 复合材料的成型工艺
复合材料的成型工艺

《复合材料的成型工艺》由会员分享,可在线阅读,更多相关《复合材料的成型工艺(11页珍藏版)》请在装配图网上搜索。
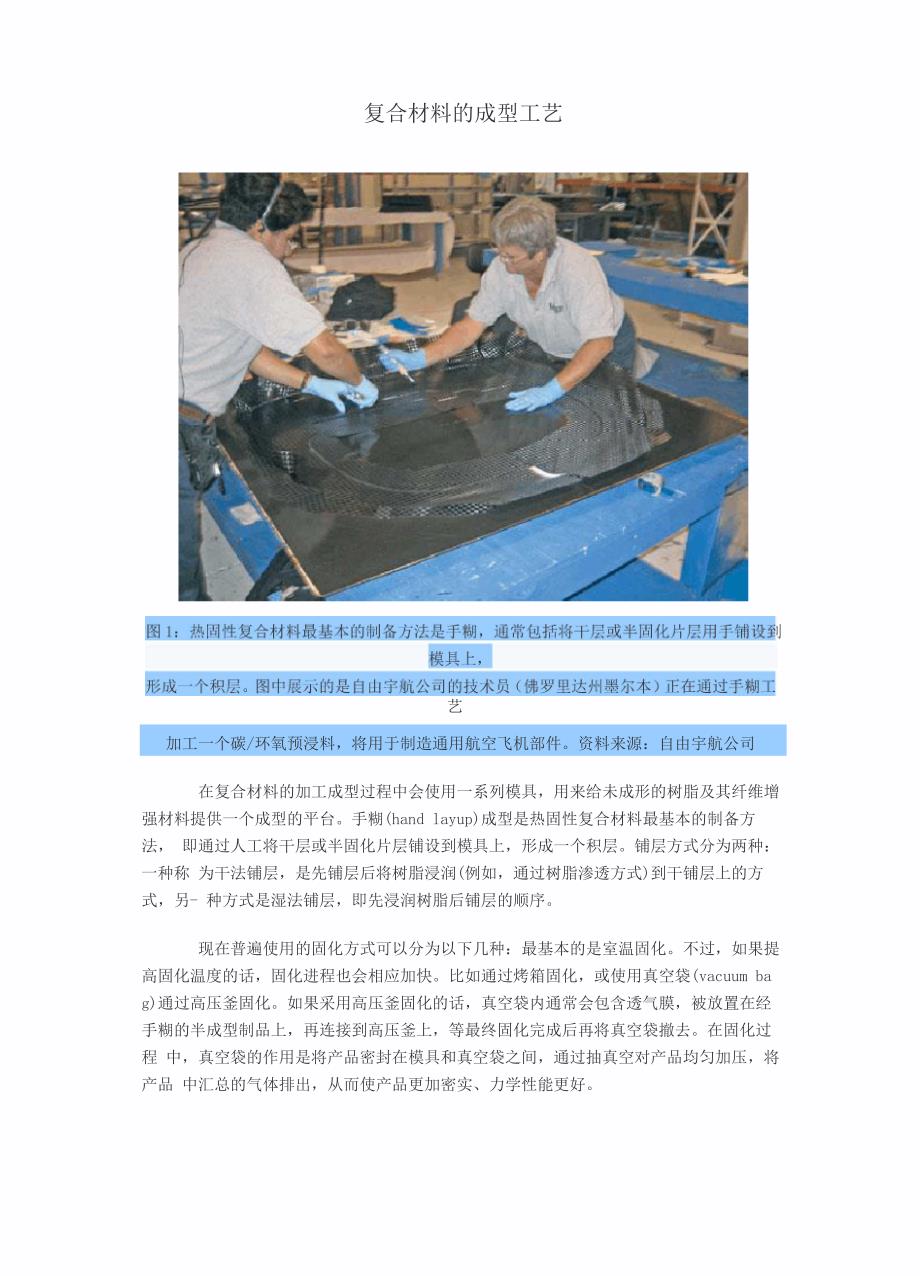
1、复合材料的成型工艺艺加工一个碳/环氧预浸料,将用于制造通用航空飞机部件。资料来源:自由宇航公司在复合材料的加工成型过程中会使用一系列模具,用来给未成形的树脂及其纤维增 强材料提供一个成型的平台。手糊(hand layup)成型是热固性复合材料最基本的制备方法, 即通过人工将干层或半固化片层铺设到模具上,形成一个积层。铺层方式分为两种:一种称 为干法铺层,是先铺层后将树脂浸润(例如,通过树脂渗透方式)到干铺层上的方式,另- 种方式是湿法铺层,即先浸润树脂后铺层的顺序。现在普遍使用的固化方式可以分为以下几种:最基本的是室温固化。不过,如果提 高固化温度的话,固化进程也会相应加快。比如通过烤箱固化,
2、或使用真空袋(vacuum ba g)通过高压釜固化。如果采用高压釜固化的话,真空袋内通常会包含透气膜,被放置在经 手糊的半成型制品上,再连接到高压釜上,等最终固化完成后再将真空袋撤去。在固化过程 中,真空袋的作用是将产品密封在模具和真空袋之间,通过抽真空对产品均匀加压,将产品 中汇总的气体排出,从而使产品更加密实、力学性能更好。图2:热压釜独有的高温和高压条件使其成为完成热固性树脂零部件的固化的重要工具。控 制软件的改进则能够帮助经营者提高35-40%的生产量。同时,一些新的树脂配方正在开发 当中,将通过低压固化处理。图中是Helicomb国际公司(俄克拉荷马州塔尔萨)的一名操 作人员正在使
3、用高压釜进行固化处理。来源:Helicomb国际公司许多高性能热固性零件都需要在高热高压的条件下完成固化。但是高压釜(Autocl aves)的设备成本和操作成本都较昂贵。采购高压釜设备的制造商通常会一次性固化一定数 量的部件。对于高压釜的温度,压力,真空和惰性气体(inert atmosphere)等一系列参数, 计算机系统能帮助实现远程甚至无人监控和检测,并最大限度地提高该技术的利用效率。在加温固化的时候,温度首先由局部升起,再逐渐达到整体均匀的效果,然后按照设定值保 持一定的时间直至初步固化完成。但是,不能忽视的一步是冷却,温度必须缓缓下降至室温, 这是为了避免由于不均匀的热胀冷缩而导致
4、部件的失真或变形。当固化完成之后,部件要进 行脱模处理,另外还有一些部件还要经过二级独立后固化(postcure)处理,在此期间的温 度通常比初始固化的温度高,目的是为了提高树脂材料的交联密度(crosslink density), 从而获得更好的材料性能。电子束(Electron-beam)固化是一种适用于薄层板的有效的固化技术。电子束固化 是通过电子流对手糊成型的复合材料产生电离辐射,在辐射敏感型树脂中产生聚合和交联反 应(crosslinking reaction)。X射线和微波固化技术的工作方式与此类似。此外,还有 紫外线(UV)固化,该程序是利用紫外线辐射来激活热固性树脂中的光引发剂
5、(photoinit iator),从而引发交联反应。紫外线固化需要光渗透树脂和增强材料。紫外线(UV)或电 子束(E-beam)是辐射固化的一种先进手段,能够引发具有化学活性的液体配方,在基体表 面实现快速反应的固化过程,这正是区别于传统热固化技术的最大特点。紫外线与电子束虽然都属于辐射固化,但两者不尽相同,紫外线是一种电磁辐射,而电子束却是经加速的高能 电子流。目前正在兴起的一种技术是对固化本身的监测。介电固化监测器(D ielec trie cur e monitors)是通过测量树脂中离子的传导性能(小,极化,相对较少杂质)来监测材料的 固化程度。离子通常倾向于向电极相反的一极移动,但
6、移动的速度受限于树脂粘度一一即粘 度越高,速度越慢。正如在固化过程中,随着交联反应的进行,树脂粘度也随之增加。其他 方法还包括树脂偶极监测(dipole monitoring),由交联反应产生的微伏监测,用以对聚 合物在固化过程中的放热反应(exo thermic reac tion)的监测;此外,还有一种方式是通 过光纤技术(fiber-op tic t echnology)进行红外线监测(infrared moni toring)。另外一个值得注意的技术是高性能复合材料部件的低压固化(00A, out-of-autocl ave)。热压釜系统昂贵的成本让不少材料制造商望而却步,特别在航空航
7、天领域对低压固 化(00A)的呼声越来越高,因为低压固化只需要烤箱,甚至在室温下就能完成热固化,这 就意味着较少的资本投入,和与热压釜相比而言较低的运行成本,尤其是对制造大规模的部 件而言。先进复合材料集团(ACG,位于英国希诺)推出了世上第一款树脂低压固化设备, 是为航空应用的环氧树脂而开发设计的。低压固化的环氧树脂和粘合剂将在不久的未来成为 市场上炙手可热的产品。1.开模工艺技术开模成型技术(open molding)是制造玻璃纤维复合材料产品被最普遍采用的低成本 成型技术。该技术通常用于船体和甲板、房车零部件、卡车驾驶室和挡泥板、温泉、浴缸、 淋浴间、和其他规模较大并且形状不复杂的部件的
8、制造。手糊(hand layup)和一些半机械 化技术,如喷射(sprayup )都属于开模成型技术。通常,在一个开放的模具中进行喷射成型时,首先要对模具进行脱模处理。喷涂胶 衣通常在模具脱膜处理后再进行。待胶衣固化后,才能在模具上进行喷射。在此过程中,连 续玻璃纤维通过切割器按照规定的长度切成较短的纤维纱,与喷枪中喷出的催化树脂(粘度 在500到1000 cps之间)混合成短纤维树脂流一起喷入模具中。为了减少有毒性有机化合 物(VOCs)的挥发量,各设备制造商近年开发了许多新的技术,例如,采用低压喷射技术或 非雾化喷射技术(non-atomizing spray),即采用液态喷头在低于喷射产
9、生雾化的压力的 条件下使喷头喷出的胶衣和树脂成液态流的扇面,也就是非雾化状态。另一种方式是滚筒浸 渍技术(roller impregna tor),是将树脂泵入一个类似于油漆滚筒的设备中,待充分混合 后再由喷枪喷出。喷射成形的最后一步是先用手工和滚筒辊压积层直至层间紧凑,之后,再在积层之 间加入木材,泡沫或其他夹芯材料进行固化,待冷却后,将成形的产品从可重复使用的模具 上移出。在开模成形过程中,手糊和喷射方法都是被最普遍采用的成形技术,用以达到降低劳力的目 的。例如,织物可能首先被置于压力较高的位置,然后用切割器切成短切纤维,再用喷枪将 短切纤维和树脂混合喷到积层上成形。随后,在初步成形的积层
10、中加入软木或泡沫夹芯材料。 典型的喷射成形制品的玻璃纤维量在百分之十五左右,而手糊成形的约为百分之二十五。喷射成形技术虽然曾经是最普遍使用的生产方法,近年来一直走下坡路,渐渐失宠 于各大制造商。主要是由于美国联邦以及欧盟纷纷出台法规规定对工人接触的限制,以及限 制挥发性有机化合物(VOCs)和有害空气污染物(HAPS)在喷射作业环境中的排放量等。苯 乙烯(Styrene),这种最常见的热固性树脂稀释剂,无论在挥发性有机化合物,还是有害 空气污染物的名单上都“榜上有名”考虑到工人接触产生的身体伤害,以及控制喷射过程 中排放的苯乙烯的困难程度和昂贵的成本,许多制造商在渐渐向闭模工艺靠拢,例如采用树
11、 脂渗透工艺加工能将苯乙烯包裹起来,更好的处理苯乙烯挥发的问题。虽然开模成形工艺正在逐渐被效率更高,和技术更精确的工艺逐渐取代,但目前仍 广泛应用于如复合材料零件的修复等领域。树脂渗透工艺:随着行业发展对生产速度提出更高的需求,单依靠传统的手糊成型工艺已经难以满 足日益增长的市场需求,因此,加工工艺的自动化是顺应这一潮流的必然趋势。最常见的自动化成型工艺是树脂传递模塑工艺(RTM-Resin Transfer Molding), 有时也被称为液体成型工艺(Liquid Molding)。树脂传递模塑工艺是一种十分简单的成型 工艺:其原理是首先在金属或复合材料制成的闭合模具中铺放干增强材料预成型
12、体(prefo rm),然后将树脂和催化剂按照一定比例计量并充分混合,再采用注射设备通过注射口(i njection ports)利用压力注入到模具中,使树脂按照预先设计的路径浸润到增强材料上的 过程。树脂传递模塑工艺要求极低粘度的树脂,特别是当预成型体较厚时,较好的树脂的流 动性能够确保更及时和更充分的浸润效果。如有需要,模具和树脂可以进行加热,但是RTM 成型工艺的固化无需使用热压釜。但是,一部分应用于高温的制品通常在脱模后还要进行后 固化(postcure)。大多数RTM的应用程序都采用双组分环氧树脂配方(two-part epoxy formulation):双马来酰亚胺(Bismal
13、eimide resin)和聚酰亚胺树脂(polyimide resi n)。组分的配方过程不会提前太早,通常在注射前进行。轻型树脂传递模塑工艺(Light RTM)是近年来发展较快的低成本成型工艺,是树脂 传递模塑工艺(RTM)的变体工艺。轻型树脂传递模塑工艺不仅具备RTM工艺的所有特点, 还降低了成型工艺对一系列指标的要求,例如,注射压力,真空耦合(coupled with vacu um),和模具的造价和刚性指标。树脂传递模塑工艺(RTM)具有许多显著的优点。一般来说,在树脂传递模塑工艺过 程中所使用的干预成型体和树脂材料的价格都比预浸料便宜,而且还可以在室温下存放。利 用这种工艺可以生
14、产较厚的净成形零件,同时免去许多后续加工程序。该工艺还能帮助生产 尺寸精确,表面工艺精湛的复杂零件。树脂传递模塑工艺还有一个特点是,能够允许闭模前 在预成型体中放入芯模填充材料,避免预成型体在合模过程中被挤压。芯模在整个预成型体 中所占的比重较低,大约在0-2%之间。简而言之,树脂传递模塑工艺(RTM)可以作为一种 高效可重复的自动化制造工艺大幅降低加工成型时间,将传统手糊成型的几天时间缩短为几 小时,甚至几分钟。不同于树脂传递模塑工艺(RTM)预先将树脂和催化剂混合注入模具的顺序,反应注射成型 工艺(RIM)的原理是将快速固化树脂和催化剂分别注入模具中。混合和化学反应过程都在 模具中进行,而
15、非在混合头(dispensing head)中。许多汽车制造商利用结构反应注射成 型工艺(struetural RIM -SRIM)和快速预成型方法相结合的制备方式来制造汽车结构件, 生产的产品不需要再进行表面优质感处理(Class A finish)。可编程机器人已发展成为一 种常见的喷射手段,它可以将短切玻璃纤维和粘接剂的混合物喷到真空预成型体模具上。机 器人喷射的最大特点是可控制纤维的方向。另外,还有一个与之相关的技术一一干纤维铺设 (dry fiber placemen t)技术,结合了编织预成型体和树脂传递模塑工艺。该技术制备的 产品的纤维含量高达百分之六十八,由于全程采取自动化控制
16、工艺,确保低气泡含量和稳定 的复制成形效果,所制备的产品无需进行修剪。真空辅助树脂传递模塑成型工艺(VARTM)是近年来发展速度最快的新成型技术。真 空辅助树脂传递模塑成型工艺(VARTM)和标准树脂传递模塑成型工艺(RTM)的主要区别是, VARTM是一种利用真空吸注树脂进入模具的方法,而RTM是利用压力将混合体泵入模具的方 式。真空辅助树脂传递模塑成型工艺(VARTM)不需要高温或高压。出于这个原因,VARTM 工艺不仅可以采用成本较低的工具,还能够一次性生产复杂的大型零部件。在VARTM成型工艺过程中,纤维增强材料被放置在一个单面的模具中,上面覆盖着 一层坚硬或有弹性的真空密封膜。通常树
17、脂是通过设计好的注射口利用真空吸注原理进入模 具,然后按照预先设定的路径有计划的渗透到增强材料上,大大简化了纤维的浸润处理(w etout)。利用该工艺制备的产品的纤维含量高达百分之七十。目前该技术主要应用于海洋, 地面交通和基础设施等领域。树脂膜渗透(RFI)工艺是一种混合成型工艺,是将干预成型体放置在模具中,覆盖 着下面的一层高粘度(高分子量)树脂薄膜层,或者当铺层较厚时,预成型体与树脂呈交错 夹层,再通过加热模具和抽真空使模内的高分子量树脂融化,均匀而充分的浸润预成型体的 过程。该成型工艺的一大特点是树脂渗透的流程短,而且树脂分布均匀,并且可以采用高分 子量的树脂。IiI图3:这款喷气涡
18、扇发动机机匣是北部海岸复合材料公司(North Coast Composites,位于美国俄亥俄州克里夫兰市)为喷气发动机原始设备制造商威廉姆斯国际(Williams In ternational)制造的。该机匣是一款由三轴编织机制备的碳纤维预制单件,采用树脂传递模塑(RTM)成型工艺。来源:Chris Red图4:这款自动纤维铺放(AFP)机是由英格索尔机床(Ingersoll Machine Tools,伊利诺 伊州罗克福德)开发,古德里奇航空结构公司(Goodrich Aerostruetures,加利福尼亚州 丘拉维斯塔)使用这款设备生产用于新型GEnx飞机发动机的内部固定结构,GEn
19、x飞机发动 机将用于波音787客机。该设备将取代传统手动密集手糊工艺。来源:古德里奇航空结构公大批量成型工艺模压成型(Compression molding)是一种大批量的热固性塑料成型工艺,所采用 的金属对模(metal dies)经久耐用,但是造价较高。对于生产数量超过一万件,甚至在生 产多达二十万件片状模塑料(SMC)时,模压成型工艺无疑是一个合适的选择。片状模塑料(SMC)是一种由复合材料制成的薄片材料,结构类似三明治,由树脂糊厚层夹短切玻璃纤 维组成。片状模塑料的制备原理是,先将经计量并混合好的树脂糊输送到承载薄膜上,再经 传动装置移向短切玻璃纤维,使其均匀的沉降到树脂糊上,然后再和
20、涂有树脂糊的第二层承 载薄膜相叠加。最后通过辊压作用使树脂完全浸润到玻璃纤维上,同时赶走多余的气泡。该 树脂糊最初的状态类似糖蜜糊,粘度在20,000和40,000 eps之间;大致经过三至五天的固 化,其粘度会增加到250万cps,此时的片状模塑料变得跟皮革的感觉很相似,非常利于加 工处理。片状模塑料(SMC)的模压是将它们剪切成小片,放入模具中加热(温度在121 C 至 262 C,或 250 F 到 325 F 之间)和加压(24.5 至 172.4 bar,或 500 至 2,5 00 psi之间)。随着粘度逐渐下降,液态片状模塑料流入模腔将其填满。经固化后,模压 成型的SMC部件可以
21、通过手工或利用起模杆(ejeetor pins)进行脱模处理。用于表面优质感处理(Class A finish)的低收缩(0.05%) SMC配方的构成比例大致 是:聚酯树脂占25%,短切玻璃纤维占25%,填料45%和5%的助剂。热固性SMC的固化时间 大致需要30至150秒,总周期不高于60秒。此外,SMC产品的技术参数还包括低密度,柔 性以及色素配方等。目前在市场上已经有低压SMC配方销售,它的出现不仅为开模工艺向闭 模工艺的低成本过渡铺平了道路,还实现了挥发性有机化合物(VOC)近零排放的目标和高 品质的产品表面光洁度。汽车制造商们都在纷纷探索碳纤维增强SMC,希望利用碳纤维的高强度对重
22、量比(s treng th -to-weigh t)以及高刚度对重量比(st iffness-t o-weigh t)的性能优势,制造车 身外壳和其他部件。新款增强SMC配方有助于防止微裂纹的产生,造成这种现象的原因是当 材料放进烤箱进行加热固化时,材料表面会产生微裂纹同时聚集了一些气体,随着气体释放 会在材料表面形成一个个的小坑,也就是在最后的喷涂过程中经常遇到的气泡爆破的现象。不过,许多复合材料制造商已经开始自行制定SMC配方,以满足不同的应用目的, 比方抗紫外线配方、或抗冲击力、防潮、或者对表面质量有要求的特殊配方。市场需求的发 展走势是对材料性能提出越来越具体的要求,这是推动定制材料发
23、展的主要动力。注射成型(Injection molding)是一种快速大流量的低压闭模成型工艺,填料以 热塑性塑料为主,如短切玻璃纤维尼龙。然而,随着BMC自动化注射成型工艺在过去的20 年中不断发展和壮大,已经逐渐改变了从前由热塑性塑料和金属铸件制造商一统天下的市场 格局。例如,由TetraDUR公司(德国汉堡)制造的BMC定制配方电子节气门(ETC- elect ronic throttle control)阀门首次应用于宝马迷你(BMW Mini)和标致(Peugeot ) 207 发动机,就展现出良好的尺寸稳定性,以前这两款车型所配备的电子节气门阀门是由印模压 铸铝制造而成的。Tetr
24、aDUR公司是Bulk Molding Compounds公司(BMCI,伊利诺伊州西芝 加哥)的子公司。在BMC注射成型过程中,由冲压式活塞(ram- type plunger)或螺旋式活塞(scr ew-type plunger)将计量好的材料以5,000到12,000 psi的压强先注射到一个加热好的模 中。进入热模以后,BMC由于受到加热融化成液态,因此会轻松地沿着倒流渠道流入闭模中。 再经固化和脱模程序后,部件只需要稍稍打磨就基本成型了。注射完成一件产品通常只耗费 1到5秒的时间,照此类推,只要使用多型腔模具(multiple-cavity molds)就可以在一 小时内成型2,00
25、0个小零件。如果生产厚截面BMC部件,则可采用模压成型或树脂传递模塑成型工艺。树脂传递 模塑成型工艺通常是先将计量好的BMC放入一个带导流装置的罐中,再通过活塞施压将材料 引入闭模腔中,最后材料在高温高压下完成固化的过程。缠绕成型(Filament winding)是一种连续性的成型工艺,以高度自动化和可重复性 为特点,其原材料成本相对较低。缠绕机是该成型工艺的主要设备,主要由一根圆柱形的芯 棒,沿缠绕机水平方向被两端固定器夹持在中心;还有“绕丝头”,它随着主轴的转动作往 复运动,按照预先设计好的形式将纤维缠绕到芯棒上。一般的数控纤维缠绕机可以配备2 至12个运动心轴。在大多数热固性塑料的缠绕
26、加工过程中,纤维要先经过胶槽浸胶,然后才被缠绕到 芯棒上。这就是所谓的湿法缠绕(wet winding)。然而,还有一种方法是将预浸渍树脂的 连续纤维(预浸料)缠绕到芯棒上的方式,这种方法叫做干法缠绕(dry winding),可以 帮助省去现场浸胶的程序。预浸料还经常在RTM成型工艺中使用。芯棒经过烤箱或热压釜固化后,一般有两种用途,一是继续缠绕成其他部件;二是 从设备上退下来。形状较简单的单件圆柱或圆锥芯棒,是通过一个芯棒萃取设备提取的。而 对于那些形状比较复杂的芯棒零件,则需要通过溶剂提取。很多制造商在进行缠绕成型工艺 时,经常自行调整或修改树脂配方,以满足具体的应用需求。现在,不少复合
27、材料零件制造 商都在开发自己的树脂配方。不过,热塑性塑料的缠绕工艺一般使用的是预浸料,所以纤维不需要再经过胶槽浸 胶。只要对缠绕好的芯棒形状进行加热固化,就能即时生成产品。预浸料的加热,压实,加 固和冷却是一个单向连续的加工过程。不仅如此,热塑性预浸料还免去了热压釜固化的必要, 因此降低了加工成本和对规模的限制,而且对已成型部件可以进行再加工,以纠正成型过程 中的缺陷。缠绕成型工艺加工的零件,具有较强的“环向”的强度。大部分高尔夫球杆就是利 用缠绕成型工艺制造的。此外,该工艺制造的其他产品还包括钓鱼竿,管道,压力容器和用 于其他领域的圆柱形部件。拉挤工艺(Pultrusion),如RTM工艺,
28、在过去的几十年里已成为制造玻璃纤维和 聚酯树脂的主要生产方式之一,但在最近10年里,拉挤工艺也逐渐应用于先进复合材料的 制造领域中。与其他工艺相比,拉挤是一种工艺过程相对简单,成本较低,而且可以持续不 断的成型过程:纤维增强材料(如粗纱,丝束或者连续垫)首先进行胶槽浸胶,然后再通过 一个或多个成形轴套被制成特定的形状。最后通过加热模具固化制成净成形产品。待冷却后, 将成型产品根据需要的长度裁剪成型。利用拉挤成型的产品具有良好的表面效果,通常不需 要后处理。拉挤工艺被广泛用于制造各种实心和空心型材,整个加工过程可以按照特定的用 途量身定制。轧管成型(Tube rolling)是一种连续式的缠管成
29、型工艺,比较适用于小口径(W 6 inches/152 mm)的圆柱或圆锥管道的生产,长度一般小于20 ft/6.2m。根据不同的部件 成型要求,轧管成型工艺通常使用预浸布或单向预浸带。为了方便搭建成纤维层结构,预浸布会根据设计预先切成所需的形状,然后被叠放在一个平面上,通过心轴施加压力将材料压 实。当轧制一个锥形芯棒结构时,例如一个钓鱼杆,只有纵向的第一行纤维真正落在0 轴上。因此,必须通过定时的重新配置层的结构,不断重新调整纤维的方向。自动纤维铺放(AFP- Automated fiber placement)是一种高效的数控纤维铺放技 术,是利用机器人将预浸丝束缠绕或铺放到心轴上的成型工
30、艺。由于全程采用自动数控,该 技术能同时实现32个丝束的自动分丝,夹紧,切断和重新启动。最小切割长度(即铺放的 丝束的最短长度)是层型的决定性因素。纤维铺放头(fiber placement heads)可以连接 一个5轴龙门,并加装到绕丝机上。如果想提高生产效率,还可以将芯棒的数量增加到两个。 自动纤维铺放技术的主要优点包括:高铺放速度,材料浪费少,和低劳动力成本,所生产的 零部件更加紧实,而且产品具有更稳定的一致性等。该技术通常用于生产形状复杂的大型热 固性部件。自动铺带技术(ATL- Automated tape laying)是一种更快捷的自动化预浸带铺放 技术,不同于单一丝束的铺放,
31、该技术可以连续不断的形成部件。它通常用于制造具有高度 复杂曲面的制件。纤维带的铺放方式可以很灵活,不论是热固性和热塑性材料,该技术都允 许铺放过程的中断,或者能够轻松的改变铺放方向。铺放头的设备组成包括线轴,绕丝机, 绕丝导向设备,压实装置,还有一个位置传感器和切割器。在铺放过程中,先将纤维带拉直, 然后将铺头加装到一个多坐标的机器人上,通过机器人在心轴之间的移动,让铺放头的移动 路径与心轴或者纤维带的铺放路径相协调。此外,由于纤维铺放机的压头装置,可以使纤维 带在模具上压实,避免缠绕过程中的纤维分层现象。虽然自动铺带技术(ATL)的速度比自动铺丝技术(AFP)更快,而且还能实现更长的 铺放长
32、度,但总体来讲,自动铺丝技术(AFP )更适合于较短的,高曲面的纤维铺放。这些技 术是伴随机床行业的发展而兴起的,现在已经广泛应用于机翼板,翼盒,机尾等部件的制造, 并且已经在波音787梦想飞机和空中客车A350宽体飞机的其他结构的制造上得到了更广泛 的应用。同时,自动铺带技术(ATL)和自动铺丝技术(AFP)还被广泛用于生产F - 35闪电 II战斗机,V - 22鱼鹰倾转旋翼运输机(V-22 Osprey til trot or t roop transpor t)以及 其他各种飞机的部件。离心浇铸法(Centrifugal casting)在复合材料制造过程中主要用于制造管材(直 径从1
33、英寸/25毫米至14英寸/356毫米不等),是缠绕成型的替代工艺,其制品以更高的 性能和更耐腐蚀为特点。浇铸所采用的0 / 90 轴向的玻璃纤维布不仅能够同时提高 管道的纵向和环向强度,而且浇铸工艺制造的管比同等壁厚的多轴玻璃纤维缠绕管的强度更 高。在浇铸成型过程中,将环氧树脂或乙烯基酯树脂按照一定的比例注入到一个旋转的150 克离心模腔中,依靠高速旋转产生的离心作用让树脂均匀的渗透到围绕模具的内表面包裹着 的织物中。离心力的作用(centrifugal force),不仅推动树脂渗透到织物层中,其管道 制品的外表面还非常光滑。同时,残余的树脂还在模腔内形成了一层耐腐耐磨的内衬。挤出成型工艺(
34、extrusion molding)也是纤维增强热塑性塑料成型的重要方法之一。该工艺的主要成型原理是利用挤出设备对材料进行加热和加压,使材料成为熔融液态, 然后从模具中将其连续挤出而成型。挤塑成型广泛应用于制造管、筒、棒、异型材、和电线 等产品。材料和加工工艺的升级换代使得复合材料(如长玻璃纤维增强热塑性塑料)在激烈 的市场竞争中显示出不可比拟的成本和性能优势,日渐成为办公家具,电器,拖车及运动货 品所使用的木材,金属和注塑塑料零件的替代材料。其实,挤出热塑性塑料/木粉(或其他 添加剂,如韧皮纤维或粉煤灰)复合材料早已在近十年里逐渐占据了巨大的市场份额。这些 木塑复合材料(WPCs -wood
35、 plas tic composi tes)常用于木甲板,壁板,门窗框架和栅栏 等用途。安全生产与环境保护复合材料制造商在加工过程中必须十分注意卫生,安全生产和环境问题。一个安全 的工作场所应该包含诸多因素,如定期的培训,遵守每一条操作章程,了解并具备必要的防 毒措施,以及防护设备的使用(包括手套,围裙,防尘口罩和呼吸器等),以及全公司上下 的监管政策的制定和不断修缮。每一位制造商都必须致力于通过各种途径减少高挥发性有机 化合物(VOCs)的挥发量,例如现在很多制造商就采取调整树脂和预浸料的配方,或者改用 水分散性清洁剂(water-dispersible cleaning agents)等措
36、施来降低有害空气污染物的 排放。据了解,自1990年美国国会通过空气洁净法令(Clean Air Act Amendments)以来, 美国环境保护署(The U.S. Environmen tal Pro tec tion Agency)就一直致力于减少有害空 气污染物(HAPS- hazardous air pollu tan ts)的排放,在一份清单上详细列举了约180 例被共认对健康造成威胁的挥发性化学物质。其中一些化合物是含在树脂中的,在高温固化 过程中释放含有毒气的污染物。在2003年初,美国环境保护署就专门针对复合材料行业制 定了相关法规,要求使用最大可达到的控制技术(maximum achievable control technolo gy, or MACT)来实现对有害污染物的排放控制。该条例是在2006年初生效。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
