 《塑料成型工艺及模具设计》课程设计任务书
《塑料成型工艺及模具设计》课程设计任务书

《《塑料成型工艺及模具设计》课程设计任务书》由会员分享,可在线阅读,更多相关《《塑料成型工艺及模具设计》课程设计任务书(14页珍藏版)》请在装配图网上搜索。
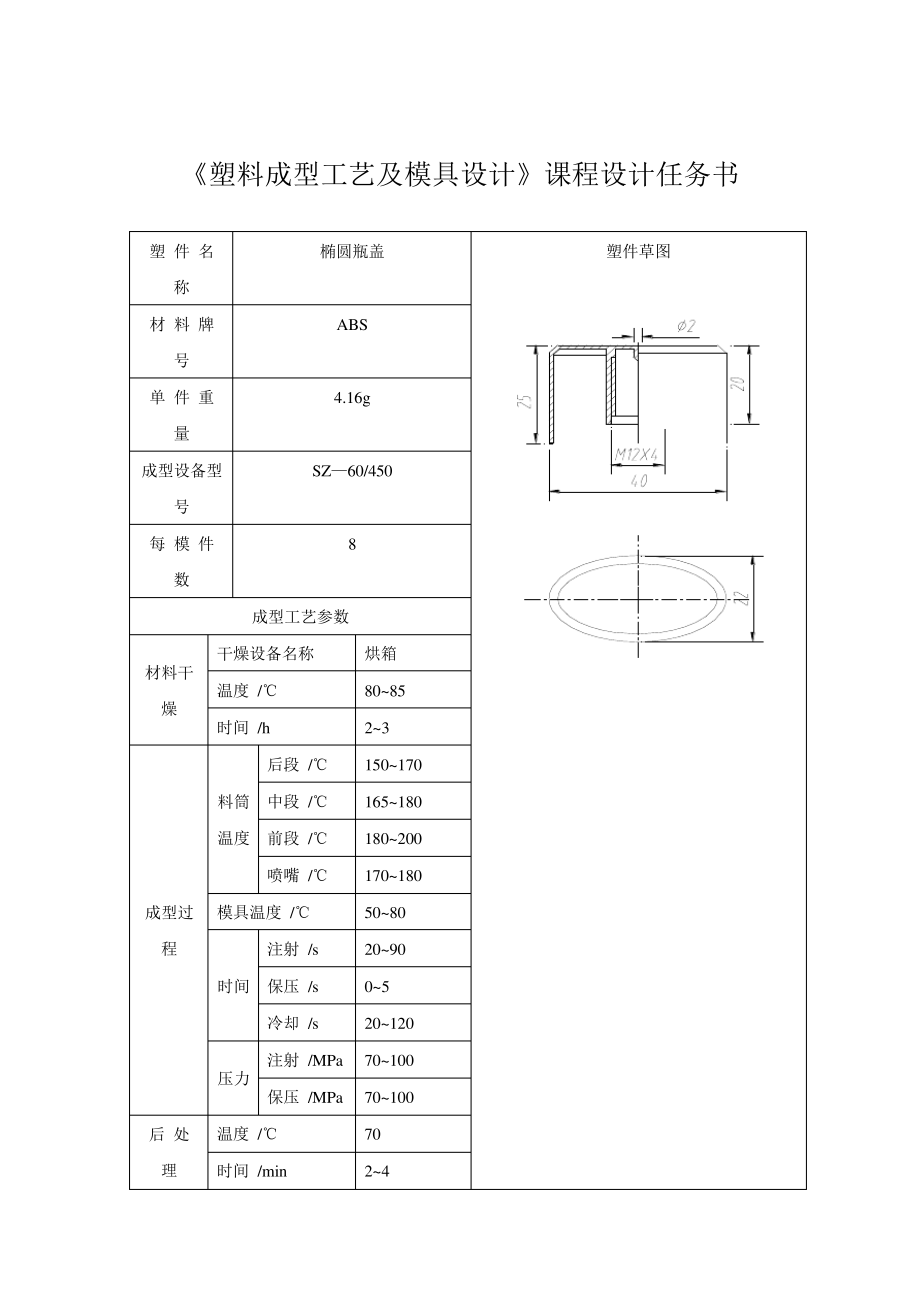
1、 塑料成型工艺及模具设计课程设计任务书 塑 件 名 称 椭圆瓶盖 塑件草图 材 料 牌 号 ABS 单 件 重 量 4.16g 成型设备型号 SZ60/450 每 模 件 数 8 成型工艺参数 材料干燥 干燥设备名称 烘箱 温度/8085 时间/h 23 成型过程 料筒温度 后段/150170 中段/165180 前段/180200 喷嘴/170180 模具温度/5080 时间 注射/s 2090 保压/s 05 冷却/s 20120 压力 注射/MPa 70100 保压/MPa 70100 后 处 理 温度/70 时间/min 24 编制 日期 审核 日期 设计计算与说明 塑件成型工艺分析与
2、设计(一)塑件原材料特性 ABS 是三元共聚物,因此兼有三种元素的共同性能,使其具有“坚韧、质硬、刚性”的材料。ABS 树脂具有较高冲击韧性与力学强度,尺寸稳固,耐化学性及电性能良好,易于成形与机械加工等特点。此外,表面还可镀铬,成为塑料涂金属的一种常用材料.(二)塑件原材料成型性能 1.吸湿性强,含水量应小于0.3,务必充分干燥,要求表面光泽的塑件应要求长时间预热干燥 2.流淌性中等,溢边料 0.04mm 左右(流淌性比聚苯乙烯,AS差,但比聚碳酸酯、聚氯乙烯好)3.比聚苯乙烯加工困难,宜取高料温、模温(对耐热、高抗冲击与中抗冲击型树脂,料温更宜取高),料温对物性影响较大、料温过高易分解(分
3、解温度为250左右,比聚苯乙烯易分解),对要求精度较高塑件模温宜取 5060,要求光泽及耐热型料宜取6080,注射压力应比加工聚苯乙烯的高,通常用柱塞式注射机时料温为180230,注射压力为100140Mpa,螺杆式注射机则取160220,70100MPa 4.模具设计时要注意浇注系统对料流阻力小,浇口处外观不良,易发生熔接痕,应注意选择浇口位置、形式,顶出力过大或者机械加工时塑件表面呈现“白色”痕迹(但在热水中加热可消失),脱模斜度宜取2以上(三)塑件成型方法确定 塑件用注射机成型(四)选择注塑机型号及其参数 5.注射量的计算 通过计算或者Pro/E建模分析,塑件质量1m=4.16g,塑件体
4、积31m14.16V=4.081.02cm。流道疑料的质量2m还是个未知数,可按塑件质量的0.6 被来估算。从上述分析中 确 定 为 一 模 八 腔,因 此 浇 注 系 统 疑 料 体 积 为32180.619.58VVcm。该模具一次注射所需塑料 ABS 如下 体积:3012852.86VVVcm 质量:0053.92mVg 2.塑件与流道凝料在分型面上的投影面积及所需锁模力的结果 1m=4.16g 1V=34.08cm 3052.86Vcm 053.92mg 结果 计算 设计计算与说明 流道凝料(包含浇口)在分型面上的投影面积为2A,在模具设计前还是个未知数,根据多型腔的统计分析,2A是每
5、个塑件在分型面上的投影面积1A的 0.20.5倍,因此可用 0.351nA来进行估算,因此 121110.351.35AnAAnAnAnA=7464.422mm (1A=691.15)mFAP型=7464.4235=261.25KN (P型=35)3.选择注射机 根据每一周期的注射量与锁模力的计算值个选用 SZ60/450 卧式注射机,其要紧技术参数见下图 SZ60/450 注射机要紧技术参数 理论注射容量3cm 78 锁模力/KN 450 螺杆直径/mm 30 拉杆内间距/mm 280250 注射压力/MPa 170 移模行程/mm 220 注射速率/(g/s)60 最大模厚/mm 300
6、塑化能力/(g/s)5.6 最小模厚/mm 100 螺杆转速/(r/min)14200 定位孔直径/mm 55 喷嘴球半径/mm 20 喷嘴孔直径/mm 3.5 锁模方式 双曲肘 4.注射机有关参数的校核 1)由注射机料筒塑化速率校核模具的型腔数 n 21/36000.8 5.6 3600 30/3600 19.172884.16kMtmnm 型腔数校核合格。式中 k:注射机最大注射量的利用系数,通常取 0.8;M:注射机的额定塑化量(5.6g/s);t:成型周期,取 30s。2)注射机压力的校核 01.3 130169epk pMPa,而ep=170Mpa A 27474.42mm F m
7、265.25KN n=28 k=0.8 M=5.6g/s t=30s p=169MPa 结果 设计计算与说明 注射压力的校核合格。式中k取 1.3,0p取 130MPA。3)锁模力的校核 1.157464.4235300.42FKApKN型 而 F=450KN,锁模力校核合格。塑件成型模具设计(一)型腔的数量与布置 该塑件精度要求不高,又是大批量生产,能够使用一模多腔的形式。考虑到模具制造费用与设备运转费用低一些,定为一模八腔的模具形式。排列方式为两个 H 行排列(如下图所示),流道使用平衡式,浇口使用潜伏式或者侧浇口式。(二)确定分型面 根据塑件结构形式,分型面选在瓶盖的底平面。如下图 (三
8、)侧向抽芯机构 由于该模具不涉及到侧向抽芯机构,因此无需进行此机构的设计。(四)浇注系统选择与设计 1.主流道设计 1)主流道尺寸 根据所选注射机,则主流道小端尺寸为 d=注射机喷嘴尺寸+(0.51)=3.5+0.5=4mm 主流道球半径为 SR=喷嘴球面半径+(12)=20+2=22mm 2)主流道衬道形式 为了便于加工与缩短主流道长度,衬道与定位圈还是设计 成分体式,主流道长度取 60mm,约等于定模板+定模固定板 k=1.3 F=300.42KN d=4mm SR=22mm 结果 的厚度。衬道如下图,材料使用 T10A 钢,热处理淬火后表面 设计计算与说明 硬度为 53HRC57HRC。
9、3)主流道凝料体积 223346.1()40800.77850.8442nqd Lmmcm主 2.分流道设计 1)分流道布置形式 分流道应满足良好的压力传递与保持理想的填充状态,使塑料熔体尽快地经分流道均衡的分配到各个型腔,因此,使用平衡式分流道。如下图 2)分流道长度 第一分流道:1L=42mm 第二分流道:2L=30mm 第三分流道:3L=10mm 3)分流道截面的形状及尺寸 为了便于机械加工及凝料脱模,本设计的分流道设置在分 型面上定模一侧,截面形状使用加工工艺比较好的梯形截面。梯形截面对塑料熔体及流淌阻力均不大,通常使用下面经验公式来确定尺寸,既 440.26540.26544.164
10、423BmL mm 注:上式的适用范围,既塑件厚度在 3mm 下列,质量小于 200g,且 B 的计算结果在 3.2mm9.5mm,范围内才合理.由于 B=3 不在范围之内,因此需自行设计.取 B=4mm q主30.8cm 1L=42mm 2L=30mm 3L=10mm B=4mm 结果 设计计算与说明 2242.6733HBmm 取 H=3mm 梯形斜角通常取5 10,在此取6;底部圆角 R=1mm3mm 取 R=1mm;由于分流道中与模具接触的外层塑料迅速冷却,只有中心部分的塑件熔体的流淌状态较理想,因而分流道的内表面粗糙度值不能太低,通常取aR=1.6m。分流道截面形状如下图 4)分流道
11、凝料体积 分流道长度:L=(422 304 10)2 =284mm 分流道面积:243310.52Amm 凝料体积:3284 10.52.98qcm分 3.浇口的设计 根据外部特征,外表面质量要求比较高,应看不到明显的浇口痕迹,因此使用潜伏式浇口,在开模时浇口自行剪断,几乎看不到浇口的痕迹.且浇口位置设在塑件椭圆柱外表面上。潜伏式浇口的形状如下图(尺寸由查表所得)4.冷料穴的设计 1)主流道冷料穴 使用Z 字形拉料杆形式的冷料穴,是最常用的一种冷料穴.拉料杆头部的侧凹能将主流道凝料钩住,开模时留在动模一侧。如下图 H=3mm=6 R=1mm aR=1.6m L=284mm A210.5mm q
12、分32.98cm 结果 设计计算与说明 2)分流道冷料穴 在分流道端部加长 5mm 作分流道冷料穴。(五)成型部件的设计计算 1.凹模 根据塑件形状分析使用整体式凹模,整体式凹模是由整块材料加工制成的,结构简单,强度高,成型的塑件表面无镶拼接缝的痕迹。结构如下图 2.型芯 型芯是由两部分构成的,其中主型芯为整体式(包含动模板),螺纹型芯为推出机构的一部分,由于塑件内部有螺纹得进行手动脱模。结构如下图 3.成型零件工作尺寸的计算 塑件尺寸公差按 SJ1372-78标准中的 5 级精度选取。由 ABS 的收缩率为(0.4%0.7%)可得出 ABS 的平均收缩率 maxmin0.4%0.7%0.55
13、%22SSS 1)型腔尺寸 S0.55%结果 设计计算与说明 计算公式为:001zzMsLs Lx 001zzMsHs Hx 其中sL为塑件外径尺寸;sH为塑件高度尺寸;x为修正系数(取34);为塑件公差值;为制造公差(取3)。0.070.0710031 0.0055400.240.074ML 0.050.0520031 0.0055220.1422.024ML 0.040.0430031 0.005514.20.1214.194ML 0.050.0510031 0.0055250.1625.24MH 0.050.0520031 0.0055200.1420.014MH 2)主型芯尺寸 计算公
14、式为:001zzMsls lx 001zzMshs hx 其中sl为塑件内径尺寸;sh为塑件孔深尺寸;x为修正系数(取34);为塑件公差值;为制造公差(取3)。0010.060.0631 0.0055380.1838.344Ml 0020.050.0531 0.0055200.1421.214Ml 000.050.0531 0.0055240.1624.254Mh 3)螺纹型芯尺寸 x=34 1ML0.07040.07 2ML0.05022.02 3ML0.04014.19 1MH0.05025.2 2MH0.05020.01 1Ml00.0638.34 2Ml00.0521.21 结果 Mh
15、00.0524.25 Md大00.0212.18 Md小00.0210.37 ct10mm 设计计算与说明 计算公式为:大径001zzMsds d大大中 小径001zzMsds d小小中 其中sd大,sd小分别为塑件内螺纹大径,小径基本尺寸;中为塑件螺纹中径公差;z为螺纹型芯中径制造公差,值可取0.115中。000.020.021 0.0055120.1112.18Md大 000.020.021 0.005510.20.1110.37Md小 4.成型零件强度及支承板厚度计算 1)型腔侧壁厚度(按整体式距型凹模计算)11220.0727 3525.0210127cpthmm 式中:p 为型腔压力
16、;h 为凹模型腔的深度;查表的=0.727;为材料的许用应力。2)型腔底版厚度 11220.4872 35228127hptbmm 式中:b 为凹模型腔的内孔短边;查表得=0.4872。3)支承板的厚度 在选定模架后,选取标准的支撑板尺寸为32mm。(六)排气系统设计 瓶盖成型型腔体积比较小,约为34.08cm,注射时间短,使用的潜伏式浇口向型腔顶部倾斜,塑料熔体是从上往下进行填充,因此型腔顶部不可能造成憋气现象,气体会沿着分型面与型芯与推件之间的轴向间隙向外排出,因此不需另进行设计。(七)温度调节系统设计 在单位时间内塑料熔体凝固时所放出的热量应等于冷却水所带走的热量,模具温度设为50 C
17、1.冷却水的体积流量 ht8mm =0.4872 结果 vq30.011m 8dmm v3.67/m s 设计计算与说明 23131120.108 6.4 100.011/104.18726.525vWQqmmmc 式中:W为单位时间内注入模具中的塑料质量,按每分钟注射 2次,即53.9220.108/minKg;1Q为 单 位 质 量 的 塑 件 在 凝 固 时 所 放 出 的 热 量26.4 10/KJ kg;为冷却水的密度;1c为冷却水的比热容;1为冷却水出口温度;2为冷却水入口温度。2.冷却管道直径 为使冷却水处于湍流状态,查表得8dmm。3.冷却水在管道内的流速 2244 0.011
18、3.67/83.14601000vqvm sd 大于最底流速1.66/m s,直径大少符合要求。4.冷却管道孔壁与冷却水之间的传热膜系数 0.80.8320.20.2101.723.63.6 7.2226463.3/81000vhfKJmhCd 5.冷却管道的总传热面积 2216060 0.108 6.4 101182826.52526463.3402WQAmmh 6.模具上应开设的冷却水孔数 1182823.14250 8AndL(八)推出机构(脱模)推出机构要紧由推杆与活动螺纹型芯构成,两者用螺钉将其固定。由于塑件内有螺纹,得用手动脱模。因此在启模后推杆将其相连的活动螺纹型芯(包含塑件)一
19、起推出到一定位置,在进行手动推模。然后推出机构在型腔回位之前通过弹簧的力矩提早复位,防止型芯与型腔发生碰撞导致模具表面变粗糙及变形。(九)导向机构 由于在所选的模架当中导向机构以标准化,因此在此不作另外h26463.3 A=211828mm n2 结果 A=35mm B=20mm C=32mm D=63mm 设计。(十)模架的确定与标准件选择 设计计算与说明 根据型腔的布局可看出,整体式型腔最小尺寸为100 156.6,又根据型腔侧壁最小厚度为10,再考虑到导柱,到套及连接螺钉布置应占的位置等各方面问题,确定选用模架序号为 5 号,(200L=200250)。如下图所示 各模板尺寸的确定 1.
20、A 板尺寸 由于型腔所示整体式,因此 A 板就为型腔,通过计算型腔高度及型腔顶部厚度之后确定取A 板厚度为35mm。2.B 板尺寸 B 板通过模架标准尺寸选取厚度为20mm。3.C 支撑板尺寸 选取标准尺寸为32mm。4.D 垫块尺寸 垫块=推出行程+塑件高度+(510)=25+25+(510)=(5560),通过计算垫块 D 厚度取63mm。模具平面尺寸 200250 250280(拉杆间距),合格;开模高度为 200,100 200 300 合格;开模行程为(5560)200(注射机开模行程),合格。因此本模具所选注射机完全满足使用要求。(十一)模具设计心得体会 通过对本次的注射模设计,从中熟悉了设计一套注射模的整个流程,其中的难点,重点已明确在哪个部分。在整个设计过程中有很多数据需要查表,对模具设计手册使用很广泛。在整套模具中部分机构的设计要求对书本基础知识的掌握;部分在相应的绘图软件上已标准化,能够在上面进行参考选取标准件或者选取后进行修改。总之,由于本次是初次设计及设计手册等质料不完全具备等原因,以致在部分机构的设计上有一定的难度,但对整个注射模设计有了一定的基础,在此基础上希望能在以后的设计当中水平有所提高。(十二)参考文献 1.模具课程设计指导 2.塑料成型工艺与模具设计 3.塑料模具设计指导 4.Pro/e 模具设计基础教程 5.机械制图
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
