 05第3章尺寸精度设计与检测02
05第3章尺寸精度设计与检测02

《05第3章尺寸精度设计与检测02》由会员分享,可在线阅读,更多相关《05第3章尺寸精度设计与检测02(46页珍藏版)》请在装配图网上搜索。
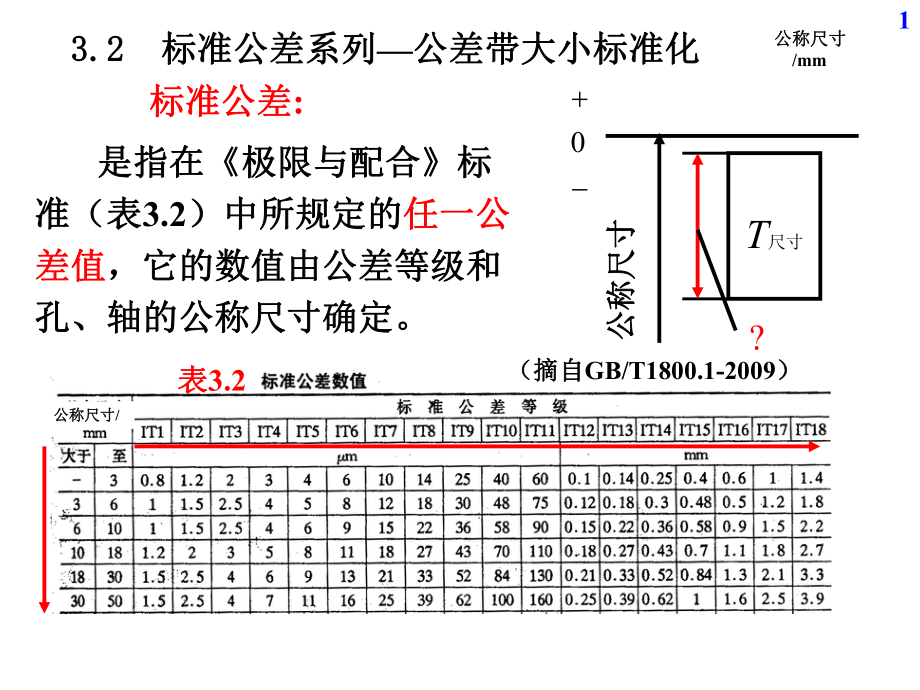
1、13.2 3.2 标准公差系列标准公差系列公差带大小标准化公差带大小标准化 是指在是指在极限与配合极限与配合标标准(表准(表3.2)中所规定的)中所规定的任一公任一公差值差值,它的数值由公差等级和,它的数值由公差等级和孔、轴的公称尺寸确定。孔、轴的公称尺寸确定。标准公差标准公差:T尺寸0公称尺寸公称尺寸?表表3.2(摘自(摘自GB/T1800.1-2009)公称尺寸公称尺寸/公称尺寸公称尺寸 /mm2aiT )(Daf 公差等级系数,公差等级系数,标准公差因子标准公差因子(或称公差单位)(或称公差单位)(m)D 公称尺寸(公称尺寸(mm)。)。i式中式中 a公差值怎么得到呢?公差值怎么得到呢?
2、)(Dfi 即公差是控制误差的:公差是控制误差的:测量加工fffT330.450.001 iDDD5000.0042.1IDD5003150图3.103.2.1 标准公差因子及标准公差因子及 其计算公式其计算公式)(Ii或1.标准公差因子标准公差因子(公差单位)公差单位)i (I)含义含义2.i (I)计算公式计算公式i (I)与零件尺寸的关系与零件尺寸的关系见图见图3-10。加工加工误差误差测量测量误差误差i(I):是计算标准公差的是计算标准公差的基本单位基本单位。43.2.2 公差等级及标准公差值的公差等级及标准公差值的 计算公式(计算公式(a )常用的等级为常用的等级为1.公差等级公差等
3、级01,0,1,18 共共 20 个等级。个等级。精度越低。精度越低。公差等级用阿拉伯数字表示:公差等级用阿拉伯数字表示:1,2,18共共18个等级。个等级。5 2.标准公差标准公差值的值的计算公式(见表计算公式(见表3-13-1)标准公差代号为标准公差代号为IT,例如例如5级则为级则为IT5,5.5级则为级则为IT5.5。标准公差等级用标准公差等级用IT和阿拉伯数字组成,和阿拉伯数字组成,m标准公差的计算公式标准公差的计算公式 (摘自(摘自GB/T 1800.1-2009GB/T 1800.1-2009)表表3.1公称公称 尺尺 寸寸/mm公称公称 尺尺 寸寸/mm6(1)IT01,IT0,
4、IT1(2)IT5 IT18a按按R5系列增加。系列增加。式中常数项和式中常数项和D的系数,的系数,按按R10/2R10/2派生系列增加。派生系列增加。IT01=0.3+0.008 DIT02=0.5+0.012 DIT03=0.8+0.020 D公差等级公差等级 5 6 7 8 9 10 11 12 13 14 15 16 17 18aaiT 7 10 16 25 40 64 100 160 250 400 640 1000 1600 2500iaiT25IT8 8级的标准公差为例如7(3)IT2IT4按按几何级数插入几何级数插入IT1与与IT5之间。之间。IT1 IT2IT3IT4IT54
5、14IT1IT5IT1IT5 q则设公比为设公比为 q41IT15IT1ITIT1IT2 q21IT15IT1ITIT2IT3 q43IT15IT1ITIT3IT4 q8IT02IT19 0.2+0.005D=1.25IT7IT7.25 1.12IT7(4)中间的插入级中间的插入级例如例如 IT7.5 =10215107IT)10(IT77ITq20415107IT)10(IT77ITq(5)向两端延伸向两端延伸精度高于精度高于IT01为为 低于低于IT18为为=4000 i 25001.6i9 3.2.3 尺寸分段(尺寸分段(D)这样这样 T 值数目非常庞大,不便于工程应用。值数目非常庞大,
6、不便于工程应用。1.为什么要分段?为什么要分段?D180 按按 R10 系列分段(细分时按系列分段(细分时按R20)。)。2.如何分段?如何分段?D3 不分段;不分段;D180 继承旧标准不均匀分段;继承旧标准不均匀分段;所以对于有一个所以对于有一个D值,都可得到一个值,都可得到一个T值。值。)(DafaiT因为 为了为了 T 值数目值数目简化公差表格简化公差表格方便应用方便应用把尺寸按一定规律分成若干段。把尺寸按一定规律分成若干段。10 对于同一尺寸段内,各个公称尺寸的同一公差对于同一尺寸段内,各个公称尺寸的同一公差等级的标准公差数值相同等级的标准公差数值相同(见下图见下图)。D 代入表代入
7、表3.1计算计算尾数按规定修约尾数按规定修约表表3.2。1nnDDDDnD1nD0)mm(D)m(TTT=a i=a f(D)式中式中 D=?必需会用表必需会用表3.2。11 例例3.6 已知已知 D=30,求求IT7,IT8 解:解:(2)计算)计算 3IT7(0.450.001)aiaDD3 16(0.4518 300.001 18 30)20.96修约为修约为21m得得IT7=IT8=33 m(1)查表)查表3.221m,表表3.2(摘自摘自GB/T1800.1-2009)公称尺寸公称尺寸 /mm12 d2 比比 d1 的的精度低精度低,故,故d2容易加工容易加工。解:由表解:由表3.2
8、得得IT7IT8 例例3.73.7 已知已知 d d1 1 =100100,d d2 2=8 8,T T d1 d1=35m=35m,T T d2 d2=22m=22m,确定两轴加工的难易程度。,确定两轴加工的难易程度。d1为为d2为为表表3.2(摘自(摘自GB/T1008.1-2009)公称尺寸公称尺寸/mm133.3 3.3 基本偏差系列公差带位置标准化基本偏差系列公差带位置标准化基本偏差基本偏差(见下图)(见下图)基本偏差基本偏差是是 确定公差带相对零线位置的上偏差或确定公差带相对零线位置的上偏差或下偏差,一般为靠近零线或位于零线的那个偏差。下偏差,一般为靠近零线或位于零线的那个偏差。公
9、差带在公差带在零线上零线上面面,其基本偏差为,其基本偏差为下下偏差偏差。公差带在公差带在零线下零线下面面,其基本偏差为,其基本偏差为上上偏差偏差。T尺寸T尺寸0基本尺寸ES(es)ES(es)EI(ei)EI(ei)公称尺寸公称尺寸14 3.3.1 基本偏差代号及其特点基本偏差代号及其特点 1.基本偏差代号:基本偏差代号:(见下图见下图3.113.11)5(I、L、O、Q、W)拉丁字母(按英文字母读音)拉丁字母(按英文字母读音)26+7(CD、EF、FG、JS、ZA、ZB、ZC)-28孔轴轴152.特点特点:(1)对孔(轴):对孔(轴):AH(a h)为为(2)对对 H(h):JZC)(j z
10、c)为为H 为为 EI=0 (h 为为 es=0)EI (es)ES (ei)孔的基本偏差公称尺寸公称尺寸16(3)JS(js)对称对称2IT)js(JS若若n为为711级,级,ITn值值为奇数时为奇数时。21)(IT)JS(js n则孔的基本偏差公称尺寸公称尺寸17对对 j 仅保留仅保留j5、j6、j7、(、(3个公差带)。个公差带)。(4 4)J(j)近似对称近似对称对对 J 仅保留仅保留 J6、J7、J8(3个公差带个公差带),J(j)将要由将要由JS(js)代替。)代替。(5)基本偏差原则上与标准公差无关。基本偏差原则上与标准公差无关。基本偏差是确定公差带位置的唯一参数。基本偏差是确定
11、公差带位置的唯一参数。孔的基本偏差公称尺寸公称尺寸18(1)AH与与h和和ah与与H各各形成形成11种种间隙配合间隙配合。(2)JS、JN与与h和和js、jn与与H 各各形成形成5种种过渡配合过渡配合。(3)PZC与与h和和pzc与与H各各形成形成12种种过盈配合过盈配合。1.各种基本偏差形成配合的特性各种基本偏差形成配合的特性 其中其中A与与h(a与与H)形成的配合间隙最大;形成的配合间隙最大;其后,间隙依次减小。其后,间隙依次减小。其中其中JS与与h(js与与H)形成的配合较松,获得间隙形成的配合较松,获得间隙的概率较大;的概率较大;其中其中P与与h(p与与H)形成的配合过盈最小;形成的配
12、合过盈最小;其后,过盈依次增大。其后,过盈依次增大。其后,依次变紧;其后,依次变紧;3.3.2 孔、轴的基本偏差孔、轴的基本偏差 19 2.孔、轴基本偏差计算公式孔、轴基本偏差计算公式 孔、轴基本偏差计算公式是由试验和统计分孔、轴基本偏差计算公式是由试验和统计分析得到的,其计算析得到的,其计算 公式见表公式见表3.3 。例如例如Dd8080和,16es44.0D对轴:44.016EID对孔:203.孔、轴基本偏差数值表(如表孔、轴基本偏差数值表(如表3.43.4和表和表3.53.5所示)所示)计算计算 按规定进行尾数修约按规定进行尾数修约 表表3.4和表和表3.5。由表由表3.3)(1nnDD
13、D式中的基本偏差为如 20 fes=-20m。表3.4轴的基本偏差数值公称公称尺寸尺寸/mm214.4.孔、轴基本偏差对应关系孔、轴基本偏差对应关系(1)一般同一字母的孔、轴基本偏差的对应关系为一般同一字母的孔、轴基本偏差的对应关系为EI=-esES=-ei(2)过盈和过渡配合过盈和过渡配合 )1(ITIT)(ESESnn计算值图 3.12 对于特殊情况对于特殊情况(K,M,NIT8和和ZZC IT7)为为225.孔、轴另一个极限偏差的计算孔、轴另一个极限偏差的计算 对孔:对孔:AH,ES=EI+TDJZC,E I=ES-TD对轴:对轴:ah,ei=es-Td jzc,es=ei+TdTD(T
14、d)TD(Td)0公称尺寸公称尺寸ES(es)=?ES(es)EI(ei)EI(ei)=?由右图可得:由右图可得:236.孔、轴极限偏差表和极限间隙或极限过盈表孔、轴极限偏差表和极限间隙或极限过盈表 GB/T1800.2-2009规定的孔、轴极限偏差表是按规定的孔、轴极限偏差表是按GB/T1800.1-2009中的标准公差和基本偏差数值计算出中的标准公差和基本偏差数值计算出孔、轴常用公差带的极限偏差。孔、轴常用公差带的极限偏差。书中表书中表3.6和表和表3.7摘录了其中摘录了其中优先配合的孔和轴公优先配合的孔和轴公差带的极限偏差。差带的极限偏差。例如例如 查查30N7的极限偏差。的极限偏差。由
15、表由表3.6得得007.0028.03024 GB/T1801-2009中给出了基孔制和基轴制优先、常用中给出了基孔制和基轴制优先、常用配合的极限间隙或极限过盈。配合的极限间隙或极限过盈。书中表书中表8摘录了其中摘录了其中优先配合的极限间隙或极限过盈。优先配合的极限间隙或极限过盈。在实际中,一般应首先应用孔、轴极限偏差表(表在实际中,一般应首先应用孔、轴极限偏差表(表3.6、表表3.7)和极限间隙或极限过盈表(表)和极限间隙或极限过盈表(表3.8),特殊情况才应),特殊情况才应用标准公差表和基本偏差数值表,计算出孔、轴公差带的极用标准公差表和基本偏差数值表,计算出孔、轴公差带的极限偏差值和配合
16、的极限间隙或极限过盈。限偏差值和配合的极限间隙或极限过盈。25 由表由表 3.5得得 ES=EI+IT8=+53m由表由表 3.2 得得 例例1 利用(利用(1)标准公差和基本偏差表和()标准公差和基本偏差表和(2)孔的极限)孔的极限偏差表偏差表查表确定孔查表确定孔30F8的极限偏差的极限偏差,并写出在图纸上的标注并写出在图纸上的标注形式。形式。解:解:(1)利用)利用标准公差和基本偏差表标准公差和基本偏差表查表确定查表确定F的基本偏差的基本偏差 EI+20m IT8=33m053.0020.0308F30 表3.5公称公称尺寸尺寸/mm26 例例1 利用(利用(2)孔的)孔的极限偏差极限偏差
17、表表查表确定孔查表确定孔30F8的极限的极限偏差偏差,并写出在图纸上的标注形式。并写出在图纸上的标注形式。解:解:因为孔因为孔30F8是标准规定的优先公差带,是标准规定的优先公差带,查表查表3.6得得0.0530.0203030F8 m 20EI53,ES即27(1)由表)由表 3.5 得得(2)EIESIT7=35m解:解:由表由表 3.2 得得 IT7=21m 22+8=14mES7=ES7+=0.0140.03525P725(3)在大于在大于IT7的相应数值上增加一个的相应数值上增加一个值。值。PZC,IT7的基本偏差为的基本偏差为表3.5孔的基本偏差数值在在IT7的相应数值上的相应数值
18、上+值值公称公称尺寸尺寸 /mm(摘自(摘自GB/T1800.1-2009)例例2(1)利用)利用标准公差和基本偏差标准公差和基本偏差表表确定孔确定孔25P7的极限偏。的极限偏。28 例例2(2)孔的)孔的极限偏差表极限偏差表确定孔确定孔25P7的极限偏差的极限偏差,并写出并写出在图纸上的标注形式。在图纸上的标注形式。查表查表3.6得得014.0035.0527P52 m 35EI,14ES即解:解:因为孔因为孔25P7是标准规定的优先公差带是标准规定的优先公差带29 例例3利用标准公差和基本偏差表确定孔利用标准公差和基本偏差表确定孔300M6的极限的极限偏差偏差,即即求孔的上、下偏差。求孔的
19、上、下偏差。解:由表解:由表3.5得得 其上偏差为其上偏差为 ES8 ES89表表3.2得得 IT6 32 EIESIT693241 300M6300 180 250 mm 8;315 400 mm 10 250 315 mm 920911见表见表3.5说明说明 。30表3.531例例 4 求孔求孔60J7的上、下偏差,并画尺寸的上、下偏差,并画尺寸 公差带图。公差带图。解得:解得:(1)60J760(2)其公差带如图所示。)其公差带如图所示。60J7+0-60+0.018-0.012图图60J7公差带图公差带图 (3)60J7的基本偏差的基本偏差是是 上、下偏差?上、下偏差?对对 孔孔 JZ
20、C为为 ES。见表见表3.5所示。所示。32例例5 求求20 轴轴 的公差带的公差带。作业作业 思考题思考题 2、3、6、7,作业题作业题 4、5、6、9解解(1)求公差等级)求公差等级013.0033.002.0ei-es dT6IT dT(2)求基本偏差求基本偏差因为基本偏差为因为基本偏差为es=-0.02由表由表3.4得得 f 020.0033.020 )3(6f20由表由表3.2得得33课堂练习课堂练习 利用表利用表3.2和表和表3.4、表、表3.5确定确定30P7/h6配合的配合的孔、轴极限偏差,写出在零件图中用极限偏差标注孔、轴极限偏差,写出在零件图中用极限偏差标注的形式,并计算其
21、极限间隙或极限过盈。的形式,并计算其极限间隙或极限过盈。做题思路见右图。做题思路见右图。ES=?+0-P7h630?34表表3.2 标准公差数值标准公差数值 (摘自(摘自GB/T1800.1-2009)公称尺寸公称尺寸 /mm35公称公称尺寸尺寸 /mm公称尺寸公称尺寸36续表3.4轴的基本偏差数值公称公称尺寸尺寸 /mm(摘自摘自GB/T1800.1-2009)37表表3.5公称公称尺寸尺寸/mm(摘自GB/T1800.1-2009)38公称公称尺寸尺寸/mm39 续表3.5孔的基本偏差数值(摘自GB/T1800.1-2009)公称公称尺寸尺寸/mm40表表3.2(摘自(摘自GB/T1800.1-2009)公称尺寸公称尺寸/414243表3.4轴的基本偏差数值公称公称尺寸尺寸/mm444546公称尺寸公称尺寸
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
