 铆接粘接与锡焊课件
铆接粘接与锡焊课件

《铆接粘接与锡焊课件》由会员分享,可在线阅读,更多相关《铆接粘接与锡焊课件(14页珍藏版)》请在装配图网上搜索。
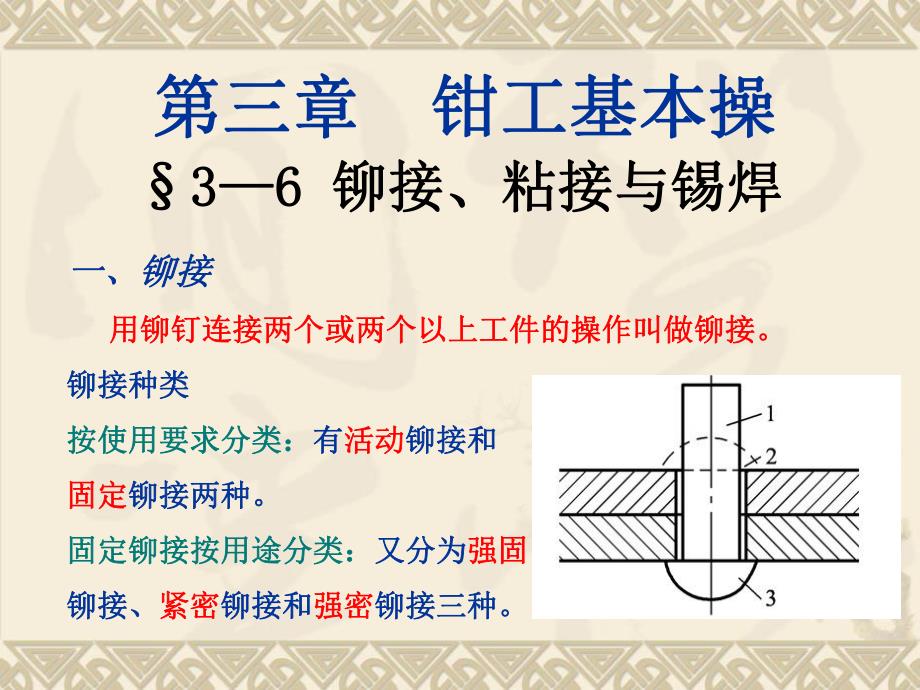
1、第三章第三章 钳工基本操钳工基本操 36 36 铆接、粘接与锡焊铆接、粘接与锡焊 一、铆接一、铆接 用铆钉连接两个或两个以上工件的操作叫做铆接。用铆钉连接两个或两个以上工件的操作叫做铆接。铆接种类铆接种类按使用要求分类按使用要求分类:有有活动活动铆接和铆接和固定固定铆接两种。铆接两种。固定铆接按用途分类:固定铆接按用途分类:又分为又分为强固强固铆接、铆接、紧密紧密铆接和铆接和强密强密铆接三种。铆接三种。按铆接的方法分类:按铆接的方法分类:有有冷冷铆接、铆接、热热铆接和铆接和混合混合铆接三种。铆接三种。铆接结构特点与应用铆接结构特点与应用活动铆接活动铆接其结合部位可以相互转动(如剪刀、钢丝钳、其
2、结合部位可以相互转动(如剪刀、钢丝钳、划规等工具)。划规等工具)。强固铆接强固铆接用于足够的强度,承受强大作用力的场合如桥用于足够的强度,承受强大作用力的场合如桥梁车辆。梁车辆。紧密铆接紧密铆接用于低压容器要求不渗漏,可承受较小的均匀用于低压容器要求不渗漏,可承受较小的均匀的压力。的压力。强密铆接强密铆接要能承受很大的压力,要求接铆非常紧密保证要能承受很大的压力,要求接铆非常紧密保证不渗漏,用于蒸汽锅炉等。不渗漏,用于蒸汽锅炉等。冷铆冷铆直接镦出铆合头,一般直径直接镦出铆合头,一般直径6mm6mm以下均可冷镦。以下均可冷镦。热铆热铆加热到一定温度,因受热后塑性好易镦成型而且冷加热到一定温度,因
3、受热后塑性好易镦成型而且冷却后铆钉杆收缩,还可以加大结合强度。但然铆时孔径应放却后铆钉杆收缩,还可以加大结合强度。但然铆时孔径应放大大0.50.51mm1mm。混合铆混合铆铆接时,把铆头端部加热,铆接细长的铆钉较适铆接时,把铆头端部加热,铆接细长的铆钉较适用,可避免铆接时铆钉杆部弯曲。用,可避免铆接时铆钉杆部弯曲。铆钉铆钉铆钉的种类:铆钉的种类:1 1)按铆钉的形状分为)按铆钉的形状分为平头、半圆头、沉头、半圆沉头、平头、半圆头、沉头、半圆沉头、皮带钉。皮带钉。2 2)按材料分为)按材料分为钢铆钉、铜、铝、铆钉等。钢铆钉、铜、铝、铆钉等。铆钉的种类铆钉的种类铆接工具:铆接工具:手锤压、紧冲头罩
4、模、顶模手锤压、紧冲头罩模、顶模铆接形式与铆钉排列铆接形式与铆钉排列两块板两块板一块板折边一块板折边铆接工具使用及铆接方法铆接工具使用及铆接方法抽芯铆钉抽芯铆钉击芯铆钉击芯铆钉铆距:铆距:铆钉与铆钉间,铆钉与板料边缘间的距离。铆钉与铆钉间,铆钉与板料边缘间的距离。单排铆距单排铆距铆钉中心距等于铆钉直径的三倍(即铆钉中心距等于铆钉直径的三倍(即t=3dt=3d),没有中心距由边缘到铆钉中心孔没有中心距由边缘到铆钉中心孔a a约为约为1.5d1.5d。双排铆距双排铆距 :t=4d a=1.5d dt=4d a=1.5d d为铆钉直钉为铆钉直钉注:注:在铆接中有三种隐患性的损坏情况存在,(在铆接中有
5、三种隐患性的损坏情况存在,(1 1)沿铆钉)沿铆钉中心线板料被拉断,(中心线板料被拉断,(2 2)铆钉被剪断,()铆钉被剪断,(3 3)孔壁被铆钉)孔壁被铆钉压坏。压坏。铆钉长度、直径及底孔直径的确定铆钉长度、直径及底孔直径的确定铆钉直径的确定铆钉直径的确定铆钉直径的大小与被连接板的厚度有铆钉直径的大小与被连接板的厚度有关,当被连接板厚相同时铆钉直径等于板厚的关,当被连接板厚相同时铆钉直径等于板厚的1.81.8倍(取倍(取整数)整数)铆钉长度的确定铆钉长度的确定铆钉所需长度等于铆接件总厚度加上铆铆钉所需长度等于铆接件总厚度加上铆合头所需长度。合头所需长度。半圆头铆钉杆长度半圆头铆钉杆长度 L=
6、+L=+(1.251.251.51.5)d d 沉头铆钉杆长度沉头铆钉杆长度 L=+L=+(0.80.81.21.2)d d式中:式中:被连接板厚度被连接板厚度 d d铆钉直径铆钉直径底孔直径的确定底孔直径的确定铆接时底孔直径大小应随着连接要求不同铆接时底孔直径大小应随着连接要求不同而变化。而变化。如:如:孔径过小,使铆钉插入困难,过大则铆合后的工件易松孔径过小,使铆钉插入困难,过大则铆合后的工件易松一般粗装配时,底孔的直径比铆钉直径大一般粗装配时,底孔的直径比铆钉直径大0.20.20.5mm0.5mm,一般,一般精装配时精装配时-,底孔的直径比铆钉直径大,底孔的直径比铆钉直径大0.10.10
7、.2mm0.2mm。例:例:用沉头铆钉搭接连接用沉头铆钉搭接连接2mm2mm和和5mm5mm的两块钢板,求铆钉的的两块钢板,求铆钉的直径、长度、铆距及底孔直径。直径、长度、铆距及底孔直径。解:解:d=1.8t d=1.8d=1.8t d=1.82=3.6 2=3.6 取取=4mm=4mm 沉头铆钉杆长度公式沉头铆钉杆长度公式 L=+L=+(0.80.81.21.2)d d L=2+5L=2+5(0.80.81.21.2)4=10.24=10.211.8 mm11.8 mm 铆距公式:铆距公式:钉与钉:钉与钉:t3d t=3t3d t=34=12 mm4=12 mm 钉与边:钉与边:t1.5d
8、t=1.5t1.5d t=1.54=6 mm4=6 mm底孔直径:底孔直径:精配是为精配是为4.1 4.1,粗配时为粗配时为4.54.5 铆接弊病铆接弊病 造成原因造成原因 纠正方法纠正方法铆钉两头移位铆钉两头移位铆钉孔歪斜铆钉孔歪斜两孔不应错拉两孔不应错拉铆头不正铆头不正锤击不均锤击不均应锤中心后四周用力均匀应锤中心后四周用力均匀铆合面间铆钉挤出铆合面间铆钉挤出铆合面没存贴紧铆合面没存贴紧工件两平面应贴合工件两平面应贴合铆头不饱满铆头不饱满铆钉伸长度不够铆钉伸长度不够增加伸长部分的余量增加伸长部分的余量铆头有挤出不完整铆头有挤出不完整罩模安置不正罩模安置不正罩模装夹准确罩模装夹准确铆头贴合不
9、紧铆头贴合不紧铆钉长度不够铆钉长度不够增加长度增加长度铆头有裂痕铆头有裂痕伸出过长锤击过猛伸出过长锤击过猛算准应有长度均匀锤击算准应有长度均匀锤击铆钉弯曲铆钉弯曲铆孔过大在孔内变形铆孔过大在孔内变形铆钉孔应符合要求铆钉孔应符合要求铆接料变形铆接料变形铆钉过大或铆钉材料不合适铆钉过大或铆钉材料不合适铆钉的用料要正确铆钉的用料要正确铆接常见弊病及纠正方法:铆接常见弊病及纠正方法:二、二、粘接粘接 用黏结剂把相同或不同的材料牢固地连接在一起的操作用黏结剂把相同或不同的材料牢固地连接在一起的操作方法,称为方法,称为粘接粘接粘接的特点粘接的特点:它具有工艺简单,它具有工艺简单,操作方便,连接可靠,变形小
10、、操作方便,连接可靠,变形小、绝缘、耐水、耐油等特点。所粘接绝缘、耐水、耐油等特点。所粘接 的工件不需要经过高精度的机械加的工件不需要经过高精度的机械加 工,工,也不需特殊设备和贵重的材料,也不需特殊设备和贵重的材料,特别适用于不易锡焊的场合。在各特别适用于不易锡焊的场合。在各 种机械设备修复过程中,取得良好的效果。种机械设备修复过程中,取得良好的效果。粘接缺点:粘接缺点:不耐高温,粘接强度较低。不耐高温,粘接强度较低。目前,它以快速、牢目前,它以快速、牢固、节能、经济等优点代替了部分传统的铆接、焊接及螺纹固、节能、经济等优点代替了部分传统的铆接、焊接及螺纹连接等工艺。连接等工艺。无机黏结剂由
11、磷酸溶液和氧化物组成。在维修中应用的无机无机黏结剂由磷酸溶液和氧化物组成。在维修中应用的无机黏结剂主要是:磷酸黏结剂主要是:磷酸氧化铜黏结剂。氧化铜黏结剂。有机黏结剂主要是:环氧黏结剂,聚丙烯酸酯黏结剂。有机黏结剂主要是:环氧黏结剂,聚丙烯酸酯黏结剂。黏结剂分为黏结剂分为无机黏结剂无机黏结剂和和有机黏结剂有机黏结剂三、三、锡焊锡焊 利用工工具将焊料加热熔化后而将工件连接起来的操利用工工具将焊料加热熔化后而将工件连接起来的操作方法,称为作方法,称为锡焊锡焊 锡焊一般用于焊接强度不高或要求锡焊一般用于焊接强度不高或要求 密封性较好地连接,以及电器元件密封性较好地连接,以及电器元件 或电器设备的线头连接等。或电器设备的线头连接等。常用焊接工具:常用焊接工具:烙铁(电烙铁、烙铁(电烙铁、火烙铁)烘炉、喷灯。烙铁是火烙铁)烘炉、喷灯。烙铁是焊接的主要工具。焊接的主要工具。焊料与焊剂:焊料与焊剂:锡焊用的焊料叫焊锡,是一种锡铅合金,熔点锡焊用的焊料叫焊锡,是一种锡铅合金,熔点一般在一般在180180300300之间。之间。焊剂:焊剂:也称焊药,焊锡时必须用焊剂,起作用是清除焊缝处的也称焊药,焊锡时必须用焊剂,起作用是清除焊缝处的金属氧化膜,提高焊锡的黏附能力和流动性,增加焊接强度。金属氧化膜,提高焊锡的黏附能力和流动性,增加焊接强度。下节课再见
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
