简化操作过程、拓宽加工范围的目的。虽然智能控制系统在电火花成形加工中得到了大量应用,但仍有许多不完善之处,主要 需解决以下问题:(1) 根据不同加工要求确定工具电极与工件加工表面之间的合理间隙和合理加工参数;(2) 开发能根据加工过程中间隙状态的改变而自适应变化的脉冲电源;(3)
14、 工作液的合理选用及其对加工过程的影响;(4) 降低各种干扰对加工过程的影响。为了紧跟先进制造技术的发展步伐,应进一步完善模糊控制与自适应控制、人工神经网 络、专家系统的结合,利用混沌理论、模糊控制等各种控制技术的特点与优势,研制智能化、 模块化的电火花成形加工机床的控制部件和执行机构,实现高效率、高精度、低损耗、稳定 的加工过程控制,促进电加工事业的发展。个性化着生产的需要,各行各业出现了许多特殊的零件和结构,与之对应,为了适应零件多品 种、小批量的特点,电火花加工机床的结构和功能也呈现出个性化的发展趋势。这里个性化 的市场是指为适应某些特殊行业、特殊材料、特殊零件和结构而设计的在结构和功能
15、方面专 用的电火花加工机床和为了某一类模具的制造而提供的个性化服务。这与科学技术的快速发 展,特殊材料的不断出新,国家航空、航天的需求有关,特殊材料,超大、超小型零件以及 一些特殊零件、特殊用途的电火花加工仍是未来一段时间内电火花成形机床市场发展的主要 趋势。下面介绍几种具有个性化的电火花专用机床。1 聚晶金刚石超硬材料的电火花加工专用机床聚晶金刚石复合片是将人造金刚石微粉用铜、铁粉等导电材料作为粘结剂,在高温高压 条件下与硬质合金基体烧结而成的复合材料。北京市电加工研究所采用大幅度增加放电击穿 爆炸力的电火花磨削工艺,成功地解决了聚晶金刚石刀具、拉丝模具及大面积聚晶金刚石复 合片的高效精密加
16、工问题。目前,采用增爆式脉冲电源的电火花专用机床加工是加工聚晶金 刚石材料最有效的方法。有些导电的工程陶瓷及立方氮化硼材料也可用该类机床加工。图5 是北京迪蒙特佳工磨具技术有限公司研制的BDM-903精密数控电火花工具磨床,可对聚晶 金刚石、立方氮化硼超硬刀具进行电火花磨削加工9。2 轮胎模具的电火花加工专用机床轮胎模具的特点是外形尺寸大、加工的型腔均布在圆周上、加工部位尺寸小、加工表面 粗糙度值Ra在610“m范围内、模具的种类和数量多,因此采用数控电火花专用加工机床 是一种非常有效的方法。图6是加工轮胎模具的专用机床外形,该设备除具有普通机床X、 Y、Z三轴运动外,在工件安装夹具上还有绕中
17、心轴旋转运动的C轴和绕夹具与X轴旋转运 动的 A 轴;由于加工部位小,所以采用局部小油池,有2 根进油管强力进油以满足加工对 工作液的要求。电极材料一般采用石墨、紫铜;加工方法采用多电极更换法。加工规准的选 择与普通模具一样;加工时采用定时抬刀。3 航空蜂窝密封组件电火花加工机床世界著名的罗罗公司航空发动机蜂窝密封件采用电火花加工技术,其中用于航空发动 机蜂窝密封组件加工的专用电火花加工机床,有 4 个石墨电极头,单独伺服控制,油槽与工 作台同步旋转,伺服电压为5060V,电流值为810A。工作液采用硅藻土材料过滤。结束语电火花成形加工技术在制造业领域占有重要地位,是实现难加工材料、复杂模具和零件 精密加工的有效手段。我们应借鉴其他加工技术发展的经验,扬长避短,充分利用现代科技 发展的相关成果,深入研究电火花放电机理,并用其指导电火花加工工艺理论和控制理论的 研究,改善机床结构和设计方法,实现智能控制技术与电火花加工技术的有机结合,同时高 度重视操作安全和环境保护,全面推动电火花加工技术快速发展。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
