 液态硅胶注射成型
液态硅胶注射成型

《液态硅胶注射成型》由会员分享,可在线阅读,更多相关《液态硅胶注射成型(6页珍藏版)》请在装配图网上搜索。
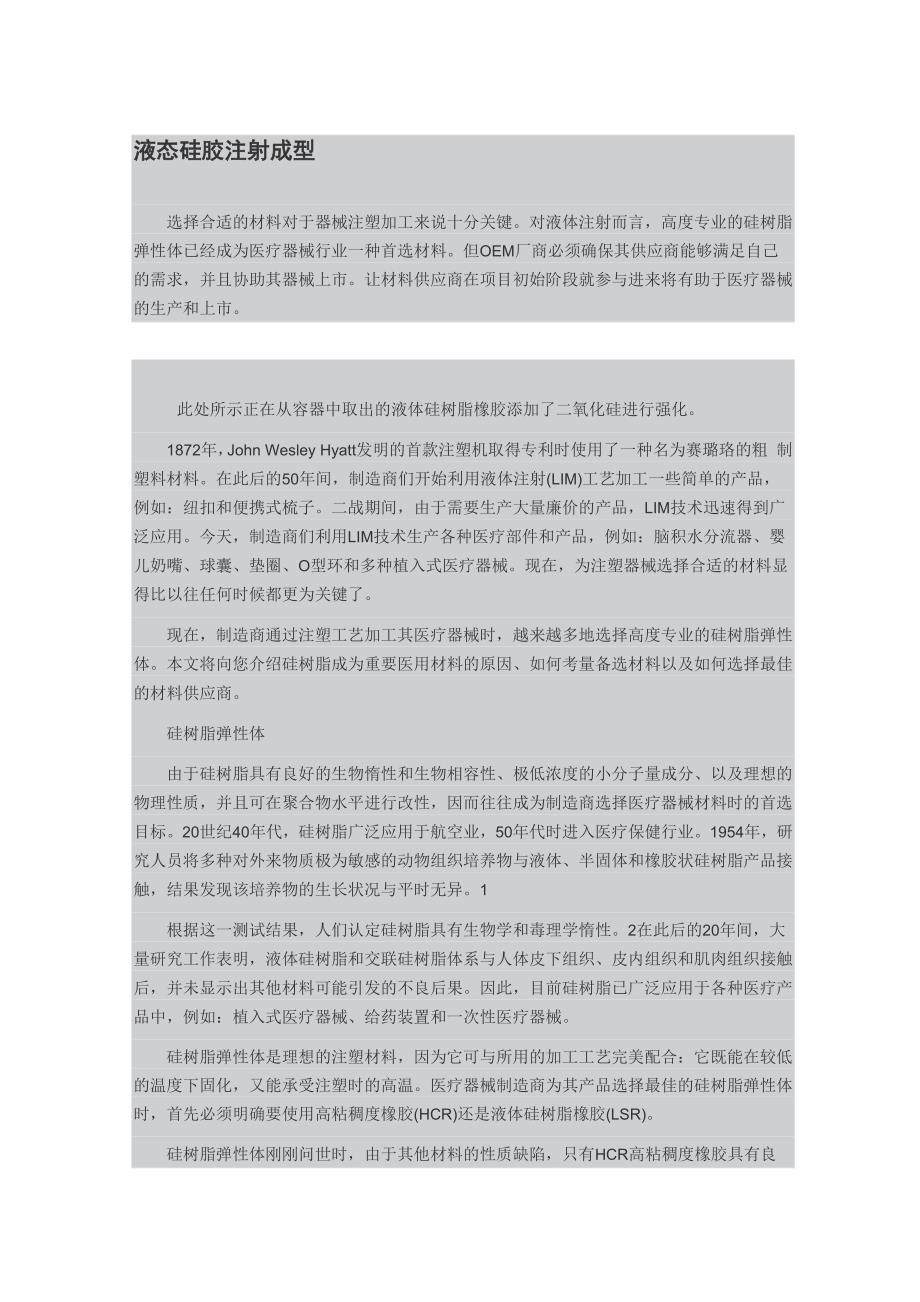
1、液态硅胶注射成型选择合适的材料对于器械注塑加工来说十分关键。对液体注射而言,高度专业的硅树脂 弹性体已经成为医疗器械行业一种首选材料。但OEM厂商必须确保其供应商能够满足自己 的需求,并且协助其器械上市。让材料供应商在项目初始阶段就参与进来将有助于医疗器械 的生产和上市。此处所示正在从容器中取出的液体硅树脂橡胶添加了二氧化硅进行强化。1872年,John Wesley Hyatt发明的首款注塑机取得专利时使用了一种名为赛璐珞的粗 制塑料材料。在此后的50年间,制造商们开始利用液体注射(LIM)工艺加工一些简单的产品, 例如:纽扣和便携式梳子。二战期间,由于需要生产大量廉价的产品,LIM技术迅速
2、得到广 泛应用。今天,制造商们利用LIM技术生产各种医疗部件和产品,例如:脑积水分流器、婴 儿奶嘴、球囊、垫圈、O型环和多种植入式医疗器械。现在,为注塑器械选择合适的材料显 得比以往任何时候都更为关键了。现在,制造商通过注塑工艺加工其医疗器械时,越来越多地选择高度专业的硅树脂弹性 体。本文将向您介绍硅树脂成为重要医用材料的原因、如何考量备选材料以及如何选择最佳 的材料供应商。硅树脂弹性体由于硅树脂具有良好的生物惰性和生物相容性、极低浓度的小分子量成分、以及理想的 物理性质,并且可在聚合物水平进行改性,因而往往成为制造商选择医疗器械材料时的首选 目标。20世纪40年代,硅树脂广泛应用于航空业,5
3、0年代时进入医疗保健行业。1954年,研 究人员将多种对外来物质极为敏感的动物组织培养物与液体、半固体和橡胶状硅树脂产品接 触,结果发现该培养物的生长状况与平时无异。1根据这一测试结果,人们认定硅树脂具有生物学和毒理学惰性。2在此后的20年间,大 量研究工作表明,液体硅树脂和交联硅树脂体系与人体皮下组织、皮内组织和肌肉组织接触 后,并未显示出其他材料可能引发的不良后果。因此,目前硅树脂已广泛应用于各种医疗产 品中,例如:植入式医疗器械、给药装置和一次性医疗器械。硅树脂弹性体是理想的注塑材料,因为它可与所用的加工工艺完美配合:它既能在较低 的温度下固化,又能承受注塑时的高温。医疗器械制造商为其产
4、品选择最佳的硅树脂弹性体 时,首先必须明确要使用高粘稠度橡胶(HCR)还是液体硅树脂橡胶(LSR)。硅树脂弹性体刚刚问世时,由于其他材料的性质缺陷,只有HCR高粘稠度橡胶具有良好的市场销量。HCR由高分子量聚合物和二氧化硅组成,可经注塑、挤出或压延,加工成有 用的部件。HCR粘度与粘土类似,预先配制成单组份或双组份体系(分别使用过氧化物催化 剂和铂催化剂)。一位技师正准备切下一块高粘度橡胶,以便称重后碾磨。铂催化固化系统问世后LSR液体硅树脂橡胶才开始得到应用,这种固化系统使硅树脂材 料能够被泵入到注塑设备中。人们利用二氧化硅对LSR进行加强,并且通常采用中分子量聚 合物。液体硅树脂橡胶无重力
5、流动性,粘度与凡士林油类似,易于泵入注塑机内,用于注塑 部件的加工。通常,LSR均按1:1的混合比例配制成双组份体系,便于用户进行液体注射加工。 最终选择HCR还是LSR取决于部件加工时所使用的最为经济高效的注塑方法。注塑方法注塑方法有三种,分别为:压缩注塑、转移注塑和液体注射。压缩注塑和转移注塑均适 合小规模生产,通常均使用HCR材料。与液体注射相比,压缩注塑或转移注塑的循环时间 较长(大约为3分钟)。但是,这两种加工方法的最初生产成本相对较低,因为它们均可使用 较为廉价的设备,而且只需较少的模具设计和原型制造工作。如果需要较大的年产量,则可 采用液体注射方法,获得较短的循环时间(一般在1秒
6、以内)、极少的废料损失、一致的部件 品质以及极低的污染风险。该方法由于无需预先对材料进行处理,所需清洗工作也极少,因 此还可降低劳动力成本。但是,由于使用更为复杂的模具,而且需要在循环时间和腔数之间取得平衡,液体注射 方法也有一些缺陷,即:原型制造过程中要进行大量的模具设计,高昂的设备投资以及大量 的前期模具开支。传统的液体注射设备需要使用粘度较低的LSR材料。而新型液体注射设备 则可对高粘度LSR甚至HCR进行加工。在LSR和HCR之间进行选择时,医疗器械制造商 必须考虑材料的固化前和固化后物理性质。固化后性质产品类别*固化前性质SHORE A硬度伸展率(外)抗张强度(PSI)(MPA)撕裂
7、强度(PH) (KNM)分散性 材料10010,000高度流动 性;可用于 浸渍或喷涂5-80200-1100200-1100 (1.4-8)50-260 (8.846)低粘度弹性体1000100,000流动性材 料】固化方 案灵活(可 在较高温度 下较短时间内固化)5-6075-400900 max (6.2)4G-150 (7-26.4)液体硅树脂橡 胶50,000 - 750,000可抽吸;主 要在高温下 固化电5-80200-1200400-1200 (2.8-8.3)50-300(9-54)高粘度 橡胶胶状蜡状和粘土状;固化前 可保持形状,20-8。300-1200900-1600
8、(62-11)70-300(12-54)表I.(点击放大)各种材料及其性质列表。材料的固化后物理性质决定了医疗器械的强度、耐久性、触感和外观。首先必须确定合 适的硬度。LSR的Shore A硬度一般在5-80之间,或者说既可以很柔软也可以较为坚硬。抗 张性质也很重要,包括:伸展率、抗张强度和应变应力(模量伸展率是指材料破裂时应变 百分率,LSR的伸展率通常为80-1200%。抗张强度是指弹性体破裂时的最大应力(psi或 kappa),LSR的抗张强度通常为500-1300 psi (3500-9000 kappa)。应变应力或者称为模量, 是指材料发生一定程度伸展时的应力。硅树脂的应力-应变性
9、质取决于材料的分子结构。最后, 制造商还必须考虑材料的撕裂强度,也就是将经过切割的标准形状样品撕开所需的能量。表 I列举了一些材料的物理性质。制造商通过分析材料固化前和固化后性质选出最佳的材料后,下一步就要找到将材料从 固化前状态转化为固化后状态的方法。选择具有很长适用期(或称釜中寿命)的材料十分关 键。适用期是指硅树脂经催化后在发生交联而无法使用之前在室温环境下适于加工的时间。 对于LSR材料,适用期的测定方法是将两个组份混合在一起,经过一定时间后插入一把刮铲, 然后缓慢抽出,将材料拉长。当LSR材料最低拉长不到1英寸即断裂时,即可认为已超过其 适用期。大多数铂固化LSR材料的适用期通常可达
10、72小时,因此加工灵活。制造商可以先混合材 料,装载液体注射设备,然后使用多个班次,甚至可以持续一个周末。这不仅缩短了每个班 次重新装载材料所需的工作时间,而且减少了为避免材料在设备内固化而必须进行的设备清 洗工作。固化曲线对于液体注射而言,最重要的一个性质就是备选硅树脂的固化曲线。利用振荡盘式流变 计(ODR)检测混合后的材料能够获得准确材料固化曲线。进行ODR测试时,将硅树脂样品置 于两个加热滚筒间的振荡盘内。该测试通常在固定的温度下进行,ODR可记录硅树脂开始固 化时扭矩响应的增加。该固化曲线可详细显示材料在应力作用下受热时的流变学性质和固化 速度。需要重点观察的测定值包括:最小扭矩,即
11、:材料固化前最初保持的扭矩值;最大扭 矩,即:材料固化后保持的最大扭矩值;焦化时间,即:材料扭矩比特定温度下最小扭矩高 出1磅(Ts1)的时间;以及T90,即:材料扭矩达到特定温度下最大扭矩90%的时间。图1.(点击放大)理想的液体注射流变测量曲线。深色阴影部分代表固化变量(,即: 材料达到焦化时间后达到T90扭矩所需的时间)小于1分钟。进行液体注射时,通常要将液体硅树脂泵入加热模具中,因此选择液体注射材料时最重 要的参数值可能就要数固化变量(了。固化变量是指材料达到焦化时间后达到T90扭矩所需 的时间。固化变量在一分钟以内(最好不到30秒钟)可避免部分固化或者固化砂眼等注塑问 题,而且对于产
12、品外观和孔性也很重要。图1显示了理想的液体注射流变测量曲线。与其他材料的相互作用OEM制造商应仔细分析每种材料与硅树脂和注塑工艺间的化学和机械作用。例如:有些 制造商可能希望向硅树脂中添加某种药物活性成分(API)。然后将硅树脂注塑加工成给药装 置,使其缓慢释放该药物活性成分。但是,如果该药物活性成分对温度敏感,也即是说在高 温下会降解,那么制造商就不能使用高温注塑技术。此时,制造商必须选择低温或者室温固 化材料。固化抑制是医疗器械制造商在进行设计和设计转移时另一个必须格外注意的问题。一些 硅树脂材料的固化机制会被永久性地抑制或者破坏,当邻近的基质或气体减缓或者抑制交联 反应时就会导致这种情况
13、。这种不良作用也为这些物质赢来了毒物这一业内称谓。这些物质 会导致加工过程发生明显的波动,从而影响最终的产品。许多种化学元素和化合物都会对医疗器械中硅树脂固化常用的铂催化剂固化系统产生抑 制作用。常见的一些有抑制作用的物质包括:胺、酰胺、紫外线固化粘合剂;某些弹性体如: 乳胶和天然橡胶;某些氯化塑料;某些含锡或硫的化合物;以及许多有机物如:木材、皮革 和粘土。在最初的设计和设计转移阶段,制造商应该对加工过程中可能与硅树脂接触的备选 材料进行测试。铂固化系统一名工人正在手工混合液体硅树脂橡胶。加工含有硅树脂的医疗器械时往往使用铂固化系统,因为该系统适合多种生产环境,而 且固化过程中不产生副产品。
14、这些系统多为双组份式,每个组份含有不同的功能成分,两个 组份混合后立即发生固化。通常,一个组份含有乙烯基功能硅树脂和铂催化剂,另一组份含 有乙烯基功能聚合物、氢化物功能(Si-H)交联剂和固化抑制剂。这种固化抑制剂可调节系统的 固化速度,与我们此前介绍的固化毒物并不相同。固化化学反应步骤为Si-H功能交联剂直接 加成到乙烯基功能聚合物上,形成乙烯桥式交联。材料固化后粘度对最终交联密度极为敏感。 严重固化抑制会导致完全无法固化,中度固化抑制会导致最终硬度较低(即:材料硬度低于 预期水平)。即使轻度的固化抑制也会导致硅树脂材料的基质表面呈现潮湿的状态。最终用途制造商选择材料时最后一个需要考虑的关键
15、问题是医疗器械的最终用途.医疗器械的最 终用途通常分为三种:长期使用、短期使用和一次性使用。长期使用(无时间限制)材料用 于将要长期植入人体(29天)的器械。短期使用(有时间限制)材料用于暂时植入人体(29 天)的器械。有些材料则可用于一次性医疗器械。产品最终用途关系到材料成本、材料特性 以及材料供应商提供的法规支持。选择供应商制造商确定材料后,接下来就要选择供应商。器械制造商应选择那些理解医疗器械OEM 厂商特殊需求并且有经验也承诺与主管部门合作的材料供应商。供应商应具备以下品质:?通过ISO 9001:2000认证的健全的质量体系。?处理FDA器械主文件的经验。?符合美国药典、欧洲药典和C
16、GMP规范。长远来看,医疗器械制造商应该与那些不仅符合联邦法典第21章第820部分要求而且能 够协助器械上市的合作伙伴。与主管部门有长期合作关系的材料供应商将是实现这一目标过 程中十分有用的资源。OEM厂商应选择愿意与客户合作、建立伙伴关系并且愿意分享项目所 有权的材料供应商。制造商还应确认供应商愿意签署保密协议,并且允许客户进行现场访问和公司审核。另外,材料供应商还应具有有效的设计控制程序,以便确定材料加工所用的工艺。供应 商还应具有成熟的设计转移程序,可将产品从设计阶段转入大规模生产阶段。细致高效的设 计控制和设计转移程序可预测、发现和避免硅树脂材料加工时潜在的问题。对于硅树脂专业加工而言,制造商还应评估材料供应商的生产现场的装备。例如:使用 液体注射设备时,原型制造过程中可使用并排管状套件,这样分配材料时就能将双组份混合, 而大规模生产时则需要使用较大的桶状套件。另外,有些医疗器械可能还需要灭菌,因此材 料供应商需要在装运前进行包装灭菌,或者将材料包装成适合灭菌的结构。结论选择合适的材料对于器械注塑加工来说十分关键。对液体注射而言,高度专业的硅树脂 弹性体已经成为医疗器械行业一种首选材料。但OEM厂商必须确保其供应商能够满足自己 的需求,并且协助其器械上市。让材料供应商在项目初始阶段就参与进来将有助于医疗器械 的生产和上市。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
