《模具开发DFMEA失效模式分析》由会员分享,可在线阅读,更多相关《模具开发DFMEA失效模式分析(6页珍藏版)》请在装配图网上搜索。
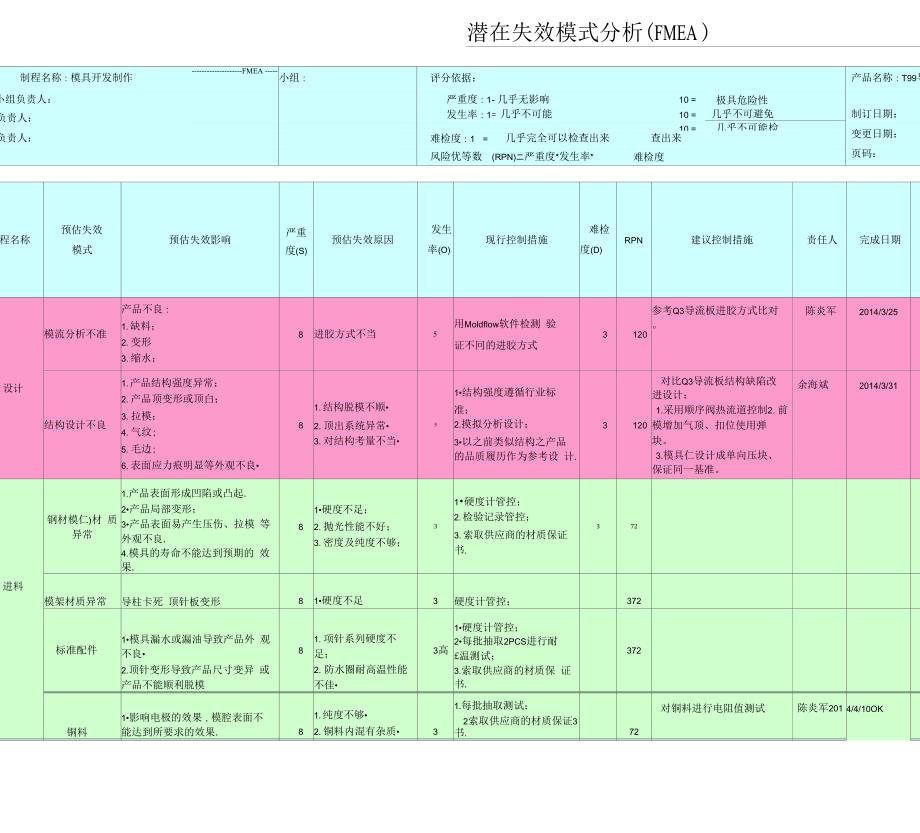
1、潜在失效模式分析(FMEA )制程名称:模具开发制作FMEA小组:评分依据:产品名称:T99导流板FMEA小组负责人:严重度:1- 几乎无影响10 =极具危险性生产负责人:发生率:1= 几乎不可能10 =几乎不可避免制订日期:10 =几乎不可能检变更日期:治具负责人:难检度:1=几乎完全可以检查出来查出来QE :风险优等数(RPN)二严重度*发生率*难检度页码:项次制程名称预估失效模式预估失效影响严重 度(S)预估失效原因发生率(O)现行控制措施难检度(D)RPN建议控制措施责任人完成日期状态1设计模流分析不准产品不良:1. 缺料;2. 变形3. 缩水;8进胶方式不当5用Moldflow软件检
2、测 验证不冋的进胶方式3120参考Q3导流板进胶方式比对。陈炎军2014/3/25OK结构设计不良1. 产品结构强度异常;2. 产品顶变形或顶白;3. 拉模;4. 气纹;5. 毛边;6. 表面应力痕明显等外观不良81. 结构脱模不顺2. 顶出系统异常3. 对结构考量不当51结构强度遵循行业标准;2.摸拟分析设计;3以之前类似结构之产品 的品质履历作为参考设 计.3120对比Q3导流板结构缺陷改 进设计:1.采用顺序阀热流道控制2. 前模增加气顶、扣位使用弹 块。3.模具仁设计成单向压块、 保证同一基准。余海斌2014/3/31OK2进料钢材模仁)材 质异常1.产品表面形成凹陷或凸起.2产品局部
3、变形;3产品表面易产生压伤、拉模 等外观不良.4.模具的寿命不能达到预期的 效果.81硬度不足;2. 抛光性能不好;3. 密度及纯度不够;31硬度计管控;2. 检验记录管控;3. 索取供应商的材质保证 书.372模架材质异常导柱卡死 顶针板变形81硬度不足3硬度计管控;372标准配件1模具漏水或漏油导致产品外 观不良2.顶针变形导致产品尺寸变异 或产品不能顺利脱模81. 项针系列硬度不 足;2. 防水圈耐高温性能 不佳3高1硬度计管控;2每批抽取2PCS进行耐温测试;3.索取供应商的材质保 证书.372铜料1影响电极的效果,模腔表面不 能达到所要求的效果.81. 纯度不够2. 铜料内混有杂质3
4、1.每批抽取测试;2索取供应商的材质保证3 书.72对铜料进行电阻值测试陈炎军2014/4/10OK3制程CNC加工规格不能符合要求81. 编程错误;2. 刀具磨损。31.对程序设定进行摸拟测 试;2目视检测刀具3.尺寸精度测量248铳床加工规格不能符合要求81.人员手工作业控制 不当41人员操作控制;2.尺寸精度测量264线切割尺寸精度不符81. 编程错误;2. 操作数据设定失误21. 对程序设定进行摸拟测 试;2. 依据机器设备说明设定 参数232磨床加工规格不能符合要求81.人员手工作业控制 不当41人员操作控制;2.尺寸精度测量264钻床加工规格不能符合要求81.人员手工作业控制 不当
5、41人员操作控制;2.尺寸精度测量264EDM放电加工尺寸精度不符81.操作参数设定有误21加工完成后由钳工对每 制程进行确认;2.每制程由品质工程师确 认.232抛光1. 模具表面亮度不足导致产品 外观不良;2. 模具变形导致产品表面凹凸 不平61.人为手工操作不当51由合格人员上岗操作2.指定专人检查260组装1. 组装错误;2. 配件漏装;3. 配合不良.导致产品结构错误或者模具不 能正常使用.81.人为操作漏失21参照模具组装图作业;2. 用模具组装点检表进行2控;3. 人员摸拟实配测试32记录管产能加工进度延误。8设备产能不足5根据生产计划,委托模280具加工厂家配套。根据加工进度计
6、划,预约相 关加工厂家配合时间,保证 委外零件按时上机加工。张志2014/3/25OK4验收水路不良1模具水路不通2.模具水路漏水导致模具的升降温度不能达到 预期的效果而不可正常使用61.人员作业漏失31实际试水测试2.模具制程异常报告236实配不良1模具不能正常使用82.人员作业失误21人员模拟实配测试2.模具制程异常报告232缺件1模具不能正常使用81.人员作业漏失21专人核对2.模具制程异常报告232模具清洁度1.产品外观不良41.人员作业不当1专人检杳37262模具制程异常报告fav丿|丄丿 | 1 N JIX制程尺寸与模1.产品尺寸不良,导致组装或81.人员作业漏失O1专人核对248.具图面不符功能干涉32.模具制程异常报告改善后已采取之措施SODRPN参考Q3导流板进胶方式 比对。831241. 采用顺序阀热流道控制2. 前模增加气顶、扣位使用弹块。3. 模具仁设计成单向压 块、保证同一基准。832488211683248
 模具开发DFMEA失效模式分析
模具开发DFMEA失效模式分析