 翻孔攻丝与螺母-尺寸参数与比较
翻孔攻丝与螺母-尺寸参数与比较

《翻孔攻丝与螺母-尺寸参数与比较》由会员分享,可在线阅读,更多相关《翻孔攻丝与螺母-尺寸参数与比较(9页珍藏版)》请在装配图网上搜索。
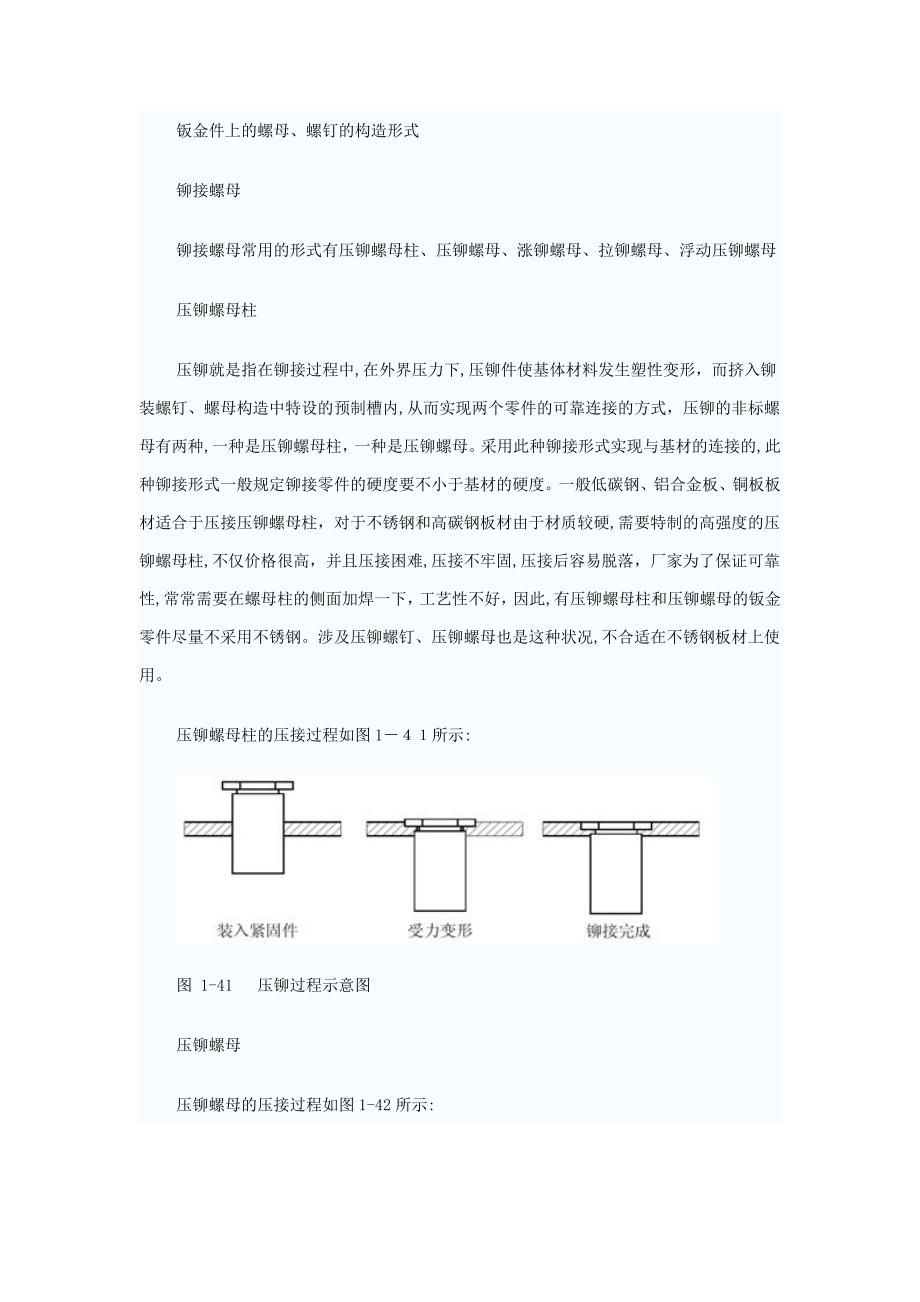
1、钣金件上的螺母、螺钉的构造形式铆接螺母铆接螺母常用的形式有压铆螺母柱、压铆螺母、涨铆螺母、拉铆螺母、浮动压铆螺母压铆螺母柱压铆就是指在铆接过程中,在外界压力下,压铆件使基体材料发生塑性变形,而挤入铆装螺钉、螺母构造中特设的预制槽内,从而实现两个零件的可靠连接的方式,压铆的非标螺母有两种,一种是压铆螺母柱,一种是压铆螺母。采用此种铆接形式实现与基材的连接的,此种铆接形式一般规定铆接零件的硬度要不小于基材的硬度。一般低碳钢、铝合金板、铜板板材适合于压接压铆螺母柱,对于不锈钢和高碳钢板材由于材质较硬,需要特制的高强度的压铆螺母柱,不仅价格很高,并且压接困难,压接不牢固,压接后容易脱落,厂家为了保证可
2、靠性,常常需要在螺母柱的侧面加焊一下,工艺性不好,因此,有压铆螺母柱和压铆螺母的钣金零件尽量不采用不锈钢。涉及压铆螺钉、压铆螺母也是这种状况,不合适在不锈钢板材上使用。压铆螺母柱的压接过程如图1所示:图 1-41 压铆过程示意图压铆螺母压铆螺母的压接过程如图1-42所示:图1-4 压铆过程示意图涨铆螺母涨铆就是指在铆接过程中,铆装螺钉或螺母的部分材料在外力作用下发生塑性变形,与基体材料形成紧配合,从而实现两个零件的可靠连接的方式。常用的RS等等就是采用此种铆接型式实现与基材的连接的。涨铆工艺比较简朴,连接强度较低,一般用在对紧固件高度有限制,且承受扭距不大的状况。如图143所示:图143涨铆过
3、程示意图拉铆螺母拉铆是指在铆接过程中,铆接件在外界拉力的作用下,发生塑性变形,其变形的位置一般在专门设计的部位,靠变形部位夹紧基材来实现可靠的连接。常用的拉铆螺母就是采用此种铆接型式实现与基材的连接的。拉铆使用专用的铆枪进行铆接,多用在安装空间较小,无法使用通用铆接工装的状况,例如封闭的管材。如图1-4所示: 图-4拉铆过程示意图 浮动压铆螺母有些钣金构造上的铆装螺母,由于整体机箱构造复杂,构造的积累误差太大,以致这些铆装螺母的相对位置误差很大,导致其他零件装配困难,在相应的压铆螺母位置上采用压铆式浮动螺母后,较好的改善了这一状况。如图1-45所示:(注意事项:压铆位置一定要有足够空间)图1-
4、45 浮动压铆螺母压入过程示意图涨铆螺母或压铆螺母到边距离涨铆螺母或压铆螺母都是通过对板料的挤压使之与板料铆合在一起,涨铆或压铆时如到边的距离太近,则容易使此部分变形,无特殊规定期,铆装紧固件中心线与板边沿最小距离应当不小于,见图1-6,否则必须使用专用夹具避免板的边沿受力变形。L的大小参见新的非标紧固件手册,每种非标紧固件的L值均有具体描述。图1-46 中心线与板边沿最小距离影响铆接质量的因素影响铆接质量的因素诸多,总结下来,重要有如下几种:基材性能,底孔尺寸,铆接方式。基材性能。基材硬度合适时,铆接质量较好,铆接件的受力较好。底孔尺寸。底孔尺寸的大小直接影响铆接的质量,开大了,基材和铆接件
5、的间隙大,对于压铆来讲,不能有足够的变形来填满铆接件上的沟槽,使剪切受力局限性,直接影响压铆螺母(钉)的抗推力。对于涨铆螺钉来讲,底孔太大,铆接过程中由塑性变形而产生的挤压力变小,直接影响涨铆螺钉(母)的抗推力和抗扭力。对拉铆相似,底孔太大,使塑性变形后两件之间的有效摩擦力减小,影响铆接的质量。底孔尺寸小,虽然在一定限度上可以增长铆接的承力,但是容易导致铆接外观质量差,铆接力大,安装不便、易导致底板变形等缺陷,影响铆接工作的生产效率和铆接的质量。铆接方式。在上一节中已有所简介。铆装螺钉、螺母在使用的过程中要非常注意其所在的场合,不同的场合,不同的受力规定,就要采用不同的型式。如果采用的不合适,
6、就会减少铆装螺钉、螺母的受力范畴,导致连接的失效。下面举几种例子来阐明正常状况下的对的使用措施。1) 不要在铝板阳极氧化或表面解决之前安装钢或不锈钢铆装紧固件。)同始终线上压铆过多,被挤压的材料没有地方可流动,会产生很大的应力,使工件弯曲成弧形3)尽量保证在板的表面镀覆解决后再安装铆装紧固件。)5、6、M8、M1的螺母一般要点焊,太大的螺母一般规定强度较大,可采用弧焊,M4(含M)如下尽量选用涨铆螺母,如是电镀件,可选用未电镀的涨铆螺母。5)当在折弯边上铆压螺母时,为保证铆压螺母的铆接质量,需注意、铆孔边到折弯边的距离必须不小于折弯的变形区。、铆装螺母中心到折弯边内侧的距离L应不小于铆装螺母外
7、圆柱半径与折弯内半径之和。即D+r。凸焊螺母凸焊螺母(点焊螺母)在钣金件构造设计中应用非常广泛,在公司的构造设计中,也常常用到,但是,诸多设计中,预孔的大小没有按照原则,是无法精拟定位的。国标的凸焊螺母有两种,一种是焊接六角螺母G380-9,定位比较粗糙,定位尺寸不精确,焊接后常常需要对螺纹回丝;此外一种是焊接六角螺母GB3681-92,焊接时有自定位构造,推荐采用这种构造。其构造型式和尺寸按图1-47和图8,焊接用钢板焊接前的孔径D0与板厚H的推荐值按表1-7的规定。图17焊接六角螺母GB138192构造型式图148焊接六角螺母与钢板的焊接表1-7 焊接六角螺母B3682尺寸和相应钢板的开孔
8、厚度(m)螺纹规格(或DP)M5M68M10MM16M81M101M12. 516 5(M01.2)(12125)ein98310.912.023818740912651dyax5.9769.960.51.417518.mi5.8856.878710.3412.341648605h1max0.60.70750.91151.40.80in0.50.0.6.750951.201.60h2ax0.350.400.0.5000.010in0.2500.0.5500.600.80mmax34.8013i3.23.7476147.64.642.30max6.0757.98.00.61.611.91.93m
9、in610.512.514.8Hax3.544.556min0.750.90.911.251.52翻孔攻丝翻孔攻丝的预孔、外经、高度等列表:常用粗牙螺纹翻孔尺寸表1-18 常用粗牙螺纹翻孔尺寸螺纹直径M材料厚度t翻孔内径D1翻孔外径D2翻孔总高预冲孔直径翻孔圆角半径.02.2.81.21.40.82.8.441.50.41.9.8.20.1.22.91921.30.6M1.53.1.4051.2.61.53.52.470.75M41.34.42.3.5.25.162.30.61.54.652.180754.5221M51.2.2.62.3.6.5.73.50.7525.53.72.557543.11.25翻孔攻丝到折弯边的最小距离表1-9 翻孔攻丝中心到折弯边距离H值对照表:材料厚度螺纹直径1.0.21.5.0M362.6-M4778-5-7.8.4-涨铆螺母、压铆螺母、拉铆、翻孔攻丝的比较表1- 涨铆螺母、压铆螺母、拉铆、翻孔攻丝的比较连接方式特点涨铆螺母压铆螺母拉铆翻孔攻丝加工性好好好一般板材规定不锈钢铆装易脱落不锈钢铆装很差,要使用特制压铆螺母,且要点焊无薄板及铜、铝软材易滑牙精度好好好一般耐用性好好好铜、铝软材差,其他材料螺纹有3扣以上好成本高高一般底质量好好好一般
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 幼儿园绘本故事当我睡不着的时候课件
- 人教版小学五年级品德与社会上册《五十六个民族五十六朵花》ppt课件
- 人教版小学一年级音乐下册红眼睛绿眼睛ppt课件
- 人教版小学数学四年级上册《数学广角》ppt课件
- 幼儿园优质课件小猫的生日
- 幼儿园科学活动区创设与材料投放课件
- 人教版小学四年级音乐小螺号ppt课件
- 幼儿园科学教育的方法和途径课件
- 开盘前广告策略案课件
- 人教版小学一年级品德与生活《校园铃声》ppt课件
- 人教版小学五年级音乐吹起羌笛跳锅庄ppt课件
- 人教版小学四年级英语下册unit3_weather第三课ppt课件
- 人教版小学一年级上册数学第二单元上下前后ppt课件
- 人教版小学五年级美术第17课电脑动画ppt课件
- 幼儿园优质课件-幼儿园中班“我们都是好朋友”课件
