 CDAPIPE施工规范
CDAPIPE施工规范

《CDAPIPE施工规范》由会员分享,可在线阅读,更多相关《CDAPIPE施工规范(8页珍藏版)》请在装配图网上搜索。
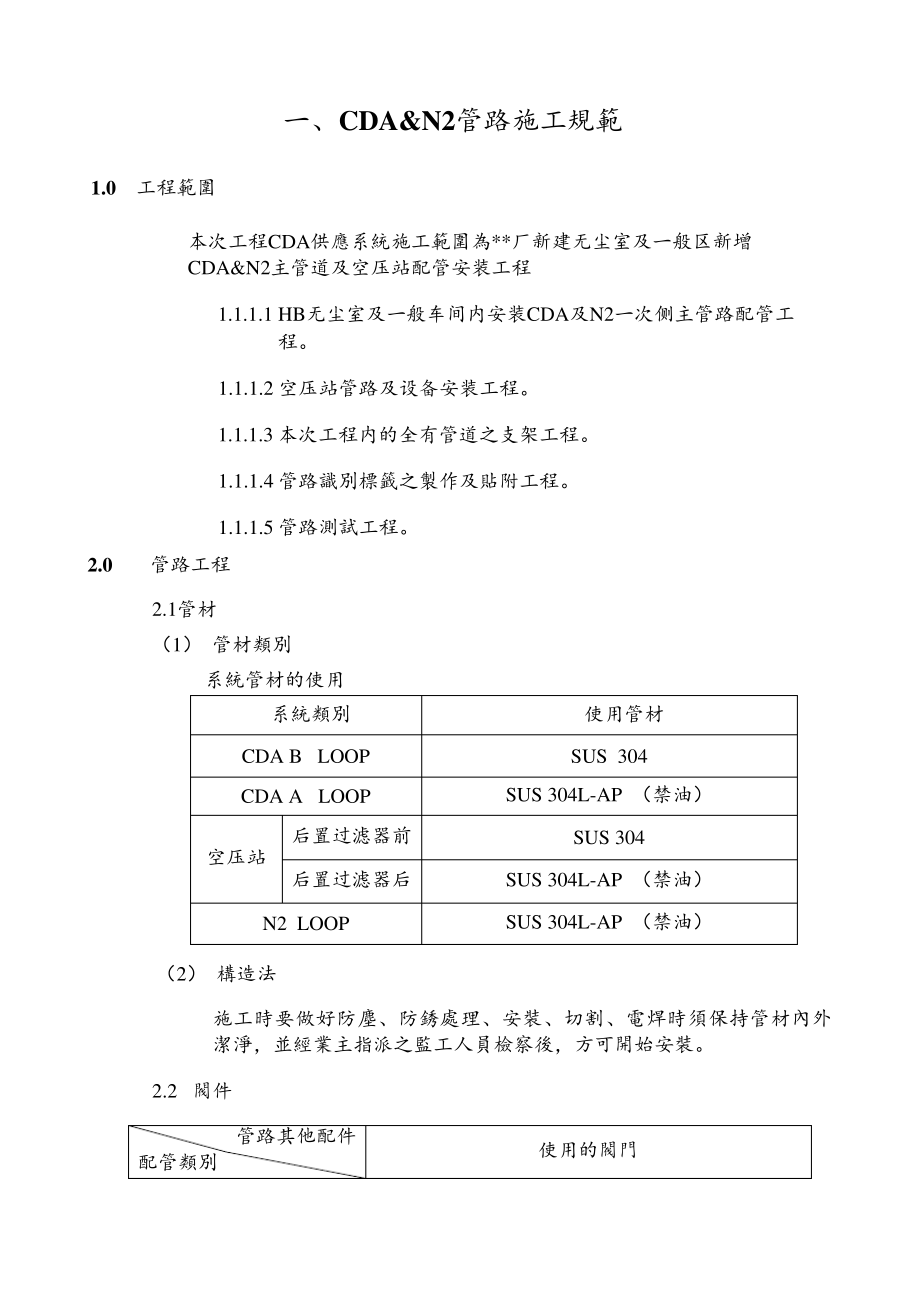
1、一、CDA&N2管路施工規範 1.0 工程範圍 本次工程CDA供應系統施工範圍為*厂新建无尘室及一般区新增CDA&N2主管道及空压站配管安装工程 1.1.1.1 HB无尘室及一般车间内安装CDA及N2一次侧主管路配管工程。1.1.1.2 空压站管路及设备安装工程。1.1.1.3 本次工程内的全有管道之支架工程。1.1.1.4 管路識別標籤之製作及貼附工程。1.1.1.5 管路測試工程。2.0 管路工程 2.1管材(1)管材類別 系統管材的使用 系統類別 使用管材 CDA B LOOP SUS 304 CDA A LOOP SUS 304L-AP (禁油)空压站 后置过滤器前 SUS 304 后
2、置过滤器后 SUS 304L-AP (禁油)N2 LOOP SUS 304L-AP (禁油)(2)構造法 施工時要做好防塵、防銹處理、安裝、切割、電焊時須保持管材內外潔淨,並經業主指派之監工人員檢察後,方可開始安裝。2.2 閥件 管路其他配件 使用的閥門 配管類別 CDA A LOOP 蝶閥(DN100 以上)304AP 禁油不銹鋼涡轮式 蝶閥(DN65DN80)304AP 禁油不銹鋼手柄式 球閥(DN15DN50)304AP 禁油不銹鋼球閥 CDA B LOOP 蝶閥(DN100 以上)304AP 不銹鋼涡轮式 蝶閥(DN65DN80)304AP 不銹鋼手柄式 球閥(DN15DN50)304
3、AP 不銹鋼制 N2 LOOP 蝶閥(DN100 以上)304AP 不銹鋼涡轮式 蝶閥(DN65DN80)304AP 不銹鋼手柄式 球閥(DN15DN50)304AP 不銹鋼制 3.0 施工要求、測試及檢驗 3.1.工作環境 對於 CDA&N2 LOOP 配管工程的施工需要在一定的潔淨場所裏施工,以避免污染。這種用來臨時作為潔淨的施工場所稱作臨時性潔淨棚。但對於一些必須要在現場施工的,要作出一定的防護措施。1)臨時性潔淨棚 a)微塵數目(靜態數,粒子大小0.3um 者)位置 潔淨度 切割/焊接工作區域 10000 b)條件:於焊接工作區域內,其溫度為 233,相對濕度則為6010%。c)换气率
4、:510 次/H。d)環境:此潔淨棚需足以阻絕微粒、油污及其它外來物質。2)在此區域工作的工作者需穿著無塵衣鞋 3)強制性穿戴手套:在進行每一個操作時必須穿上乾淨棉制手套,嚴禁使用裸手操作。3.2 焊接人員的資格檢定 每一位負責實際焊接工作的人員必須通過專業氣體公司之不銹鋼職業自動焊接技術的檢定,且有核發焊接資格許可證並經業主審核及檢測通過,始可操作。3.3 施工方法 系統類別 使用管材 施工方法 CDA&N2 LOOP SUS 304L AP 自動焊、FLANGE 3.4 工作完成之標準 3.4.1 基本焊接工作 1)兩條管線的尾端焊接主要利用自動焊接機來完成。2)90的彎管需使用大於15A
5、的管子,小於1/2”的管子則需使用彎管器。3)自動焊接機的狀況可藉由製作測試用樣品片來檢查;其檢測時間、樣品數量由承商提供規劃經業主確認施行。3.4.2 CDA&N2 LOOP 管線材料的處理 3.4.2.1 管線與零件的清潔:所有的管子與其零件需於製造後先予以清洗,並以管帽蓋住開口處、封裝處,始可運送至現場;任何管子與零件在彎管、切割及焊接諸如此類工作之進行前,需確定其清潔度可維持的情形下始可拆封。3.4.2.2氮氣沖刷:在裝配好個別的預作管線且擺放好後,每一單位均需以氮氣沖刷乾淨。3.4.3 純度提升的方法:用純氮氣來噴洗管線內部。3.4.4 腐蝕保護:依現行標準規範施作。3.4.5 強制
6、性穿戴手套:在進行每一個操作時必須穿上防塵之乾淨手套,嚴禁使用裸手操作。3.5 工作進行之步驟:為了維持完成後的潔淨在所訂定之水準內,氣體供輸的管線工作必須盡可能地小心去完成,其工作進行之步驟依現行標準規範施行。3.5.1 材料檢查 材料進入施工工地後,首先在臨時性潔淨棚裏逐項檢查各項材料是否符合訂單上的規格。3.5.2 臨時性潔淨棚 臨時性潔淨棚裝設在現場。管路施工中,所有的預作管線部份均需在臨時性潔淨棚內進行,因其有控制其微塵數。管線材料則需儲藏於庫房中,以避免規格有異變。3.5.3 切割完畢後的清洗 每一段切割至所需長度的管子,最後均需以氮氣噴洗之,以避免殘留的小碎片留在內部。噴洗完後立
7、刻以帽蓋覆在兩端開口,並以塑膠套膜包裝好儲存,直到需要安裝這些管線前再行拆封。3.5.4 配管工作之預作 3.5.4.1 檢查並確定所需的材料。3.5.4.2 實施假熔。3.5.4.3 進行焊接工作。3.5.4.4 焊點的外觀部份需先擦亮之。3.5.4.5 確定預作的管子,其長度與繪製圖或現場量測的必須相符。3.5.4.6 以帽蓋將兩端封住。3.5.5 預作管之清洗 3.5.5.1 管子需以通過 0.01m篩檢程式的氮氣噴幹內部。3.5.5.2 以帽蓋封住兩端後,再以塑膠套膜,重複包裝好儲存之。3.5.6 管線支架的裝設 3.5.6.1 支架的材質需為不銹鋼或鋁製品,且藉由裝配在天花 板、牆緣
8、、樑柱及設施等之上,以固定管線。3.5.6.2 支架的擺設位置,需依現場實際狀況,予以量測並架 配之。3.5.6.3 配管時需考慮管線工作處、氣體種類、維護及配設之美觀程度等。3.5.6.4 管線之間的架設間距至少應為 20 以上。3.5.6.5 螺釘與螺帽之材質,基本上應為不銹鋼製品。3.5.7 管線架設工作 3.5.7.1 確定每一段預作的管子的編號,符合它們要被擺放的位置無誤。3.5.7.2 先予以擺放至要被架設的位置,以確定其長度適合原來的設計。3.5.7.3 使用塑膠方塊在末端支撐之位置,並小心不使其潔淨 度被破壞之,並予以假熔之。3.5.7.4 使用自動焊接機對焊。3.5.7.5
9、焊點的外觀部份需擦亮,並使用抗腐蝕方法處 理。3.5.7.6 管架距離的要求 用以支撐水準管之吊架規定如下:管 線 尺 寸 吊架最大間距 吊 杆 直 徑 15-25 mm 1500mm 10mm 32-40 mm 2000mm 12mm 50-65 mm 2500mm 14mm 80-125 mm 3000mm 16mm 150 mm以上 4000mm 20mm 以上規定為直線管路,凡有重量及中處(如閥等)需另於前後加裝管架或吊件,直立管路上,管架間最大距離,不得超過两米,必要時於底端設支座以支持之。3.5.8 使用自動焊接機的對焊法,依現行標準規範施作。3.5.9 焊接法蘭部份,依現行標準規
10、範施作。3.5.10 焊接小口徑的配件,依現行標準規範施作。3.5.11 鎖入的配件,依現行標準規範施作。3.6 目檢 3.6.1外觀的目檢工作 3.6.1.1 檢查管子、配件、閥頭、法蘭、螺釘、螺帽、墊片及其附件與工程圖相符,以確定所完成的工作無誤;而後,貼上一指示流動方向、氣體名稱的標籤。3.6.1.2 確定支撐管線的支架安置無誤。3.6.1.3 確定各氣體的管線是否預留 TAKE-OFF VALVE 給需求之機台設備的每一需求點。3.6.1.4 確定配管的工作不會損害其本身維護能力及美觀程度。3.6.1.5 檢試其檢驗報告及管線的標記以確認管線的確依照所設計的規格及標準配設。3.6.1.
11、6 以肉眼目檢管子、配件、閥頭、法蘭、螺釘、螺帽、墊片及其附件之外表,以確定其沒有遭受外來的損害、表面腐蝕或發生裂痕。3.6.2 焊接點的目檢工作 3.6.2.1 焊接部份 不可過度凹陷於整個金屬底部。3.6.2.2 金屬底部不可有階梯狀凸起。3.6.3 鎖入配件的外觀目檢工作 3.6.3.1確定鎖頭安裝與規格相符無誤。3.6.3.2 確定所有的配件均正確地旋入無誤。3.6.3.3 確定鎖入配件的配管其彎管的半徑,需足可容許其帽蓋的移出。3.6.3.4 確定任何一根短管均不會被過度地安裝。3.7 測驗標準 3.7.1 針對三種不同要求的管路系統,對其測試的方法也不同,下面是採用的測量方法。系統
12、類別 CDA(A級)&N2 LOOP CDA(B 級)空壓站配管 測試方法 暫壓測試 保壓測試 3.7.2 壓力測試的標準 壓力測試有暫壓測試和保壓測試。1)暫壓測試 標準:暫壓測試必須符合ANSI B31.3 法規來源,在管線內充滿氣體並達到測試壓時,至少必須持壓10 分鐘以上,然後壓至最大設計壓後,開始就所有的接焊接處等較可能之點進泡沫偵(snoop)。據壓記儀上所顯示的壓記其測試時使用之壓。壓力錶的刻度為試驗壓力的1.2倍至2倍。2)保壓測試 標準:保壓測試的時間是6小時或者24小時,测试压力为设计压力的1.5倍,在測試結束後,在圓盤記錄器顯示的壓力值於開始的壓力值沒有明顯的變化,要求測
13、壓結束時的壓力達到開始時壓力的98%以上。3.7.3 記錄壓力/偵漏測試的結果 3.7.3.1 在進行壓力/偵漏測試之前,先將測試點拍照並記錄 之。3.7.3.2 在開始記錄壓力之前,將欲測管線的名稱、起始的壓力讀值、開始測試的時間、日期,以及開始測試時的室溫。在完成測試時,務必記錄結束的時間、日期、結束時壓力讀值及當時的室溫。3.7.3.3 由業主監督人員作最後確認及同意之簽署後,始完成此項測試。3.7.3.4 所有的測試點的決定均需先經業主的認可始可進行有效測試,而資料必須依照測試點的次序排放搜集。當測試的結果由業主認可簽署後,與其相關的配管工作即視為驗收通過。3.7.3.5 每項測試均需
14、經業主一方的簽署及見證,則在進行各項測試之前,包商應準備測試的流程表單經對方許可,始可進行。依據每一流程,見證者的測試工作可由現場工作的完成前後陸續進行階段式的驗收。3.7.5.6 為避免因業主方面之見證者勘驗不便而造成合約性工作的延遲進行,可用拍照方式將需確認的位置存證以代替當場之見證。3.8 純度提升之過過程 3.8.1 方法:在完成氣密試驗後,為了提升管線內部的純淨度,可依下列的過程進行。1)噴洗過程:所有的次主管均以純氮氣反復噴洗,其使用氣體的流速約為 1520 m/sec。2)乾燥過程:以純氮氣持續沖吹,沖吹壓力以不超過各測試儀器最大入口壓力為原則。3.9驗收標準 3.9.1 必須符
15、合上述條件,並就違反或不符合規定之專案,配合重新施工至規範標準,因此而衍生出之成本增加及進度延誤一律由協力廠商自行吸收。3.9.2 所有使用之材料均須合於規定並有防污染淨化包裝,另須附原廠檢查報告。3.9.3 包裝破壞及無法符合業主規定之材料或設備一律不得使用,並由業主保管至工程結束再行發返。3.9.4 所有完工之管每隔2 公尺及轉彎前後須掛牌或貼該體之 種、向之標籤;閥件須加掛開關示牌,上述名牌須符合潔淨室要求之壓克材質,上述管標籤文字、箭頭、底部之顏色及尺寸大小須符合業主規定。3.9.5 現場目視檢查如焊道、外觀、支撐架、栓帽、維修空間、配管整齊及清潔。3.9.6 所有配管焊接應於每天施工前,先施作該管徑之試片,並須填寫焊接機之;合格試片及據經監工人員檢驗合格後,施工人員才可開始施工。並於各管標示施作人員編號做為追蹤依據。3.9.7 焊接之purge gas 必須使用高純氬氣(99.99以上,須附 該氣體出廠檢驗報告),施工完成後所有管需用超高純氬氣或氮氣24 小時間斷沖吹,並將排氣接至室外避免人員窒息危險。3.9.8 配管之品質檢驗測試(QC TEST)於開始及結束時須有業主及CM或經授權之代人在場簽證於記表後始生效。測試分析儀需由承商自備且需提供儀器最近一內之校正報告。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
