 表9检验和试验项目
表9检验和试验项目

《表9检验和试验项目》由会员分享,可在线阅读,更多相关《表9检验和试验项目(6页珍藏版)》请在装配图网上搜索。
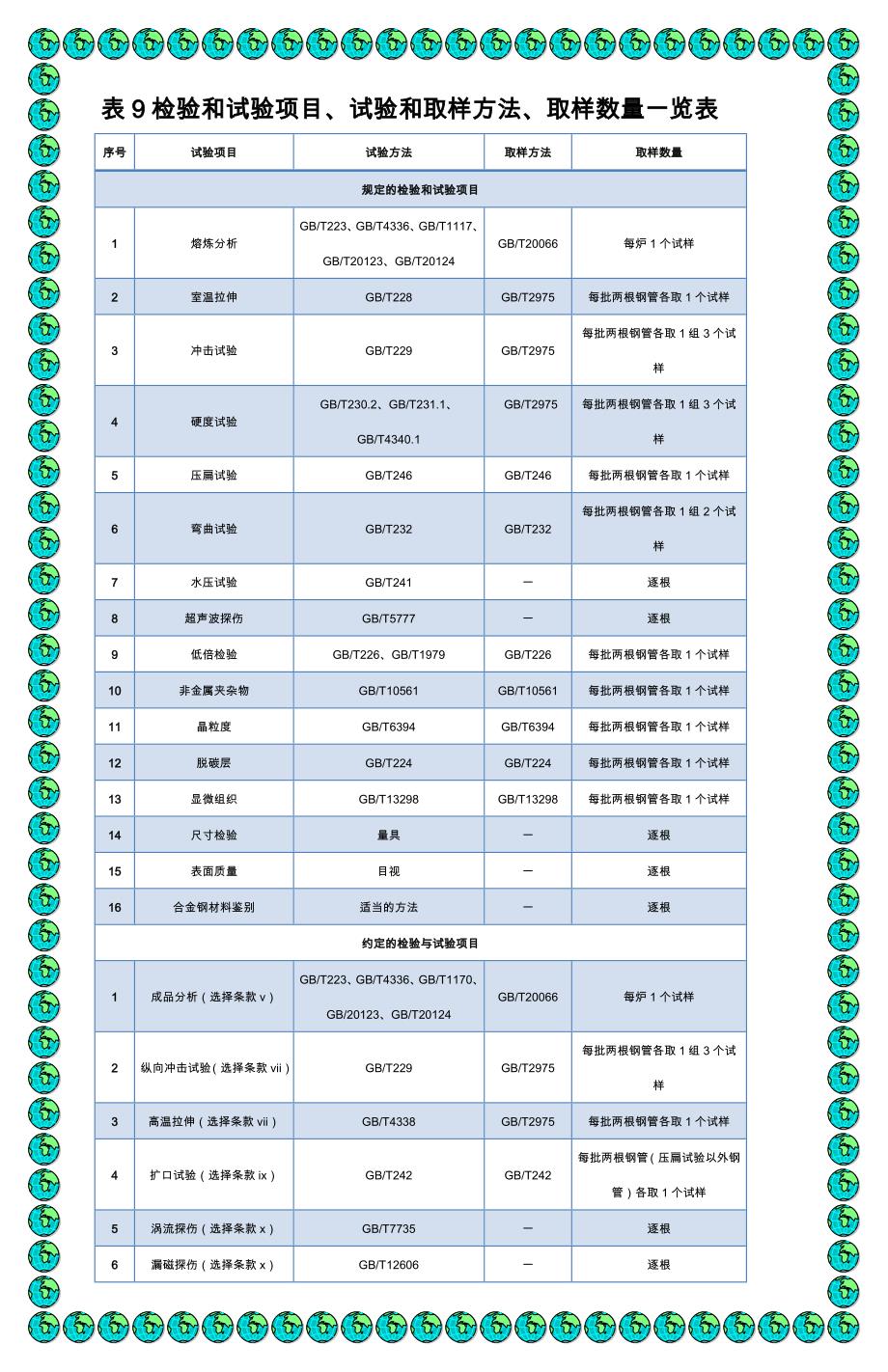
1、表9检验和试验项目、试验和取样方法、取样数量一览表序号试验项目试验方法取样方法取样数量规定的检验和试验项目1熔炼分析GB/T223、GB/T4336、GB/T1117、GB/T20123、GB/T20124GB/T20066每炉1个试样2室温拉伸GB/T228GB/T2975每批两根钢管各取1个试样3冲击试验GB/T229GB/T2975每批两根钢管各取1组3个试样4硬度试验GB/T230.2、GB/T231.1、GB/T4340.1GB/T2975每批两根钢管各取1组3个试样5压扁试验GB/T246GB/T246每批两根钢管各取1个试样6弯曲试验GB/T232GB/T232每批两根钢管各取1
2、组2个试样7水压试验GB/T241一逐根8超声波探伤GB/T5777一逐根9低倍检验GB/T226、GB/T1979GB/T226每批两根钢管各取1个试样10非金属夹杂物GB/T10561GB/T10561每批两根钢管各取1个试样11晶粒度GB/T6394GB/T6394每批两根钢管各取1个试样12脱碳层GB/T224GB/T224每批两根钢管各取1个试样13显微组织GB/T13298GB/T13298每批两根钢管各取1个试样14尺寸检验量具一逐根15表面质量目视一逐根16合金钢材料鉴别适当的方法一逐根约定的检验与试验项目1成品分析(选择条款v)GB/T223、GB/T4336、GB/T117
3、0、GB/20123、GB/T20124GB/T20066每炉1个试样2纵向冲击试验(选择条款vii)GB/T229GB/T2975每批两根钢管各取1组3个试样3高温拉伸(选择条款vii)GB/T4338GB/T2975每批两根钢管各取1个试样4扩口试验(选择条款ix)GB/T242GB/T242每批两根钢管(压扁试验以外钢管)各取1个试样5涡流探伤(选择条款x)GB/T7735一逐根6漏磁探伤(选择条款x)GB/T12606一逐根7更严格的非金属夹杂物检验(选择条款xi)GB/T10561GB/T10561每批两根钢管各取1个试样8晶间腐蚀试验(选择条款xii)GB/T4334GB/T433
4、4每批两根钢管各取1个试样表10 试件在所列焊接条件时试件厚度与焊件厚度规定 单位为mm序号试件的焊接条件适用于焊件的最大厚度母材焊缝金属1除气焊、螺柱电弧焊、摩擦焊外,时间经超多上转变温度的焊后热处理1.1T按表7、表8中相关规定执行。2试件为单道焊或多道焊时,若其中任一焊道的厚度大于13mm1.1T3气焊T4短路过度的熔化极气体爱护焊,当试件厚度小于13mm1.1T5短路过渡的熔化极气体爱护焊,当试件焊缝金属厚度小于13mm按表7、表8或6.1.5.2中相关规定执行1.1t表1-2 焊接工艺规程和焊接工艺评定的国际标准体系方法电弧焊气焊电子束焊激光焊电阻焊螺柱焊摩擦焊一般原则ISO 156
5、07分类指南ISO/TR15608不适用ISO/TR15608WPSISO 150609-1ISO 150609-2ISO 150609-3ISO 150609-4ISO 150609-5ISO 14555ISO 15620试验焊材ISO 15610不适用以前的焊接阅历ISO 15611ISO 15611ISO 14555ISO 15611ISO 15620标准焊接工艺规程ISO 15620/预生产焊接试验ISO 15613ISO 15613ISO 14555ISO 15613ISO 15620焊接工艺评定试验ISO 15614-1-10ISO 15614-1,-3-6,-7ISO 15614
6、-7,-11ISO 15614-12, -13ISO 14555ISO 15620表2 钛和钛合金焊丝和填充丝化学成分(质量分数) 牌号主要成分杂质元素残余元素3901952292承压设备焊接工艺设定压力容器焊接规程承压设备产品焊接试件的力学性能检验锅炉、热交换器用管订货技术条件承压设备用焊接材料订货技术条件表9 常用铜及铜合金焊条的适用范围焊条类别焊条型号(GB/T3670)适用范围纯铜E Cu焊接脱氧铜、无氧铜和电解铜,还可以用于这些材料的表面堆焊,以及钢的表面堆焊硅青铜E CuSi-AE CuSi-B主要用于焊接铜-硅合金,也可以用于焊接铜、铜合金和某些铁基金属。以及表面耐蚀堆焊磷青铜E
7、 CuSn-AE CuSn-B焊接类似成分的磷青铜,也可以焊接黄铜,以及黄铜与碳钢的焊接 ECuSn-B熔敷金属比ECuSn-A具有更高的硬度和抗拉强度白铜E CuNi-AE CuNi-B焊接铜镍合金板材、锻件或铸件铝青铜E CuA1-A2焊接类似成分的铝青铜、高强度铜-锌合金、硅青铜、锰青铜、部分镍基合金、多种钢材及异种金属。也可以用于耐磨、耐腐蚀堆焊E CuA1-B补焊铝青铜和其他铜合金铸件,也用于耐磨、耐腐蚀表面堆焊与E CuA1-A2相比,熔敷金属抗拉强度较高,塑性较低E CuA1Ni焊接镍-铝青铜的锻件与铸件。熔敷金属在盐水和微碱具有高耐腐蚀、浸蚀与气蚀实力E CuMnA1Ni焊接锰
8、-镍-铝青铜的锻件与铸件。熔敷金属具有优良耐腐蚀、耐浸蚀和抗气蚀实力表10 常用铜及铜合金焊丝的适用范围焊丝类别焊丝牌号(GB/T9460)适用范围纯铜HS Cu焊接脱氧铜和电解铜硅青铜HS CuSi焊接铜-硅、铜-锌合金,以及与这些铜合金与钢的焊接磷青铜HS CuSn焊接青铜和黄铜,也可以焊接纯铜白铜HS CuNi焊接铜-镍合金铝青铜HS CuAi用于耐腐蚀(酸、盐、弱碱)表面堆焊和耐磨表面堆焊镍铝青铜HS CuA1Ni焊接镍-铝青铜的锻件或铸件表7 成品钢管的实际晶粒度序号钢类(钢的牌号)晶粒度级别两个试片上晶粒度最大级别与最小级别差110、20、16Mn,20G、20MnG、25MnG、
9、15MoG、20MoG、12CrMoG、15CrMoG、12Cr2MoG、12Cr1MoVG、12Cr2MoWVTiB、07Cr2MoW2VNbB、12Cr3MoVSiTiB、15Ni1MnMoNbCu410级不超过3级SA192、SA210A-1、SA210C、SA106B、SA106B、SA106C、T1、T1a、T1b、T11/P11、T12/P12、T22/P22、T232P265GH、16Mo3、13CrMo4-5、10CrMo9-10、15NiCuMoNb5-6-4310Cr9Mo1VNbN、10Cr9MoW2奥氏体晶粒度4级不超过3级T91/P91、T92/P92、P911407
10、Cr19Ni10、07Cr19Ni11Ti、07Cr18Ni11Nb、47级TP304H、TP321H、TP347H507Cr25Ni9NbCu3BN37级610Cr18Ni9NbCu3BN、08Cr18Ni11NbFG710级S20432、TP347HFG表8 成品钢管的显微组织分类参考标准牌号显微组织非合金钢GB531010、 20、16Mn、20G、20MnG、25MnG钛素体加珠光体ASMESA-i92MSA192ASMESA-210MSA210A-1、SA210CASMESA-106SA106B、SA106CEN10216P265GH合金钢GB 531015MoG、20MoG、12CrMoG、15CrMoG铁素体加珠光体、或铁素体加珠光体加粒状贝氏体,不允许存在相变产物(如黄块状组织)ASMESA-209MT1、T1a、T1bASMESA-213MT11、T12ASMESA-335MP11、P12EN1021616Mo3、13CrMo4-5
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
