 《拉深模具设计》课件
《拉深模具设计》课件

《《拉深模具设计》课件》由会员分享,可在线阅读,更多相关《《拉深模具设计》课件(27页珍藏版)》请在装配图网上搜索。
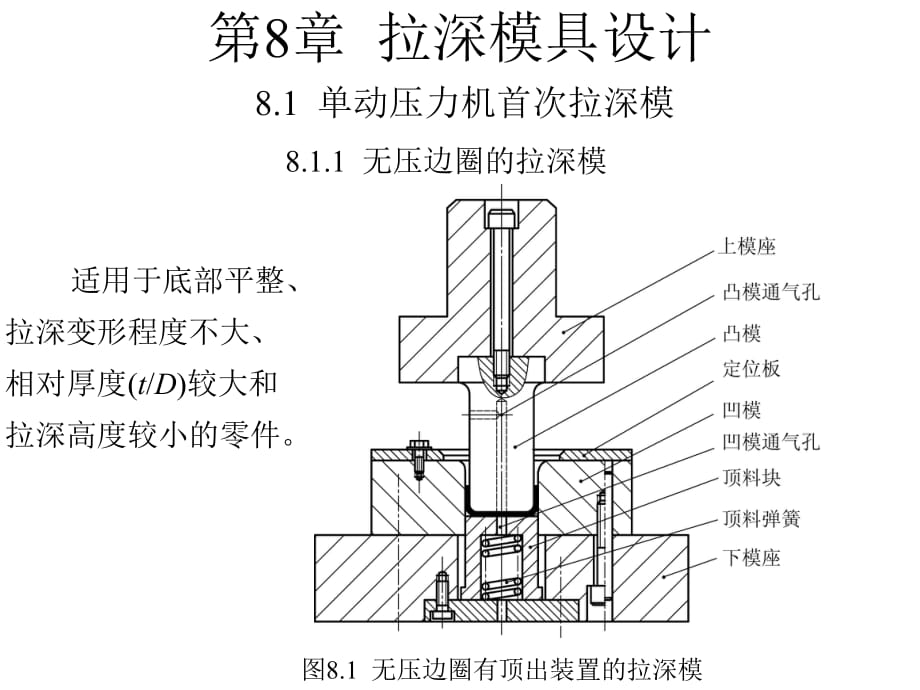
1、第 8章 拉 深 模 具 设 计 8.1 单 动 压 力 机 首 次 拉 深 模 8.1.1 无 压 边 圈 的 拉 深 模 适 用 于 底 部 平 整 、拉 深 变 形 程 度 不 大 、相 对 厚 度 (t/D)较 大 和拉 深 高 度 较 小 的 零 件 。 图 8.1 无 压 边 圈 有 顶 出 装 置 的 拉 深 模 8.1.2 带 压 边 圈 的 拉 深 模 图 8.2 无 压 边 圈 落 件 拉 深 模 板 料 毛 坯被 拉 入 凹 模 。在 拉 簧 力 的 作用 下 , 刮 件 环又 紧 贴 凸 模 ,在 凸 模 上 行 时可 以 将 制 件 脱出 , 由 下 模 座孔 中 落
2、 下 。 图 8.3 带 固 定 压 边 圈 的 拉 深 模 在 固 定 压 边 圈 上 制 出 缺 口 , 可 以 方 便 地 将 板 料 毛 坯 送 入 工 作 位置 并 定 位 , 凸 模 将 毛 坯 拉 入 凹 模 成 形 。 当 拉 深 制 件 进 入 凹 模 下 部 的较 大 通 孔 后 , 制 件 口 部 会 发 生 弹 性 恢 复 张 开 , 直 径 增 大 , 在 凸 模 上行 时 将 被 凹 模 下 底 面 刮 落 。 图 8.4 有 弹 性 压 边 装 置 的 正 装 式 拉 深 模 平 板 毛 坯 放 在 压 边 圈 上 , 并 由 挡 料 销 定 位 , 上 模 下
3、行 , 凹 模 将板 料 毛 坯 压 在 压 边 圈 上 , 凸 模 使 其 拉 入 凹 模 内 。 上 模 上 行 , 顶 料 杆通 过 压 边 圈 将 制 件 从 凸 模 上 顶 出 。 如 果 制 件 卡 在 凹 模 中 , 打 料 杆 在压 力 机 横 杆 作 用 下 , 通 过 打 料 块 将 其 推 出 。 图 8.5 有 弹 性 压 边 装 置 的 倒 装 式 拉 深 模 凹 模 固 定 在 上 模 座 上 , 并 设 有 刚 性 打 料 装 置 。 坯 料 由 固 定 挡 料销 定 位 , 凸 模 固 定 在 下 模 座 上 , 并 设 有 弹 性 压 边 装 置 , 其 压
4、边 力 可以 由 弹 簧 或 橡 皮 产 生 , 也 可 以 由 气 垫 产 生 。 图 8.6 凸 缘 件 拉 深 模 (定 距 垫 块 ) 带 凸 缘 零件 的 拉 深 模 结构 , 毛 坯 用 定位 板 定 位 , 在下 模 座 上 安 装了 定 距 垫 块 ,用 来 控 制 拉 深深 度 , 以 保 证制 件 的 拉 深 高度 和 凸 缘 直 径 。 图 8.7 凸 缘 件 拉 深 模 (打 料 块 定 距 ) 毛 坯 用 固 定 挡 料 销 定 位 , 打 料 块 同 时 起 定 距 垫 块 的 作 用 ,作 用 同 样 是 控 制 拉 深 高 度 和 凸 缘 直 径 。 8.2 单
5、 动 压 力 机 后 次 拉 深 模 由 于 首 次 拉 深 的 拉 深 系 数 有 限 , 许 多 零 件 经 首 次 拉 深 后 ,其 尺 寸 和 高 度 不 能 达 到 要 求 , 还 需 要 经 第 二 次 、 第 三 次 甚 至更 多 次 拉 深 。 后 次 拉 深 模 的 定 位 方 式 、 压 边 方 式 、 拉 深 方 法 以 及 所 用 毛坯 与 首 次 拉 深 模 有 所 不 同 。 图 8.8 无 压 边 圈 的 后 次 拉 深 模 无 压 边 圈 的 后次 拉 深 模 如 图 所 示 。图 中 毛 坯 是 经 过 前道 工 序 拉 深 成 为 一定 尺 寸 的 半 成
6、品 筒形 件 , 置 入 模 具 的定 位 板 中 定 位 后 进行 拉 深 。 无 压 边 圈 的反 向 后 次 拉 深模 ,多 用 于 较 薄材 料 的 后 次 拉深 和 锥 形 、 半球 形 及 抛 物 线形 等 旋 转 体 形状 零 件 的 后 次拉 深 。 将 经 过 前 次 拉 深 的 半 成 品 制 件 套 在 凹 模 上 , 制 件 的 内 壁 经 拉 深后 翻 转 到 外 边 , 使 材 料 的 内 外 表 面 互 相 转 换 , 材 料 要 绕 凹 模 流 动 180度 才 能 成 形 。 图 8.9 无 压 边 圈 的 反 向 后 次 拉 深 模 图 8.10 有 压 边
7、 圈 的 反 向 后 次 拉 深 模 有 弹 性 压 边 圈 的 反 向 后 次 拉 深 模 如 图 所 示 。 与 图 8.9相 比 ,增 加 了 弹 性 压 边 力 , 可 以 减 小 起 皱 趋 势 。 但 同 时 也 增 大 了 毛 坯变 形 时 的 摩 擦 阻 力 , 使 毛 坯 的 拉 裂 倾 向 增 加 。 模 具 工 作 过 程为 : 将 前 次 拉 深 的半 成 品 制 件 套 在 定位 压 边 圈 上 , 模 具下 部 的 压 边 装 置 通过 卸 料 螺 钉 将 压 边力 传 递 到 定 位 压 边圈 上 。 上 模 下 行 将 毛 坯 拉 入 凹 模 , 从 而 得 到
8、 所 需 要 的 制 件 。 当 上模 返 回 , 制 件 可 以 被 定 位 压 边 圈 从 凸 模 上 顶 出 , 如 果 卡 在 凹 模 中 将 被 打 料 块 推 出 。 图 8.12 有 压 边 圈 的 后 次 拉 深 模 8.3 单 动 压 力 机 落 料 拉 深 模 拉 深 工 序 可 以 与 一 种 或 多 种 其 他 冲 压 工 序 (如 落 料 、 冲 孔 、成 形 、 翻 边 、 切 边 等 )复 合 , 构 成 拉 深 复 合 模 。 在 单 动 压 力 机 的 一 个 工 作 行 程 内 , 落 料 拉 深 模 可 完 成 落 料 、拉 深 两 道 (甚 至 更 多
9、道 )工 序 , 工 作 效 率 高 , 但 结 构 较 复 杂 ,设 计 时 要 注 意 模 具 中 所 复 合 的 各 冲 压 工 序 的 工 作 次 序 。 8.3.1 凸 缘 制 件 的 落 料 拉 深 模 带 凸 缘 零 件 的 落 料 拉 深 复 合 模 如 图 8.13所 示 。 这 类 模 具要 注 意 设 计 成 先 落 料 后 拉 深 , 因 此 拉 深 凸 模 低 于 落 料 凹 模 。 图 8.13 带 凸 缘 制 件 落 料 拉 深 复 合 模 图 8.14 球 形 制 件 落 料 拉 深 复 合 模 8.3.2 球 形 制 件 落 料 拉 深 模 球 形 零 件 落
10、 料 拉 深 复 合 模 。 落 料 拉 深 凸 凹 模 的 外 缘 是 落 料 凸 模 刃 口 , 内 孔 是 拉 深 凹 模 。 模 具 采 用 固 定 卸 料 板 卸 料 。 为 减 小 拉 深 时起 皱 趋 势 , 在 落 料 拉 深 凸 凹 模 的 凸 模 刃 口 处 设 计 了 一 个 锥 面 。 8.3.4 落 料 拉 深 压 形 模 图 8.17 落 料 拉 深 压 形 复 合 模 落 料 拉 深 压 形 复 合 模 的 上 模 下 行 时 , 落 料 拉 深 凸 凹 模 与 落 料 凹 模 完 成 落 料 。上 模 继 续 下 行 , 落 料 拉 深 凸 凹 模 与 拉 深
11、凸 模 完 成 拉 深 。 在 上 模 行 程 的 终 了 阶 段 ,压 形 凸 模 和 拉 深 压 形 凸 凹 模 镦 压 制 件 , 进 行 压 形 。 8.3.5 落 料 拉 深 冲 孔 模 图 8.18 落 料 拉 深 冲 孔 复 合 模 8.4 单 动 压 力 机 落 料 、 正 反 拉深 、 冲 孔 和 翻 边 复 合 模 图 8.20 落 料 、 正 反 拉 深 、 冲 孔 翻 边 复 合 模 8.5 双 动 压 力 机 拉 深 模 图 8.21 双 动 压 力 机 大 型 零 件 拉 深 模 (凸 模 导 向 ) 8.6 拉 深 模 设 计 实 例 如 图 8.23所 示 零
12、件 , 材料 为 08钢 , 厚 度 ,大 批 量 生 产 。 试 确 定 拉 深 工艺 , 设 计 拉 深 模 。 1m mt 8.6.1 零 件 的 工 艺 性 分 析 带 凸 缘 筒 形 件 , 要 求 内 形 尺 寸 , 料 厚 , 底 部 圆 角 半 径 t,凸 缘 处 的 圆 角 半 径 满 足 拉 深 工 艺 性 要 求 ; 尺 寸 为 IT12级 , 08钢 拉 深 性 能 较 好 。 8.6.2 工 艺 方 案 确 定 1. 计 算 坯 料 直 径 根 据 零 件 尺 寸 查 表 7-5得 切 边 余 量 ;凸 缘 直 径 59.8mm。8.6.2 工 艺 方 案 确 定1.
13、 计 算 坯 料 直 径 ;2. 判 断 可 否 一 次 拉 深 成 形 ;3. 确 定 首 次 拉 深 工 序 件 尺 寸 ;4. 计 算 以 后 各 次 拉 深 的 工 序 件 尺 寸 5. 工 艺 方 案 79 39.5 59.8 21.2r5R5 24 59.8 20.1 59.8r2R2r3R3 30.2 59.8r4R4 +0.10坯 料第 一 次 拉 深 第 二 次 拉 深第 三 次 拉 深 第 四 次 拉 深28.7 24.832 本 零 件 需 要 落 料 、 四 次 拉 深 和 切 边 。 为 了 提 高 生 产 效 率 ,将 坯 料 的 落 料 与 首 次 拉 深 复 合
14、 。 该 零 件 的 冲 压 工 艺 方 案 为 落 料 与 首 次 拉 深 复 合 第 二 拉深 第 三 次 拉 深 第 四 次 拉 深 切 边 。 8.6.3 落 料 与 首 次 拉 深 复 合 工 序 力 的 计 算 1. 落 料 力2. 拉 深 力 与 压 料 力3. 初 选 压 力 机 标 称 压 力 上 止 点下 止 点 公 称 压 力 ( 安 全 区 ) 许 用 负 荷 曲 线超 出 许 可 范 围 的 落 料 拉 深 力 曲 线允 许 的 落 料 拉 深 力 曲 线曲 轴 转 角 90滑块行程 30 60P 8.6.4 模 具 工 作 部 分 尺 寸 的 计 算 1. 凸 、
15、凹 模 间 隙2. 凸 、 凹 模 圆 角 半 径3. 凸 、 凹 模 工 作 尺 寸 及 公 差 4. 凸 模 通 气 孔 8.6.5 模 具 的 总 体 设 计 模 具 的 总 装 图 如图 8.26所 示 。 采 用 正 装 式 结 构 ,落 料 拉 深 凸 凹 模 安 装在 上 模 ; 刚 性 卸 料 板 卸 去废 料 , 也 起 导 尺 作 用 , 用 导 尺 和 固 定 挡料 销 定 位 ; 打 料 块 将 卡 在 凸 凹 模 内 的 工 件 推 出 。 图 8.26 落 料 首 次 拉 深 复 合 模 8.6.6 压 力 机 选 择 根 据 标 称 压 力 , 滑 块 行 程 ,
16、 及 模 具 闭 合 高 度 , 确 定 选 择 型 号为 JC2335型 开 式 双 柱 可 倾 压 力 机 。 校 核 过 程 如 下 : 确 定 所 选 型 号 压 力 机 的 滑 块 许 用 负 荷 图 , 设备 参 数 和 模 具 工 艺 力 确 定 模 具 工 作 过 程 中 对 应 的 落 料 拉 深 力 曲线 , 若 落 料 拉 深 力 曲 线 处 于 许 用 负 荷 曲 线 之 下 , 则 所 选 设 备 符 合工 作 要 求 ; 若 落 料 拉 深 力 曲 线 超 出 许 可 范 围 (见 图 8.25), 则 需 选 择 标 称 压 力 更 大 型 号 的 压 力 机 , 继 续 以 上 校 核 过 程 。 S 图 8.25 许 用 负 荷 与 实 际 负 荷
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
