《快速成形技术重点知识》由会员分享,可在线阅读,更多相关《快速成形技术重点知识(4页珍藏版)》请在装配图网上搜索。
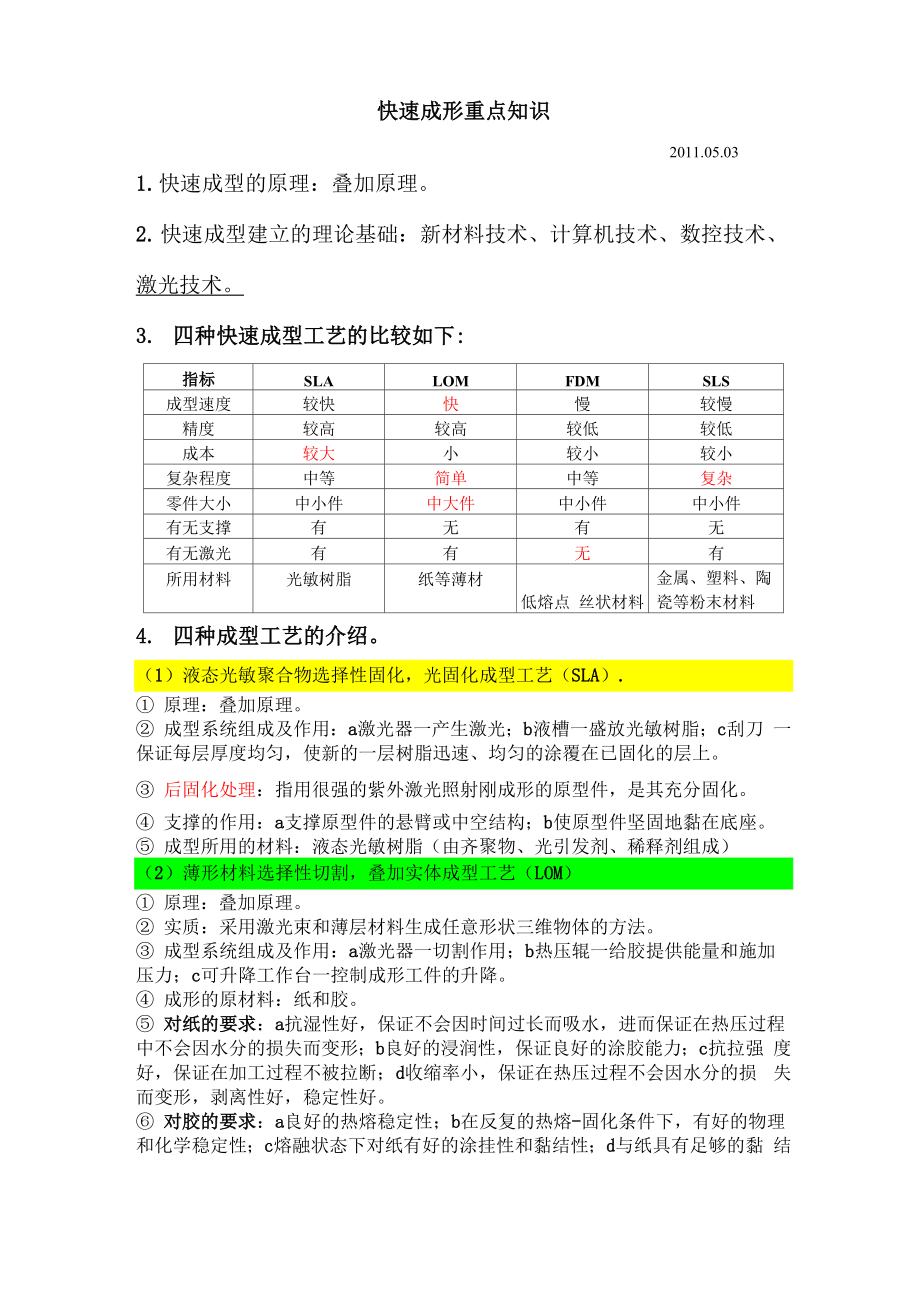
1、快速成形重点知识2011.05.031. 快速成型的原理:叠加原理。2. 快速成型建立的理论基础:新材料技术、计算机技术、数控技术、激光技术。3. 四种快速成型工艺的比较如下:指标SLALOMFDMSLS成型速度较快快慢较慢精度较高较高较低较低成本较大小较小较小复杂程度中等简单中等复杂零件大小中小件中大件中小件中小件有无支撑有无有无有无激光有有无有所用材料光敏树脂纸等薄材低熔点 丝状材料金属、塑料、陶 瓷等粉末材料4. 四种成型工艺的介绍。(1)液态光敏聚合物选择性固化,光固化成型工艺(SLA). 原理:叠加原理。 成型系统组成及作用:a激光器一产生激光;b液槽一盛放光敏树脂;c刮刀 一保证每
2、层厚度均匀,使新的一层树脂迅速、均匀的涂覆在已固化的层上。 后固化处理:指用很强的紫外激光照射刚成形的原型件,是其充分固化。 支撑的作用:a支撑原型件的悬臂或中空结构;b使原型件坚固地黏在底座。 成型所用的材料:液态光敏树脂(由齐聚物、光引发剂、稀释剂组成)(2)薄形材料选择性切割,叠加实体成型工艺(LOM) 原理:叠加原理。 实质:采用激光束和薄层材料生成任意形状三维物体的方法。 成型系统组成及作用:a激光器一切割作用;b热压辊一给胶提供能量和施加 压力;c可升降工作台一控制成形工件的升降。 成形的原材料:纸和胶。 对纸的要求:a抗湿性好,保证不会因时间过长而吸水,进而保证在热压过程 中不会
3、因水分的损失而变形;b良好的浸润性,保证良好的涂胶能力;c抗拉强 度好,保证在加工过程不被拉断;d收缩率小,保证在热压过程不会因水分的损 失而变形,剥离性好,稳定性好。 对胶的要求:a良好的热熔稳定性;b在反复的热熔-固化条件下,有好的物理 和化学稳定性;c熔融状态下对纸有好的涂挂性和黏结性;d与纸具有足够的黏 结强度;e良好的废料剥离分离性能。 涂布工艺:包括涂布形状和涂布厚度。 原型的制作过程主要的两个变形是:热变形和湿变形。 成型所用材料:薄形材料(纸、塑料)、粘结剂(胶)、涂布工艺。(3)丝状材料选择性熔覆,熔融沉积造型(FDM) 原理:叠加原理。 成型系统:硬件系统、软件系统、供料系
4、统。其中供料系统主要有主动辊、从 动辊和导向套、压板等。 支撑结构包括水溶性支撑和易剥离性支撑。 成型所用材料:低熔点的丝状材料。(4)粉末材料选择性激光烧结(SLS) 原理:叠加原理。 工作环境条件:在氮气环境下。 烧结材料的烧结有:高分子粉末烧结、金属粉末烧结和陶瓷材料制作。其中金 属粉末烧结有分直接金属烧结和间接金属烧结。 两种金属粉末烧结的过程:a间接金属烧结原理:先用金属粉末和树脂粉末混合制得工件烧结,将其中的树脂粉末烧失,同时得到工件的原形,这一过程一般称RP原形,为了提高强度, 再次进行二次和三次烧结,再进行金属的溶渗,得到金属工件。b金属直接烧结法:将金属粉末直接高温烧结,烧结
5、温度达到金属的熔点,得到 工件过程。 成型系统组成及作用:a激光器一加热作用;b粉末供给系统一运输粉末材料 和使每层材料平整;c升温系统一预热时加热粉末材料;d可升降工作台一控制 成形工件的升降。5. 两种模具制造工艺。(1)硅橡胶模具制造工艺(实用于塑料件) 工艺过程:利用RP技术制作原型一将原型后处理,得到高精度的原型一制作 型框,固定原型一计算硅橡胶的用量,并混合进行真空脱泡一将抽真空后的硅 胶放入围框,再放入压力缸,在压力下保持1530分钟以排除混入的空气一硅橡 胶的固化一待完全固化后,拆除围框,随分模边界用手术刀沿着定位线对硅胶分 型一把定型样件完全外露,并取走,得到需制件。 经济型
6、硅橡胶的工艺过程:利用RP技术制作原型一将原型固定在平板上,制 作型框一在原型表面贴粘土和石膏背衬一硅橡胶的浇注一固化一修理。 硅橡胶制造模具注意问题:a型框尺寸的大小:过大会浪费硅橡胶的用量,同时导致取模的难度.过小不利于浇 注.(一般取20mm)b选择合适的分型面:原则是选择投影面积大的面作为分型面。c对于较高的薄壁件,选择分型面时要将薄壁放在同一半模中,以防捆绑时薄壁的 变形,影响尺寸误差.d对于存在大面积平面形状的原型,应选择合适的浇注位置和方向.浇注位置应选 在重心附近.浇注的方向应避免大面积平面形状位于最上面,导致气体无法排除.e在开模的时候,刀的头部是走直线,到尾走曲线,使硅胶模
7、的分模面形状不规则.这样可以合模时准确定位.(2)电弧喷涂模具制造工艺(实用于金属和塑料件) 工艺过程:利用RP技术制作原型一将原型后处理,得到高精度的原型一利用 RP原型制作硅橡胶模具一利用硅橡胶模具生产过度基模一在模型表面涂刷脱模 剂一在模型表面喷涂金属(或塑料)一制作型框一浇注成型,选择导热率较高和 凝固收缩率胶小的填充材料浇注一脱模,并进行后处理一得到钢结构部分一安装 调试,完成工件的制作 工艺的基本结构:金属喷涂层(影响制件质量)、背衬层(起支撑和增加强度 作用)、钢结构部分(起安装固定作用) 喷涂距离|:指喷枪的喷嘴到基体或过度基模表面的距离。 喷涂角度|:指喷嘴气流轴线与喷涂基模
8、之间的夹角。(最佳90) 遮蔽效应|:指喷嘴气流轴线与喷涂基模之间的夹角(喷涂角度)小于45时 产生的效应。6. 快速成形的全过程包括三个阶段:前处理、分层叠加成形和后处 理。其中前处理包括模型设计。在CAD造型软件中完成原型件的 几何建模,并将其转化成STL格式。模型切片。模型切片指用专 用的分层软件对STL格式文件进行分层处理,得到每一层的截面图 形及有关的网格矢量数据,用于控制激光束的轨迹。7. 三维模型的表达方法:构造实体几何法、边界表达法、参量表达法、单兀表达法。8.三维模型的构造包括用计算机辅助设计软件构造三维模型和用扫 描机构造三维模型。9. |近似处理|:指用无数个三角形去等效一个三维几何实体,所以只 能是无限接近,近似得到实体。(用无数个三角形平面来代替曲面)10. STL文件格式的规则:共顶点规则、取向规则、取值规则、合法 实体规则。
 快速成形技术重点知识
快速成形技术重点知识